1
Изобретение относится к устройст- , Всцл для обработки металлов давлением и может быть использовано для получения кодовых масок методом накатки.
Известно устройство для получения кодовых масок методом накатки, содержащее станины, ведущий и ведомый валы и механизм синхронизации вращения валов Til.
Известно также устройство для изготовления кодовой маски методом накатки, содержащее размещенные на станине ведущий вал с ведущей шестерней, ведомый вал с закрепленной на нем оправкой и ведомой шестерней, и инструмент C lНедостатком этих устройств является низкое качество наносимого отпечатка.
Цель изобретения - повышение качества изготовления кодовой маски путем повышения точности геометрической формы наносимых на заготовку оптических элементов и чистоты их поверхности.
Поставленная цель достигается тем, что устройство для изготовления кодовой маски методом накатки, содержащее размещенные на станине ведущий всш с ведущей шестерней, ведомый
Всш С закрепленной на нем оправкой и ведомой шестерней, и инструмент, снабжено охватывающей ведущий вал кулисой, ось качания которой закреплена на оправке, а рабочий инструмент закреплен на кулисе с.возможностью совмещения наиболее удаленной точки образу ощей его рабочей поверхности с геометрической осью качания
10 кулисы, при этом разность количества зубьев ведомой и ведущей шестерен выражена нечетным числом.
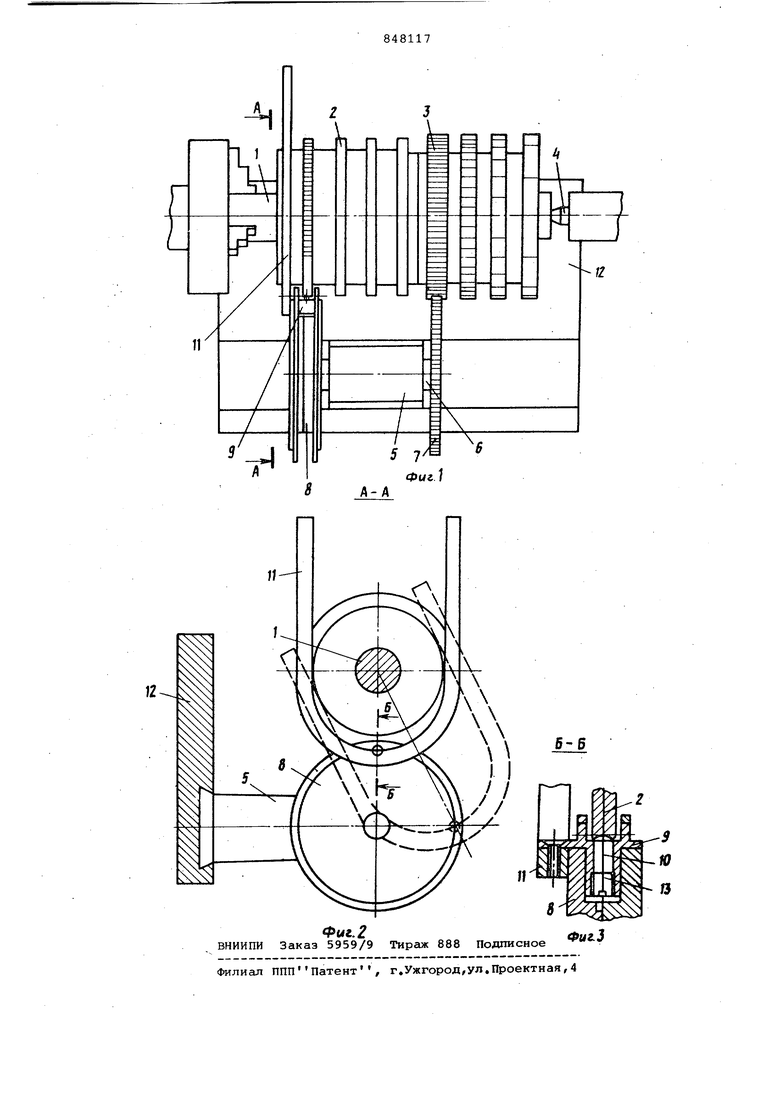
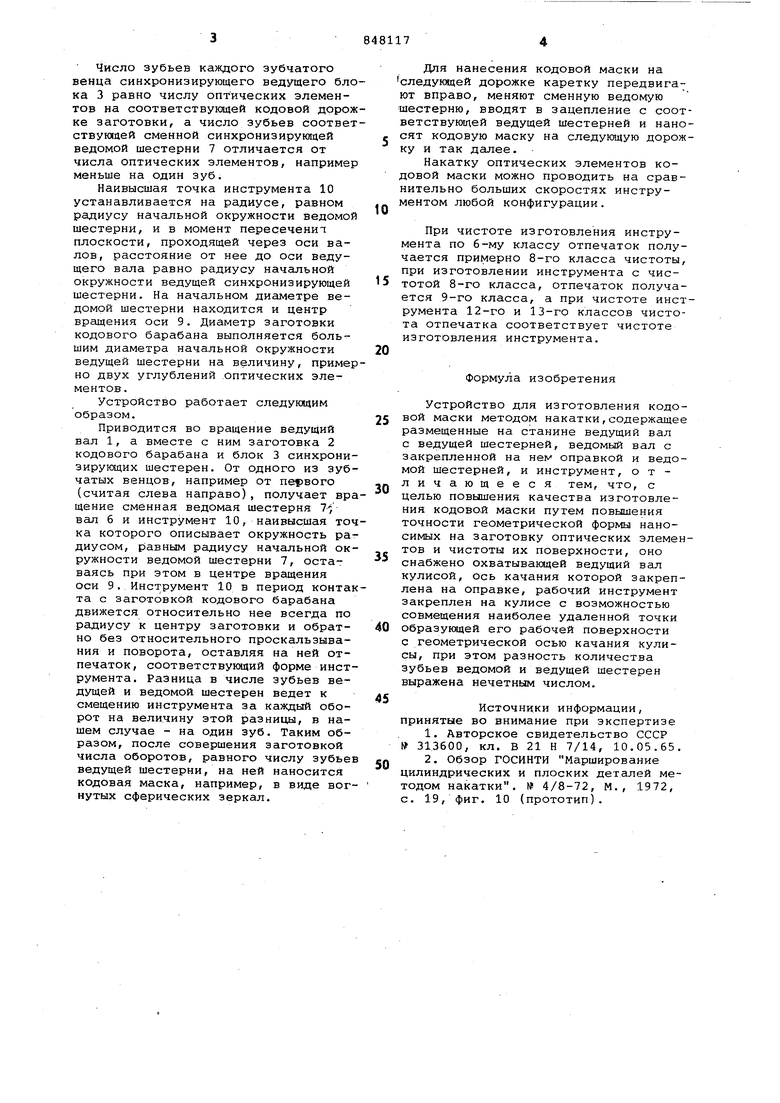
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 15разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2.
Устройство содержит ведущий ваш 1 с установленной на нем заготовкой 2 кодового барабана и блоком 3 ведущих
20 синхронизирующих шестерен. Вал поджат центром 4. В каретке 5 установлен ведомый вал 6 с закрепленными на нем ведомой шестерней 7 и оправкой 8, на которой установлена ось 9 с инст25рументом 10 и кулисой 11. Каретка закреплена на станине 12. Положение инструмента 10 регулируется винтом 13,
Кулиса 11 охватывает цилиндрический промежутки между кодовыми дорож30Кс1ми заготовки 2.
Число зубьев каждого зубчатого венца синхронизирующего ведущего блока 3 равно числу оптических элементов на соответствуклдей кодовой дорожке заготовки, а число зубьев соответствукхдей сменной синхронизирующей ведомой шестерни 7 отличается от числа оптических элементов, например меньше на один зуб.
Наивысшая точка инструмента 10 устанавливается на радиусе, равном радиусу начальной окружности ведомой шестерни, и в момент пересеченит плоскости, проходящей через оси валов, расстояние от нее до оси ведущего вала равно радиусу начальной окружности ведущей синхронизирующей шестерни. На начальном диаметре ведомой шестерни находится и центр вращения оси 9. Диаметр заготовки кодового барабана выполняется боль шим диаметра начальной окружности ведущей шестерни на величину, примерно двух углублений оптических элементов.
Устройство работает следующим образом.
Приводится во вращение ведущий вал 1, а вместе с ним заготовка 2 кодового барабана и блок 3 синхронизирующих шестерен. От одного из зубчатых венцов, например от первого (считая слева направо), получает вращение сменная ведомая шестерня 1, вал б и инструмент 10, наивысшая точка которого описывает окружность радиусом, равным радиусу начальной окружности ведомой шестерни 7, оставаясь при этом в центре вращения оси 9, Инструмент 10 в период контакта с заготовкой кодового барабана движется относительно нее всегда по радиусу к центру заготовки и обратно без относительного проскальзывания и поворота, оставляя на ней отпечаток, соответствующий форме инструмента. Разница в числе зубьев ведущей и ведомой шестерен ведет к смещению инструмента за каждый оборот на величину этой разницы, в нашем случае - на один зуб. Таким образом, после совершения заготовкой числа оборотов, равного числу зубьев ведущей шестерни, на ней наносится кодовая маска, например, в виде вогнутых сферических зеркал.
Для нанесения кодовой маски на следующей дорожке каретку передвигают вправо, меняют сменную ведомую шестерню, вводят в зацепление с соответствующей ведущей шестерней и нано, сят кодовую маску на следующую дорожку и так далее.
Накатку оптических элементов кодовой маски можно проводить на сравнительно больших скоростях инструментом любой конфигурации.
При чистоте изготовления инструмента по 6-му классу отпечаток получается примерно 8-го класса чистоты, при изготовлении инструмента с чистотой 8-го класса, отпечаток получается 9-го класса, а при чистоте инструмента 12-го и 13-го классов чистота отпечатка соответствует чистоте изготовления инструмента.
Формула изобретения
Устройство для изготовления кодовой маски методом накатки,содержащее размещенные на станине ведущий вал с ведущей шестерней, ведомый вал с закрепленной на нем оправкой и ведомой шестерней, и инструмент, о т личающееся тем, что, с целью повышения качества изготовления кодовой маски путем повышения точности геометрической формы наносимых на заготовку оптических элементов и чистоты их поверхности, оно снабжено охватывающей ведущий вал кулисой, ось качания которой закреплена на оправке, рабочий инструмент закреплен на кулисе с возможностью совмещения наиболее удаленной точки
образукядей его рабочей поверхности с геометрической осью качания кулисы, при этом разность количества зубьев ведомой и ведущей шестерен выражена нечетным числом.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 313600, кл. В 21 Н 7/14, 10.05.65.
2.Обзор ГОСИНТИ Марширование цилиндрических и плоских деталей методом накатки. № 4/8-72, М., 1972, с. 19, фиг. 10 (прототип).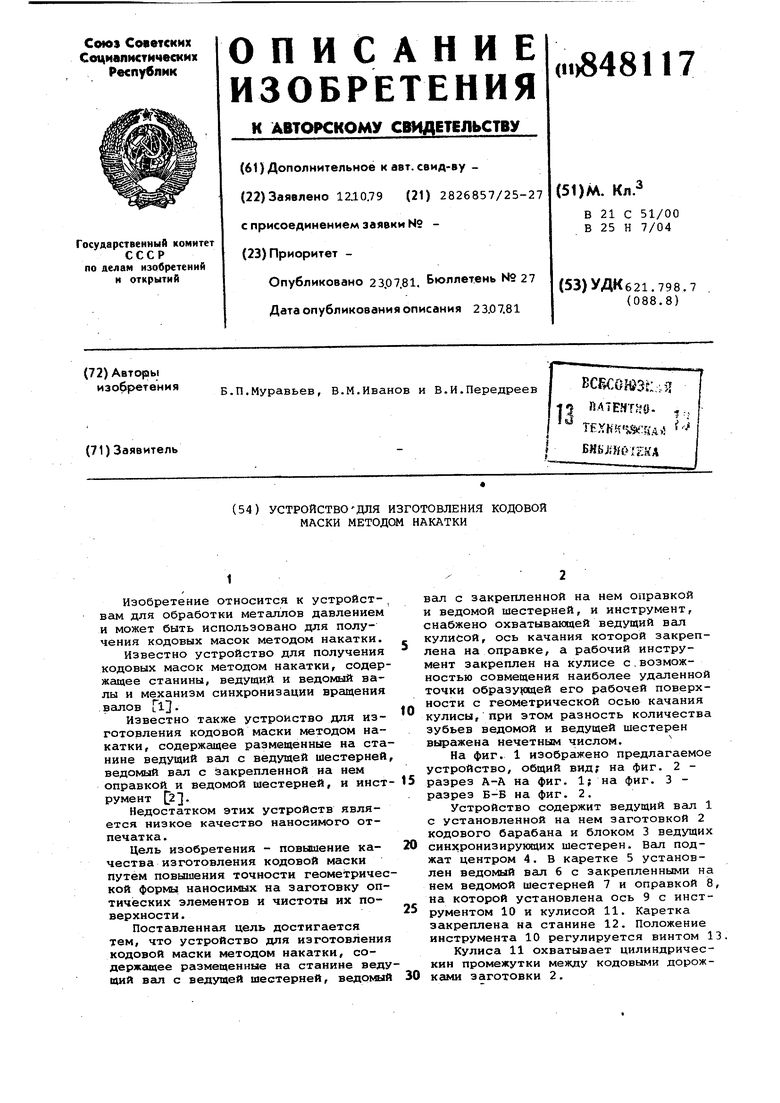
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| Устройство для накатывания зубьев на заготовках из труднодеформируемых материалов | 1981 |
|
SU967644A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ШКАЛ | 1971 |
|
SU313600A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
| Станок для ленточного шлифования | 1985 |
|
SU1301662A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2237175C2 |