i
Изобретение относится к ленточному шлифованию изделий, и.меющих, в частности, сферические новерхности.
Цель изобретения - повышение нроиз- водительности и качества обработки, которое достигается тем, что перемещение заготовки осуществляется за счет реверсивного механизма.
На фиг. 1 представлена схема станка, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема передвижного упора
Станок состоит из станины 1, на которой разменхены электродвигатель 2 главного движения, «тентопротяжный механизм 3 с инструментом 4, привод 5 подачи заготовки 6. Привод 5 подачи заготовки включает электродвигатель 7, соединенный муфтой 8 с валом червяка 9, червячное колесо 10, посаженное на вал 11, выполненный заодно с конической шестерней 12, два конических колеса 13 и 14, установленных на валу 15. На валу 15 закреплен держатель 16, несуп1,ий опорный подшипник 17, кон- тактируюп1ий плоской опорой 18 станины. На держателе 6 установлено зажимное приспособление 19 детали 6 и узел 20 настройки радиуса качания детали.
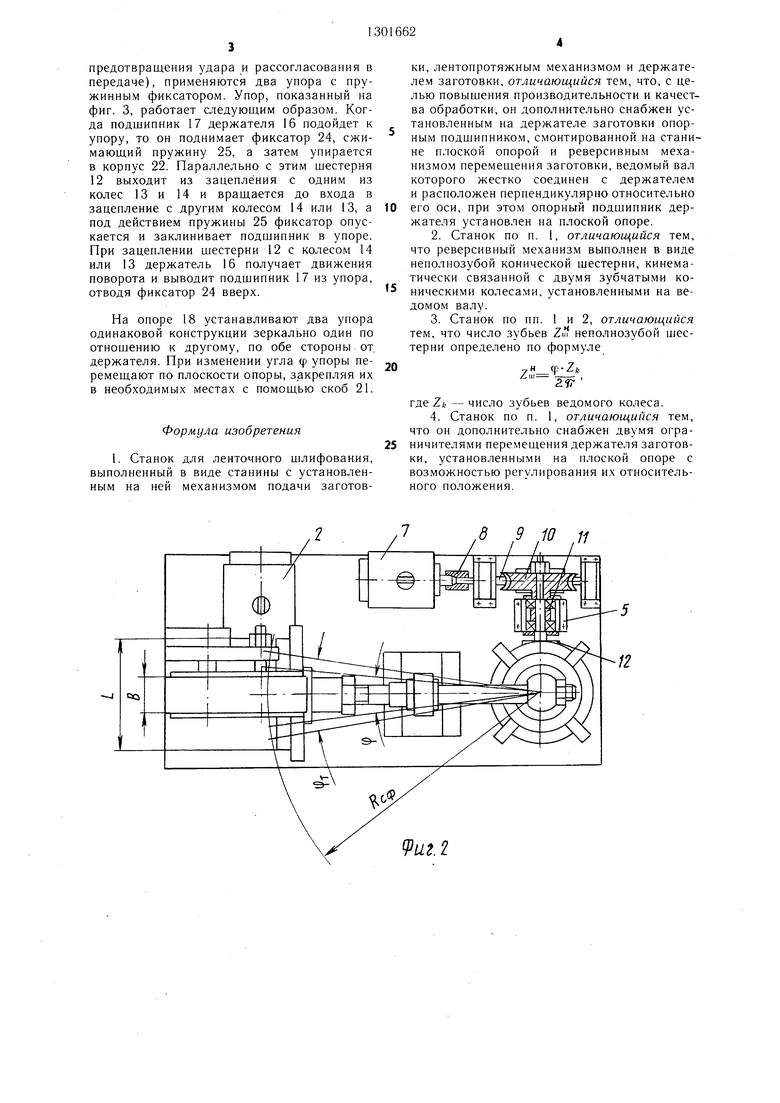
Передвижной упор крепится к плоской опоре 18 станины 1 с помощью скобы 21 и состоит из корпуса 22, планки 23, фиксатора 24 и пружины 25.
Станок работает следующим образом.
При выключенных двигателях 2 и -7 и ненатянутой ленте держатель 16 находится в левом крайнем положении. В приспособление 19 устанавливается обрабатываемая деталь 6 (пуансон, экран кинескопа и т. п.). Затем инструменту 4 сообщается требуемое натяжение и вк;1ючаются двигатели 2 и 7. Двигатель 2 приводит в движение инструмент со скоростью V. Двигатель 7 через червячную передачу 9-10 врапл.ает коническую лестерню 12 с частотой пж. Шестерня 12 вынолнена неполнозубой и содержит половину или меньше половины числа зубьев, требуемого исходя из передаточного числа реверсивного механизма 12-13-14- (тр. Передаточное число реверсивного механизма определяется из выражения
5ГЯсФ
ср.,
dl-B
где фт - технологический угол поворота детали, определяемый соотношением
„ - - И-Яс - . .
L - длина дуги оораоатываемои поверхности, перпендикулярная плоскости движения инструмента; В - ширина ленты;
- радиус сферы обрабать ваемой поверхности.
При числе зубьев колес 13 и 14, равном .Zi., расчетное (полное) число зубьев шестерни 12 должно быть равным
Z,,trp
(2)
Конструктивное число зубьев неполнозубой шестерни
2уИ -Ж-А|11
1
(3)
Так как щестерня 12 содержит число зубьев Zin, определяемое выражением (3), то она на одной половине своего оборота взаимодействует с колесом 13, а на второй половине своего оборота взаимодействует с колесом 14. При этом обеспечивается маятниковое (возвратно-вращательное) движение вала 15, т. е. вал 15 за один оборот шестерни 12 совершит один двойной ход (влево-вправо), поворачивая держатель 16 с деталью 6 на угол фт, если
/
ИЛИ на
„Н J „в
угол , если .
0
5
0
5
0
Таким образом, применяя в приводе подачи 5 детали 6 конический реверсивный механизм 12-13-14, обеспечим маятниковую подачу детали 6 во время шлифования. По истечении времени шлифования двигатели 2 и 7 отключаются, лента ослабляется, а держатель 16 с деталью 6 останавливается в левом крайнем положении, что достигается применением специального синхронизирующего устройства (не показано). Обрабатываемая деталь снимается со станка. Новая деталь вставляется в зажимное приспособление и цикл повторяется. Для устранения возможной опасности столкновения зубьев производится срезание части и уменьшение высоты первого зуба шестерни 12, вступающего в зацепление. Настройка радиуса сферы качания детали после сборки станка и при переналадке осуществляется узлом 20 путем изменения длины штанги.
При шлифовании деталей того же радиуса сферы, но с длиной дуги, меньшей L, угол качания штанги с деталью ф получается меньше срт, такую деталь можно обрабатывать, используя то же передаточное число реверсивного механизма, однако у шестерни 12 нужно иметь число зубьев
7 Ф 2
,
2.l
(4)
при этом в начале и конце каждого хода деталь выстаивает время t, пока шестерня 12, вышедшая из зацепления с одним из колес, например 13, не войдет в зацепление с другим колесом, нанример 14.
Это время i рассчитывается по формуле тР оуЧ
/, iUjiZ Eli
т
Z,:ii /till
И может быть использовано, например, для контроля детали, подведением к ней измерительного устройства. Для того, чтобы во время выстоя t детали предотвратить ее сдвиг, пока отсутствует зацепление в реверсе (для
предотвращения удара и рассогласования в передаче), применяются два упора с пружинным фиксатором. Упор, показанный на фиг. 3, работает следующим образом. Когда подшипник 17 держателя 16 подойдет к упору, то он поднимает фиксатор 24, сжимающий пружину 25, а затем упирается в корпус 22. Параллельно с этим шестерня 12 выходит из зацепления с одним из колес 13 и 14 и вращается до входа в зацепление с другим колесом 14 или 13, а под действием пружины 25 фиксатор опускается и заклинивает подшипник в упоре. При зацеплении шестерни 12 с колесом 14 или 13 держатель 16 получает движения поворота и выводит подшипник 17 из упора, отводя фиксатор 24 вверх.
На опоре 18 устанавливают два упора одинаковой конструкции зеркально один по отношению к другому, по обе стороны от, держателя. При изменении угла ф упоры перемещают по плоскости опоры, закрепляя их в необходимых местах с помощью скоб 21.
Формула изобретения
1. Станок для ленточного шлифования, выполненный в виде станины с установленным на ней механизмом подачи заготов0
5
0
5
ки, лентопротяжным механизмом и держателем заготовки, отличающийся тем, что, с целью повышения производительности и качества обработки, он дополнительно снабжен установленным на держателе заготовки опорным подшипником, смонтированной на станине плоской опорой и реверсивным механизмом перемещения заготовки, ведомый вал которого жестко соединен с держателем и расположен перпендикулярно относительно его оси, при этом опорный подшипник держателя установлен на плоской опоре.
2.Станок по п. 1, отличающийся тем, что реверсивный механизм выполнен в виде неполнозубой конической шестерни, кинематически связанной с двумя зубчатыми коническими колесами, установленными на ведомом валу.
3.Станок по пп. 1 и 2, отличающийся тем, что число зубьев 7ш неполнозубой шестерни определено по формуле
уН ffi-Zfr /.111 -- , 2.
где Zfe - число зубьев ведомого колеса.
4.Станок по п. 1, отличающийся тем, что он дополнительно снабжен двумя ограничителями перемещения держателя заготовки, установленными на плоской опоре с возможностью регулирования их относительного положения.
Z
7
/ / / //
9иг.2
21
fcg.J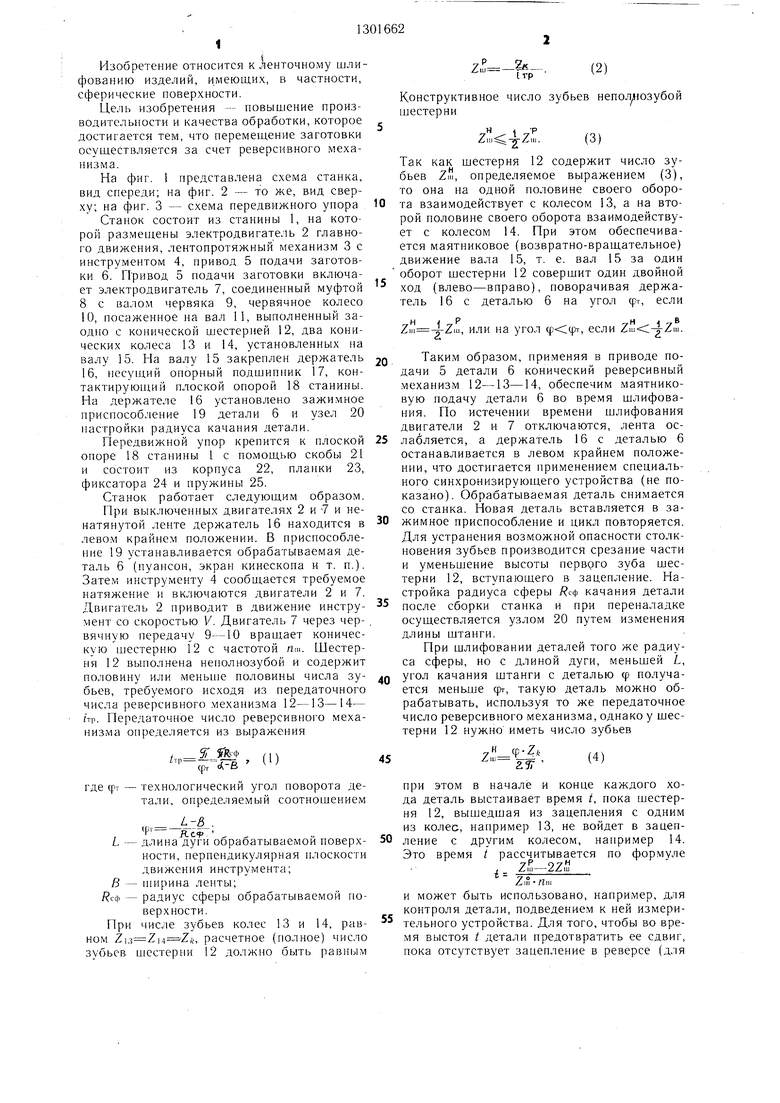
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
| Устройство для нарезания шаров из древесины | 1983 |
|
SU1155447A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Автомат для двухсторонней обработки концов деталей | 1973 |
|
SU495161A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2082588C1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
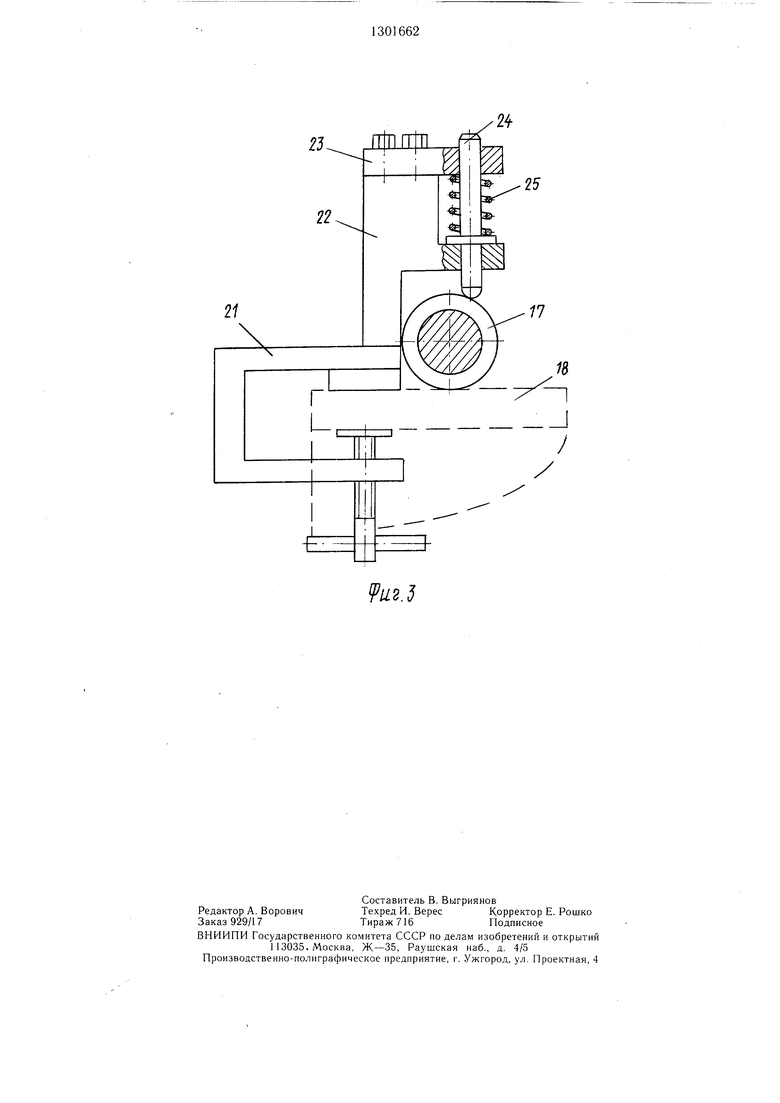
Изобретение относится к ленточному шлифованию преимущественно изделий со сферическими поверхностями. Цель изобретения - повь1шение производительности и качества обработки. Станок содержит конический реверсивный механизм, шестерня 12 которого выполнена неполнозубой и может содержать половину или меньше половины числа зубьев требуемого, исходя из расчета, передаточного отношения, а два зубчатых колеса 13 и 14 посажены жестко на расположенном в центре обрабатываемой сферы валу 15, несущем держатель 16 с обрабатываемой деталью. Причем на держателе 16 установлен подшипник 17, катящийся по плоской опоре 18 и служащий держателю опорой. Кроме того, станок снабжен двумя упорами с пружинными фиксаторами для удержания держателя в крайних точках угла его качания. 3 з.п. ф-лы, 3 ил. (Л L-r х/5 со о Oi Ci 1чЭ
| Устройство для шлифования наружной поверхности экрана кинескопа | 1980 |
|
SU917233A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
