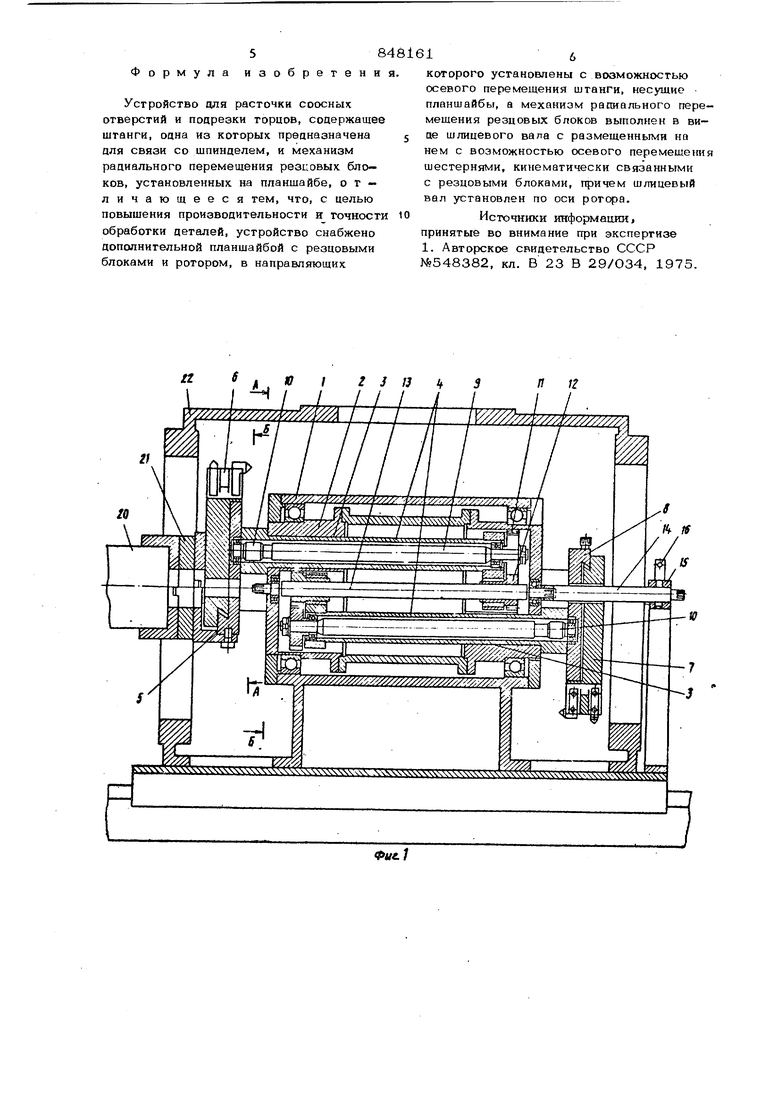
Устройство преоназначено цля расточк отверстий большого оиаметра и поареэки торцовых поверхностей с ограниченным доступом в крупногабаритных корпусных деталях и может быть использовано в металлообрабатывающем производстве. Известно устройство, содержащее копирный механизм перемещения расточн суппортов с резцовыми блоками от дифференциального редуктора. В устройстве деталь устанавливается на сто расточного станка, а дифференциальные редукторы размещаются на направляющие станках. Расточная головка п виде планшайбы помещается во внутрь о6раг батываемой детали и соединяется с редукторами шлицевыми втулками Ш Недостатком указанного устройства яв ляется то, что оно имеет много составных частей, которые необходимо сочленять пра установке каждой обрабатываемой оеталн и разбирать при ее снятии. При габаритах детали сборка такого устройства весьма сложна, и трудоемка. Шлицевые соединения несущих валов не обеспечивают точностиобрабатываемых псжерхностей. Цель изобретения - повышение производительности и точности обработки путем упрощения и повыщения точности установки обрабатываемой детали. Поставленная цель достигается тем, что устройство снабжено дополнительной планшайбой с резцовыми: блоками и ротором, направляющих которого установлены с возможностю осевого перемещения штанги, несущие планшайбы, а механизм расшального перемещения резцов вых блоков выполнен в виде шлицевого вала с размешенными на нем с возмож ностью осевого перемещения шестернями, кинематически связанными с резцовыми блоками, причем шлицевый вал установлен по оси ротфа. На фиг. I изображен общий вид устройства, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - раз-. pea Б-Б на фиг. I. В корпусе 1 установлен с возможнос тью вращения ротор 2, в направлжпоших 3 которого размещены с возможностью осевого перемещения штанги 4, одна из которых несет планшайбу 5 с резцовым блоком 6, а другая дополнительную планшайбу 7 с резцовым блоком 8. В по лости штанг 5 установлен вал 9, на оцном конце которого вьтолнен червяк 10 а на втором установленно зубчатое коле со II, взаимодействующее с шестерней 12, размещенной на шлицевом валу 13 с возможностью осевого перемещения,Ко цы вала 13, установленного в роторе 2, вынесены за его пределы и выполнены в виде головок под ключ 14, фиксирующийся на стойке 15 фиксатором 16. Механизм поперечного движения резцовых блоков 6 и 8 состоит иа червячного колеса 17 взаимодействующего с червяком 10 и установленного на ходовом винте 18, несушим маточную гайку 19, связанную подвижной карегкой резцового блока. Для соецинения устройства со шпинае ем станка 20 на планшайбах 5 и 7 закрепляется поводковый патрон 21. Устройство работает следующим образом. Устройство устанавливают на стол fj.scTOMHoro станка и фиксируют по оси щпинделя. На установочные базы устройства устанавливают обрабатываемую деталь 22. Продольным перемещением стола станка поводковый патрон 21, установленный на планщайбе 5 одеваетс и закрепляется на шпинделе станка 2О, затем обратным ходом стола станка планшайба 5 выводится из отверстия детали в исходное положение для расточки. Далее на резцовую головку 6 устанавливают расточный разец. Настрой ку резца на нужный размер производят вращением ключа 14, который через щлицевой вал 13, зубчатую пару 11 и 12, червячную пару 1О и 17 винтовую пару 18 и 19, 1дзиводит в движение резцовую головку 6 с резцом. После настройки резца производят расточку отверстия, для чего планшайба 5 через поводковый патрон 21 сообщается от шпинделя станка 20 вращательное движение, а обрабатываемой детали сообща ют поступательное движение в сторону шпинделе, станка с соответствующей .подачей посредством продольного перемещения стола станка. При этом щтанга 4, движется по направляющим 3 ..)Тора 2, а зубчатая пара 11 и 12 вязаш ая со штангой 4 движется по щлицевому валу торможения 13. Причем зубчатая пара 11 и 12 в этом случае аботает в холостую, так как шлицевой в&л 13 не застопорен. После расточки отверстия производят подрезку наружных и внутренних торцовых поверхностей. На резцовый блок 6 устанавливаются подрезной резец, и настраивают его на нужный размер продольным перемещением стола станка. Затем с целью соойцения поперечной подачи резцовому блоку 6 с установленным на ней резцом, застопаривают вал торможения 13 относительно стойки 15 ключом 14 и фиксатором 16. Далее производят подрезку торцовых поверхностей при этом резцовому блоку 6 через поводковый патрон 21 сообщают от шпинделя станка 2О согласованное вращательное и поступательное в радиальном направлении овижение. Радиальное движение резцового блока 6 осуществляется сладуюшим образом. Шпиндель станка 2О через поводковый патрон 21, планшайбу 5 и щтангу 4 вращает ротор 2, при этом зубчатое колесо 11, обкатываясь вокруг неподвижной шестерни 12, приводит во врашение вал 9 с червяком 10,который через червячное колесо 17 и винтовую пару 18 и 19 сообщает резцовому блоку 6 радиальное перемещение. По окончании обработки отверстия и поорезки) наружных и внутренних торцовых поверхностей с одной стороны детали, повоаковый патрон 2 I, снимается с планшайбы 5, стол станка разворачивается на 18О , поводковый патрон 21 закрепляется на аополнительной планшайбе 7 и рабочий цикл по обработке поверхностей с другой стороны детали повторяется. Такая конструкция устройства сокращает его габариты по длине. Это озволяет вводить устройство в проем брабатываемой детали, исключая его азборку. Обе планшайбы имеют единую сь вращения совпадающую с осью враения ротора, что обеспечивает получеие высокой точности по соосности брабатываемых отверстий, параллельноеи подрезаемых торцовых поверхностей и ерпендикулярности их к оси отверстия. Использование предлагаемого устройтва в механообрабатьтающем произвоотве позволяет увеличить производительость труда посредством сокращения вреени на настройку. Формула изобретени Устройство для расточки соосных отверстий и подрезки торцов, содержащее штанги, одна из которых прецназначена для связи со шпинделем, и механизм радиального аеремещения резцовых блоков, установленных на планшайбе, отличающееся тем, что, с целью повышения производительности и точност обработки деталей, устройство снабжено дополнительной планшайбой с резцовыми блоками и ротором, в направляющих которого установлены с возможностью осевого перемещения штанги, несущие планшайбы, а механизм рапиального перемешения резцовых блоков выполнен в ви- де шлицевого вала с размещенными на нем с возможностью осевого перемешения шестернями, кинематически связанными с резцовыми блоками, причем шлицевый вал установлен по оси ротора. Источники информащш принятые во внимание при экспертизе 1. Авторское свидетельство СССР №548382, кл. В 23 В 29/О34, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Универсальный расточной патрон | 1982 |
|
SU1053975A2 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Универсальный расточной патрон | 1979 |
|
SU910369A1 |
| РАСТОЧНАЯ ПЛАНСУППОРТНАЯ ГОЛОВКА | 1994 |
|
RU2074790C1 |
| Плансуппортная расточная головка | 1978 |
|
SU770668A1 |
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |

j mimmiuJn-l -vVm гп f . i rWl Vjl , „,-,ц . и j ът i i л г L г i гт. , , - IT.-ir iТ-СгЛЧгЛ
