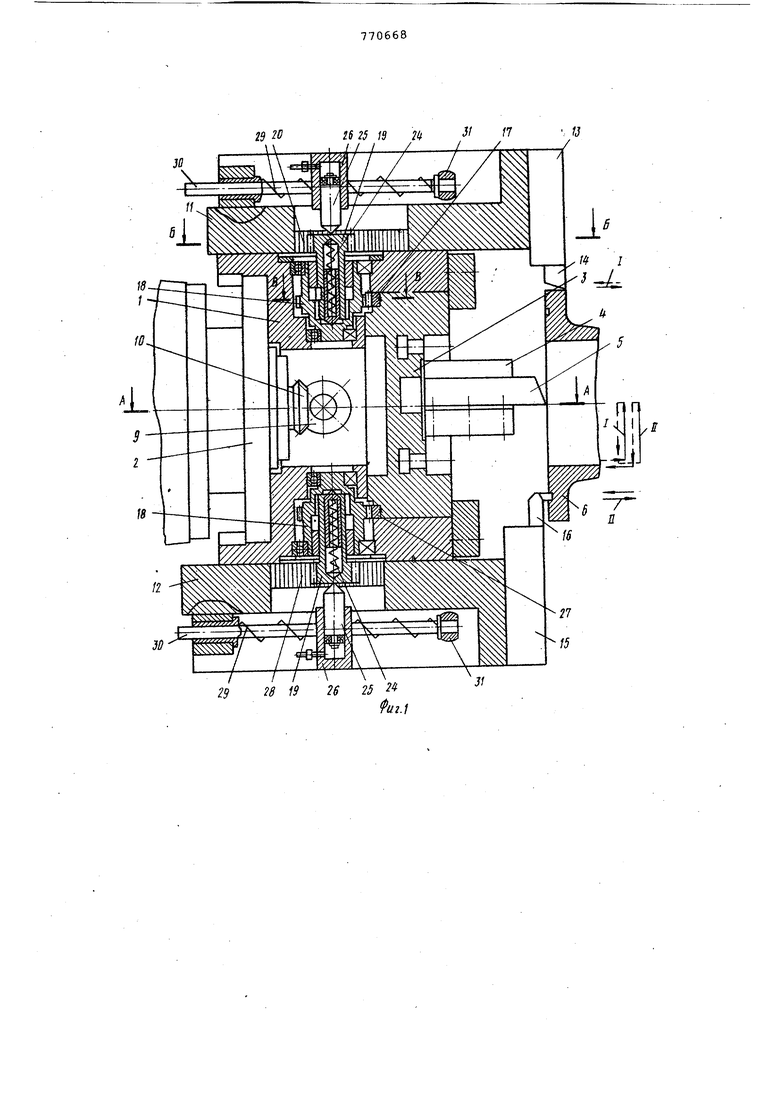
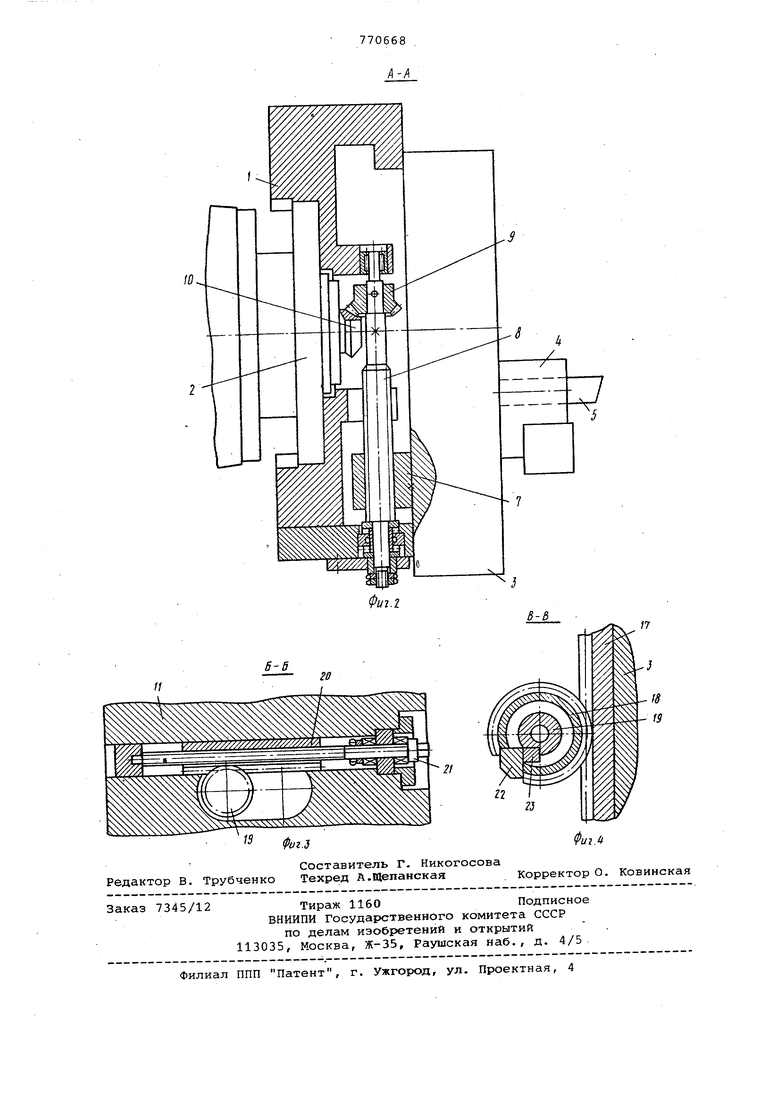
Изобретение относится к машиностроению и может быть использовано для обработки фланцев деталей трубопроводной арматуры. Известна резцовая головка для рас точки и подрезки, содержащая корпус несущий расточную оправку с резцом и перемещаемый в радиальном направлении резцедержатель с подрезным резцом l. Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату. Однако эта головка в силу центрального расположения продольного суппорта не может обеспечить наружной обточки фланца. Цель изобретения - повышение про изводительности и расширение технологических возможностей. Цель достигается тем, что кинема тическая связь между радиальным и продольным суппортгили выполнена в в де зубчато-реечной передачи, состоя щей из двух реек, закрепленных соот ветственно на радиальном и продольном суппортах, и двухвенцовой шесте ни, которая выполнена из двух часте соединенных между собой посредством поводкового механизма, ведущий элемент которого закреплен в части шестерни, несущейвенец, находящийся в зацеплении с рейкой подрезного суппорта, а ведомый - в части шестерни, несущей венец, сцепленный с рейкой продольного суппорта. Для осуществления управления циклом работы продольного суппорта часть двухвенцовой шестерни, в которой закреплен ведомый элемент поводкового механизма, снабжена приводом ее осевого перемещения. С целью регулирования величины хода продольного суппорта рейка установлена в нем с возможностью осевых перемещений от винтовой пары, винт которой сопряжен с гайкой, выполненной в рейке. На фиг. 1 изображена плансуппортная головка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1. Плансуппортная расточная (обточная) головка содержит корпус 1, закрепленный на вращающемся шпинделе 2. В ргщиальных направляющих корпуса установлен подрезной суппорт 3, несущий на себе резцедержатель 4 с резцом 5, предназначенный для подрезки торца детали 6. Подрезной суппорт снабжен винтовым приводом его перемещения, состоящим из гайки 7 и ходового винта 8, который через rtapy конических шестерен 9 и 10 получаетвращение отприводного вала (не показан), проходящего сквозь отверстие шпинделя 2.
В продольных направляющих корпуса установлены два или один продольных суппорта 11 и 12. в данный конструкции на суппорте 11 закреплен резцедержатель 13 с проходным резцом 14, а на суппорте 12 - резцедержатель 15 с канавочным резцом 16.
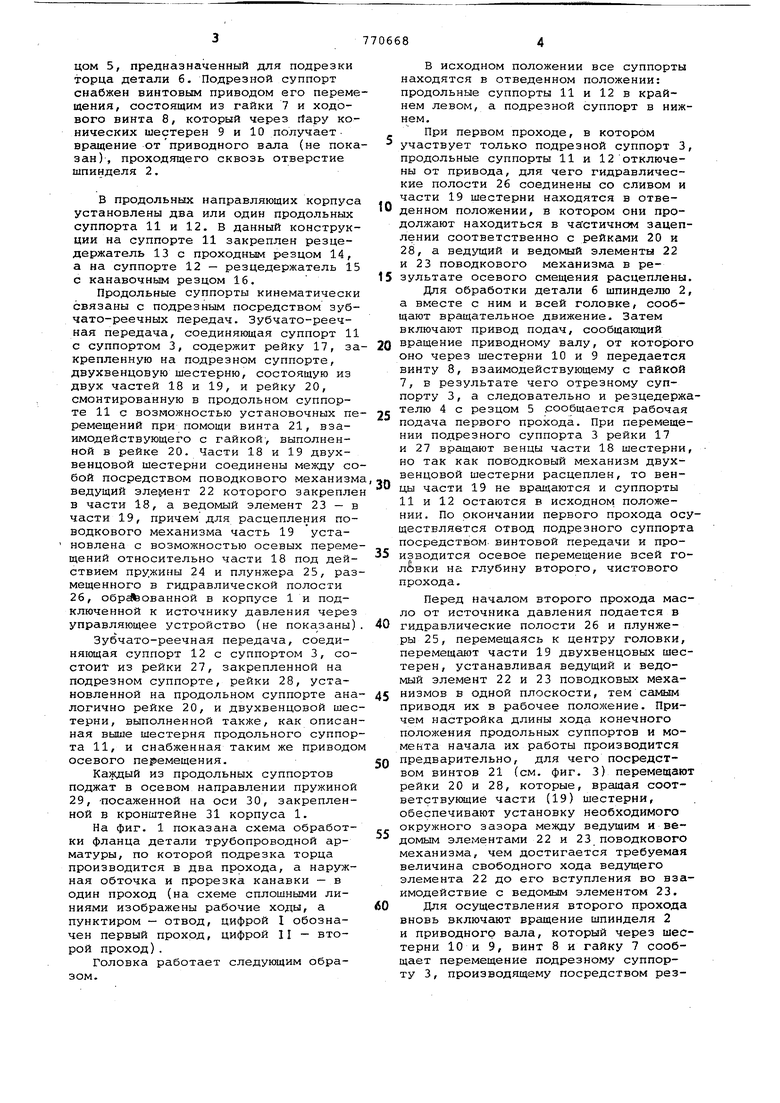
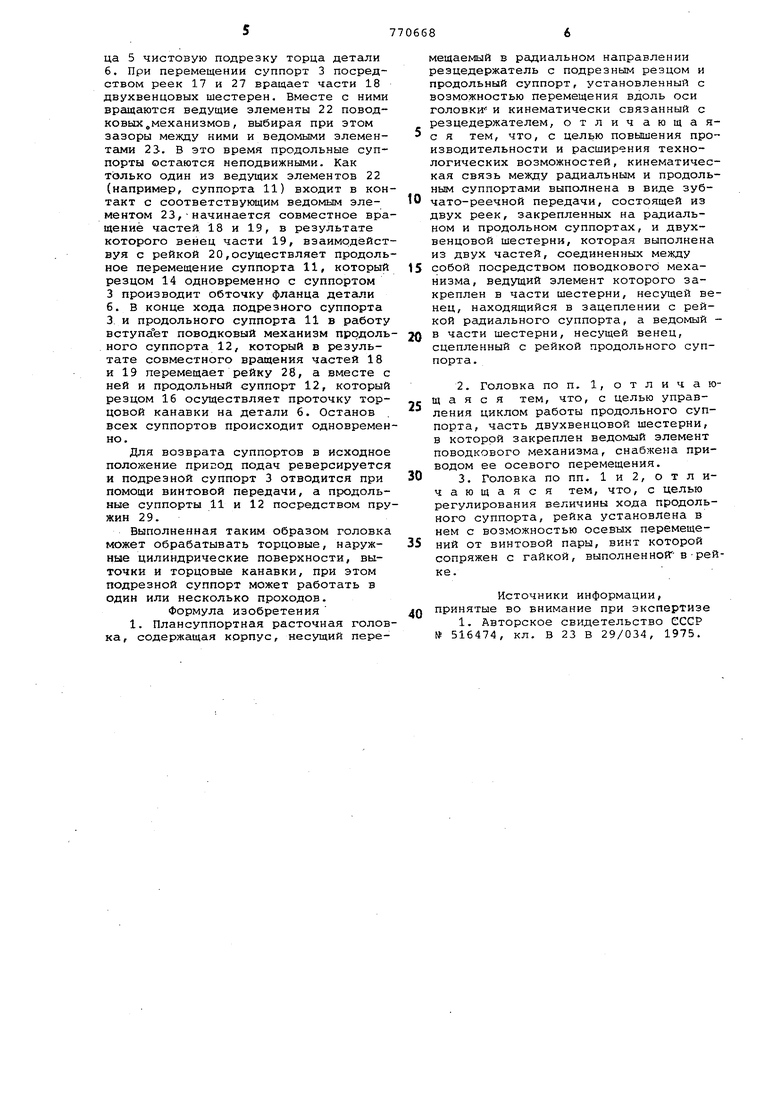
Продольные суппорты кинематически связаны с подрезным посредством зубчато-реечных передач. Зубчато-реечная передача, соединяющая суппорт 11 с суппортом 3, содержит рейку 17, закрепленную на подрезном суппорте, двухвенцовую шестерню, состоящую из двух частей 18 и 19, и рейку 20, смонтированную в продольном суппорте 11 с возможностью установочных перемещений при помощи винта 21, взаимодействующего с гайкой-, выполненной в рейке 20. Части 18 и 19 двухвенцовой шестерни соединены между собой посредством поводкового механизма ведущий элемент 22 которого закреплен в части 18, а ведомый элемент 23 - в части 19, причем для расцепления поводкового механизма часть 19 установлена с возможностью осевых перемещений относительно части 18 под действием пружины 24 и плунжера 25, размещенного в гидравлической полости 26, обр Ьованной в корпусе 1 и подключенной к источнику давления через управляющее устройство (не показаны)
Зубчато-реечная передача, соединяющая суппорт 12 с суппортом 3, состоит из рейки 27, закрепленной на подрезном суппорте, рейки 28, установленной на продольном суппорте аналогично рейке 20, и двухвенцовой шестерни, выполненной также, как описанная выше шестерня продольного суппорта 11, и снабженная таким же приводом осевого перемещения.
Каждый из продольных суппортов поджат в осевом направлении пружиной 29, -посаженной на оси 30, закрепленной в кронштейне 31 корпуса 1.
На фиг. 1 показана схема обработки фланца детали трубопроводной арматуры, по которой подрезка торца производится в два прохода, а наружная обточка и прорезка канавки - в один проход (на схеме сплошными линиями изображены рабочие ходы, а пунктиром - отвод, цифрой I обозначен первый проход, цифрой Ц - второй проход).
Головка работает следующим образом.
В исходном положении все суппорты находятся в отведенном положении: продольные суппорты 11 и 12 в крайнем левом, а подрезной суппорт в нижнем.
При первом проходе, в котором участвует только подрезной суппорт 3, продольные суппорты 11 и 12 отключены от привода, для чего гидравлические полости 26 соединены со сливом и части 19 шестерни находятся в отведенном положении, в котором они продолжают находиться в частичном зацеплении соответственно с рейками 20 и 28, а ведущий и ведомый элементы 22 и 23 поводкового механизма в результате осевого смещения расцеплены.
Для обработки детали 6 шпинделю 2, а вместе с ним и всей головке, сообщают вращательное движение. Затем включают привод подач, сообщающий вращение приводному валу, от котор ого оно через шестерни 10 и 9 передается винту 8, взаимодействующему с гайкой 7, в результате чего отрезному суппорту 3, а следовательно и резцедержателю 4 с резцом 5 .сообщается рабочая подача первого прохода. При перемещении подрезного суппорта 3 рейки 17 и 27 вращают венцы части 18 шестерни, но так как поводковый механизм двухвенцовой шестерни расцеплен, то венцы части 19 не вращаются и суппорты 11 и 12 остаются в исходном положении. По окончании первого прохода осуществляется отвод подрезного суппорта посредством- винтовой передачи и производится осевое перемещение всей голбвки на глубину второго, чистового прохода.
Перед началом второго прохода масло от источника давления подается в гидравлические полости 26 и плунжеры 25, перемещаясь к центру головки, перемещают части 19 двухвенцовых шестерен, устанавливая ведущий и ведомый элемент 22 и 23 ПОВОДКОВЕЛХ механизмов в одной плоскости, тем самым приводя их в рабочее положение. Причем настройка длины хода конечного положения продольных суппортов и момента начала их работы производится предварительно, для чего посредством винтов 21 (см. фиг. 3) перемещают рейки 20 и 28, которые, вращая соответствуклцие части (19) шестерни, обеспечивают установку необходимого окружного зазора между ведущим и ведомым элементами 22 и 23 поводкового механизма, чем достигается требуемая величина свободного хода ведущего элемента 22 до его вступления во взаимодействие с ведомым элементом 23.
Для осуществления второго прохода вновь включают вращение шпинделя 2 и приводного вала, который через шестерни 10 и 9, винт 8 и гайку 7 сообщает перемещение подрезному суппорту 3, производящему посредством резца 5 чистовую подрезку торца детали 6. При перемещении суппорт 3 посредством реек 17 и 27 вращает части 18 двухвенцовых шестерен. Вместе с ними вращаются ведущие элементы 22 поводковых,механизмов, выбирая при этом зазоры между ними и ведомыми элементами 23-. В это время продольные суппорты остаются неподвижными. Как только один из ведущих элементов 22 (например, суппорта 11) входит в контакт с соответствующим ведомым элементом 23,-начинается совместное вращение частей 18 и 19, в результате которого венец части 19, взаимодействуя с рейкой 20,осуществляет продольное перемещение суппорта 11, который резцом 14 одновременно с суппортом 3 производит обточку фланца детали 6. В конце хода подрезного суппорта 3 и продольного суппорта 11 в работу вступа°ет поводковый механизм продольного суппорта 12, который в результате совместного вращения частей 18 и 19 перемещает рейку 28, а вместе с ней и продольный суппорт 12, который резцом 16 осуществляет проточку торцовой канавки на детали 6. Останов всех суппортов происходит одновременно.
Для возврата суппортов в исходное положение припод подач реверсируется и подрезной суппорт 3 отводится при помощи винтовой передачи, а продольные суппорты 11 и 12 посредством пружин 29.
Выполненная таким образом головка может обрабатывать торцовые, наружные цилиндрические поверхности, выточки и торцовые канавки, при этом подрезной суппорт может работать в один или несколько проходов. Формула изобретения
1. Плансуппортная расточная головка, содержащая корпус, несущий перемещаемый в радиальном направлении резцедержатель с подрезным резцом и продольный суппорт, установленный с возможностью перемещения вдоль оси головки и кинематически связанный с резцедержателем, отлич ающая5 с я тем, что, с целью повышения производительности и расширения технологических возможностей, кинематическая связь между радиальным и продольным суппортами выполнена в виде зуб0 чато-реечной передачи, состоящей из двух реек, закрепленных на радиальном и продольном суппортах, и двухвенцовой шестерни, которая выполнена из двух частей, соединенных между
5 собой посредством поводкового механизма, ведущий элемент которого закреплен в части шестерни, несущей венец, находящийся в зацеплении с рейкой радиального суппорта, а ведомый 0 в части шестерни, несущей венец,
сцепленный с рейкой продольного суппорта.
2. Головка по п. 1, отличаюе Щ а я с я тем, что, с целью управления циклом работы продольного суппорта, часть двухвенцовой шестерни, в которой закреплен ведомый элемент поводкового механизма, снабжена приводом ее осевого перемещения. 0 3. Головка по пп. 1 и 2, о т л ичающаяся тем, что, с целью регулирования величины хода продольного суппорта, рейка установлена в нем с возможностью осевых перемеще5 НИИ от винтовой пары, винт которой сопряжен с гайкой, выполненнойг- в-рейке.
Источники информации, Q принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 516474, кл. В 23 В 29/034, 1975, 28 19 26 25 24 Фиг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Плансуппортная головка для подрезных работ | 1989 |
|
SU1731451A1 |
| Шпиндельный узел расточного станка | 1984 |
|
SU1234062A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Устройство для расточки и подрезки | 1980 |
|
SU891235A1 |
| Устройство для расточки соосных отверстийи пОдРЕзКи ТОРцОВ | 1979 |
|
SU848161A1 |
| Расточная головка | 1973 |
|
SU478688A1 |
| Плансуппортная расточная головка | 1989 |
|
SU1748961A1 |
| Головка для расточки и подрезки | 1981 |
|
SU1006081A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |