Шарнирно-подпружиненный рычаг закреплен на шпинделе привода колебательного вижения 7.
Геометрические параметры абразивных брусков подбираются в зависимости от геометрических параметров обрабатываемых тороидальных поверхностей, а также от их стойкости.
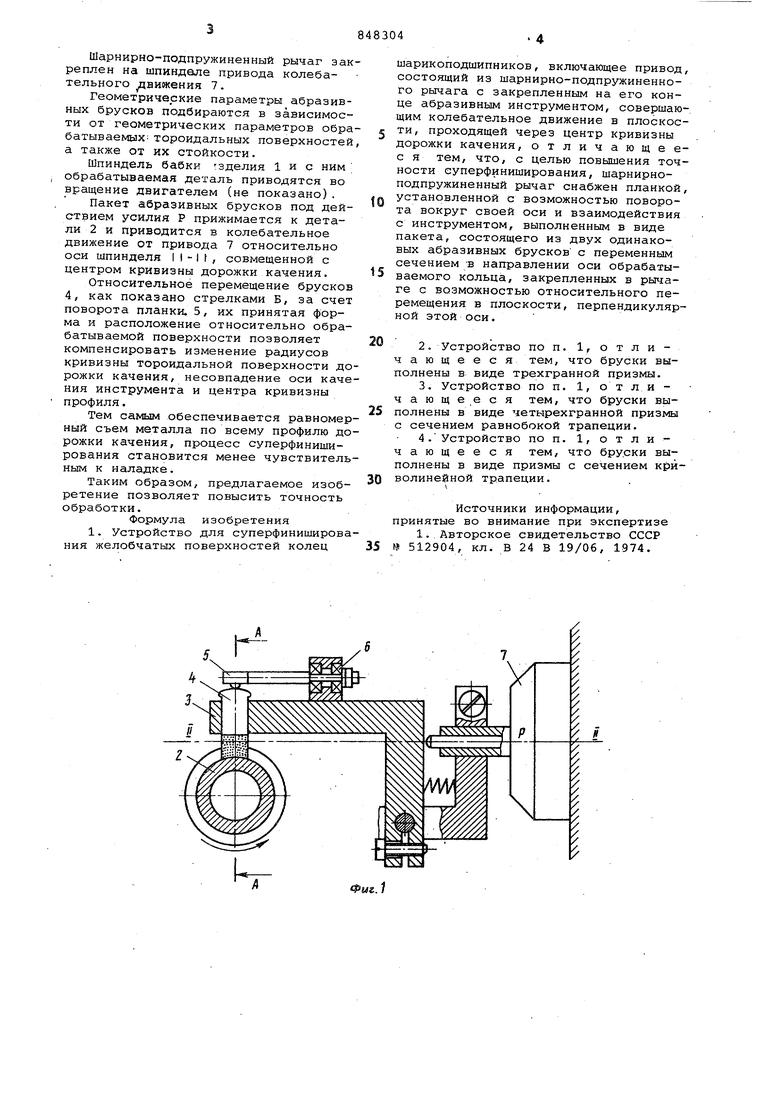
Шпиндель бабки зделия 1 и с ним ; обрабатываемая деталь приводятся во вращение двигателем (не показано).
Пакет абразивных брусков под действием усилия Р прижимается к детали 2 и приводится в колебательное движение от привода 7 относительно оси шпинделя I - И, совмещенной с центром кривизны дорожки качения.
Относительное перемещение брусков 4, как показано стрелками Б, за счет поворота планки. 5, их принятая форма и расположение относительно обрабатываемой поверхности позволяет компенсировать изменение радиусов кривизны тороидальной поверхности дорожки качения, несовпадение оси качения инструмента и центра кривизны профиля.
Тем самым обеспечивается равномерный съем металла по всему профилю дорожки качения, процесс суперфиниширования становится менее чувствительным к наладке.
Таким образом, предлагаемое изобретение позволяет повысить точность обработки.
Формула изобретения
1. Устройство для суперфиниширования желобчатых поверхностей колец
шарикоподшипников, включающее привод, состоящий из шарнирно-подпружиненного рычага с закрепленным на его конце абразивным инструментом, совершающим колебательное движение в плоскости, проходящей через центр кривизны дорожки качения, отличающеес я тем, что, с целью повышения точности суперфиниширования, шарнирноподпружиненный рычаг снабжен планкой, установленной с возможностью поворота вокруг своей оси и взаимодействия с инструментом, выполненным в виде пакета, состоящего из двух одинаковых абразивных брусков с переменным сечением /в направлении оси обрабатываемого кольца, закрепленных в рычаге с возможностью относительного перемещения в плоскости, перпендикулярной этой оси.
2.Устройство по п. 1, отличающееся тем, что бруски выполнены в виде трехгранной призмы.
3.Устройство по п. 1, отличающееся тем, что бруски выполнены в виде четырехгранной призмы с сечением разнобокой трапеции.
4. Устройство по п. 1, отличающееся тем, что бруски выполнены в виде призмы с сечением криволинейной трапеции.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 35 № 512904, кл. В 24 В 19/06, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ | 1994 |
|
RU2069141C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |
| СПОСОБ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2049652C1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |

К
Фиг.1
Фиг.З
