Изобретение относится к области машиностроения и может быть использовано при финишной обработке дорожек качения колец шарикоподшипников
Известен способ настройки станка для обработки дорожки качения колец шарикоподшипников, по которому жестко фиксируют инструмент относительно державки, совмещают центры кривизны дорожек качения и профиля инструмента с осью его качения и раскрепляют его для самоустановки в дорожке качения.
Способ реализуется устройством, содержащим основание установленные на нем шпиндель колец и головку, державку, размещенные на ней направляющие перемещения вдоль оси вращения шпинделя изделия и установленную на направляющих оправку с инструментом.
Недостатком способа и устройства является сравнительно невысокая точность настройки станка для обработки дорожек качения колец подшипников.
Целью изобретения является повышение точности настройки станка.
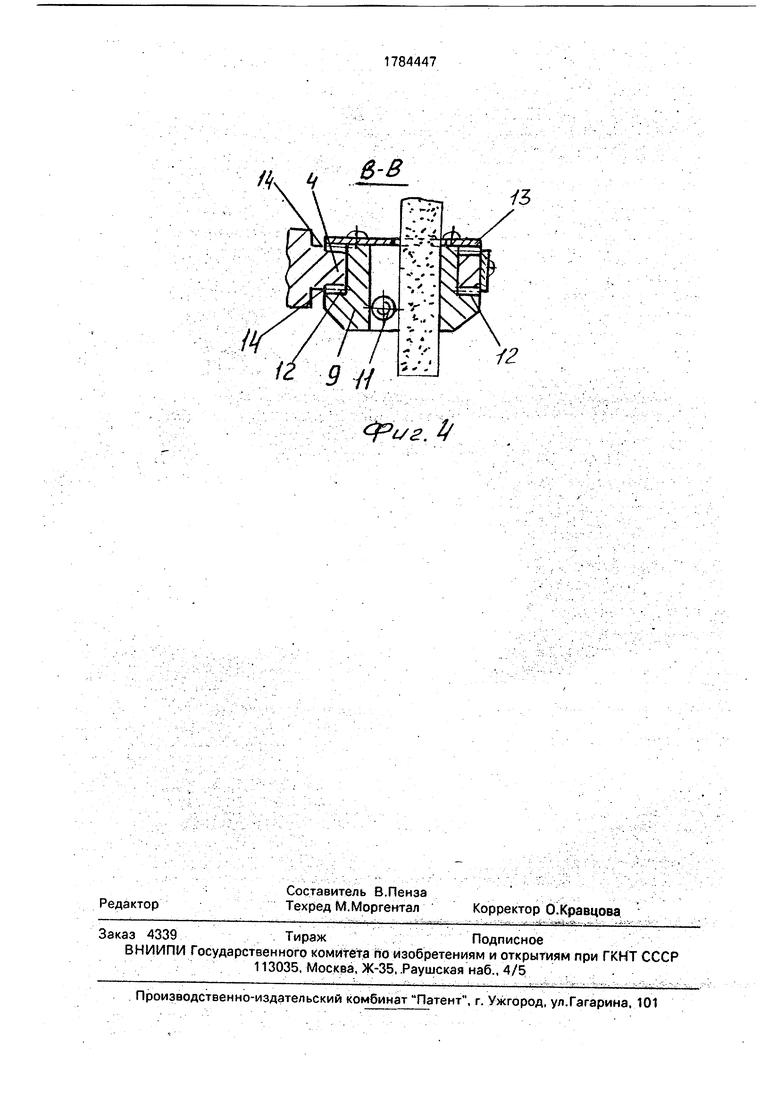
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. t; на фиг. 4 - разрез В-В на фиг. 2.
Для обработки дорожек качения колец подшипников настройку станка производят при жестко зафиксированном инструменте относительно державки. Совмешают центры кривизны дорожек качения колец и профиля инструмента с осью его качения. Затем раскрепляют инструмент для самоуста- новки его в дорожке качения. Перед раскреплением инструмента смещают его вдоль оси вращения обрабатываемого кольца на величину, равную половине допуска на расстояние между базовым торцом и центром кривизны дорожки качения. Самоустановку инструмента обеспечивают сво- бодньГм переТ ещ ием его вдоль оси вращения кольца на величину на 0,2...0,4 больше поля допуска на указанное расстояние.
Устройство для настройки станка для обработки дорожек качения колец подшипников содержит основание 1, установленные на нем шпиндель 2 колец и головку 3, державку 4. Последняя установлена на головке 3 в направляющих 5, выполненных, например, в виде ласточкина хвоста, и закреплена винтами 6.
На державке 4 размещены прямолинейные направляющие 7 перемещения вдоль оси вращения шпинделя колец (изделия) 2. Направляющие 7 охватывают оправку 8 с инструментом 9 в виде абразивного бруска. Абразивный брусок 9 крепится в оправке 8 планкой 10с Г-образнымуступом, винтом 11 для регулирования вылета бруска при наладке. Оправка 8 снаружи имеет располо- енные по разные сторон ы опорные выступы 12. Последние контактируют с ответными поверхностями прямолинейных направляющих 7 через тела качения, например игольчатые ролики 13. Для предотвращения сдвига роликов 13 на направляющих 7 предусмотрены боковые ребра 14. Ролики 13 расположены в канавках, образованных боковыми ребрами 14.
На оправке 8 установлен неподвижный ограничитель перемещения 15, а на державке - подвижный ограничитель перемещения оправки в виде винта 16.
Устройство для настройки станка для обработки дорожек качения колец подшипников работает следующим образом.
Абразивный брусок 9 с помощью Г-об- разнрй планки 10 винтом 11 выставляется по высоте в оправке 8, Оправку 8 вместе с абразивным бруском 9 прижимают к жесткому упору, неподвижному ограничителю перемещения 15, винтом 16. Таким образом, настройку прбШв одят гГртгЖёстко закрепленном инструменте относительно державки 4.
Совмещают ось качения инструмента 9 с центром профиля желоба кольца (заготовки) 17, Поскольку при входе абразивного бруска 9 в желоб кольца 17 возникают силы трения, то трудно найти центр желоба, т.е.
центр кривизны дорожек качения. Вместо абразивного бруска ставят иглу и прижимают ее к желобу эталонного кольца. Если центры кривизны дорожек качения и профиля
инструмента совпадают, то показания индикатора не будут меняться, т.е. стрелка прибора будет стоять на О при покачивании доводочной головки 3. Меняют иглу на абра- зивный брусок, прирабатывают его любым
0 известным способом.
Затем инструментальную державку 4 смещают на рычаге доводочной головки 3 вдоль оси вращения обрабатываемого кольца на величину, равную половине допуска
5 на расстояние между базовым торцом и центром кривизны дорожки качения, жестко закрепляют ее винтами 6.
Освобождают подвижный ограничитель 16 перемещения оправки 8 с абразивным
0 бруском 9, что обеспечивает самоустановку инструмента путем свободного перемеще- ния его вдоль оси вращения кольца 17 на величину на 0,2...0,4 больше поля допуска на указанное расстояние.
5 Берут кольцо 17, устанавливают его на торец смонтированного- на шпинделе, например, магнитного патрона и по отверстию кольца-на радиальные опоры ( на чертежах не показано). Кольцо приводят во враще0 ние. Во время колебательного движения инструмента по предлагаемому способу настройки станка абразивный брусок 9 всегда найдет середину желоба кольца и оптимальный профиль, так как брусок жестко не
5 зажат, он имеет возможность самоустанов- ки в пределах допуска.
Если свобода перемещения абразивного бруска меньше поля допуска, то на кольцах, имеющих предельные отклонения,
0 может быть недополировка по краям желоба.
Если свобода перемещения абразивного бруска значительно больше поля допуска, то это приведет к осыпанию бруска по
5 краям, что вызовет отклонение по краям кольца по профилю желоба,
Если абразивный брусок жестко зажат, то он, прирабатываясь по участку поверхности, переносит возникающую ошибку про0 филя на следующее кольцо. При этом ошибка накапливается и стойкость брусков снижается, а форма поперечного профиля дброжки качения кольца искажается. Формула изобретения
5 J. Способ настройки станка для обработки дорожек качения колец подшипников, при котором жестко фиксируют инструмент . относительно державки, совмещают центры кривизны дорожек качения и профиля инструмента с осью его качания и раскрепляют
его для самоустановки в дорожке качения, отличающийся тем, что с целью повышения точности настройки, перед раскреплением инструмента смещают его вдоль оси вращения обрабатываемого кольца на величину рапную половине допуска на расстояние между базовым торцом и центром кривизны дорожки качения, а самоустановку инструмента обеспечивают свободным перемещением его вдоль оси вращения кольца на величину на 0,2-0,4 больше поля допуска на указанное расстояние.
2. Устройство для настройки станка для обработки дорожек качения колец подшип0
5
никое, содержащее основание, установленные на нем шпиндель колец и головку, державку,размещенные на ней направляющие перемещения вдоль оси вращения шпинделя и установленную на направляющих оправку с инструментами, о т- личающееся тем, что, с целью повышения точности настройки, направляющие вы- полнены роликовыми, а устройство снабжено неподвижным установленным на оправке и подвижным установленным на державке ограничителями перемещения оправки и установленными на головке направляющими перемещения державка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки станка для обработки дорожек качения колец шарикоподшипников | 1985 |
|
SU1373543A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |


Использование1 при финишной обработке дорожек качения колец подшипников. Сущность изобретения- инструмент в виде абразивного бруска фиксируют относительно державки. Совмещают центры кривизны дорожек качения колец и профиля инструмента сосью его качения. Затем раскрепляют инструмент, смещают его вдоль оси вращения обрабатываемого кольца на величину, равную половине допуска на расстояние между базовым торцом и центром кривизны дорожки качения. Самоустановку инструмента обеспечивают свободным перемещением его вдоль оси вращения кольца на величину 0,2,..0,4 больше поля допуска на указанное расстояние На основании установлены шпиндель колец и головка. На головке размещены прямолинейные роликовые направляющие. Абразивный брусок крепится в оправке 6 возможностью регулирования его вылета по высоте. Оправка снаружи имеет расположенные гго разные стороны опорные выступы/контактирующие с роликовыми направляющими. На оправке установлен неподвижный ограничитель, а на державке - подвижный ограничитель перемещения оправки. 2 с п. ф-лы. 4 ил.
Фиг /
А-А
/7
ригЗ
12
. %
| Способ настройки станка для обработки дорожек качения колец шарикоподшипников | 1985 |
|
SU1373543A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
