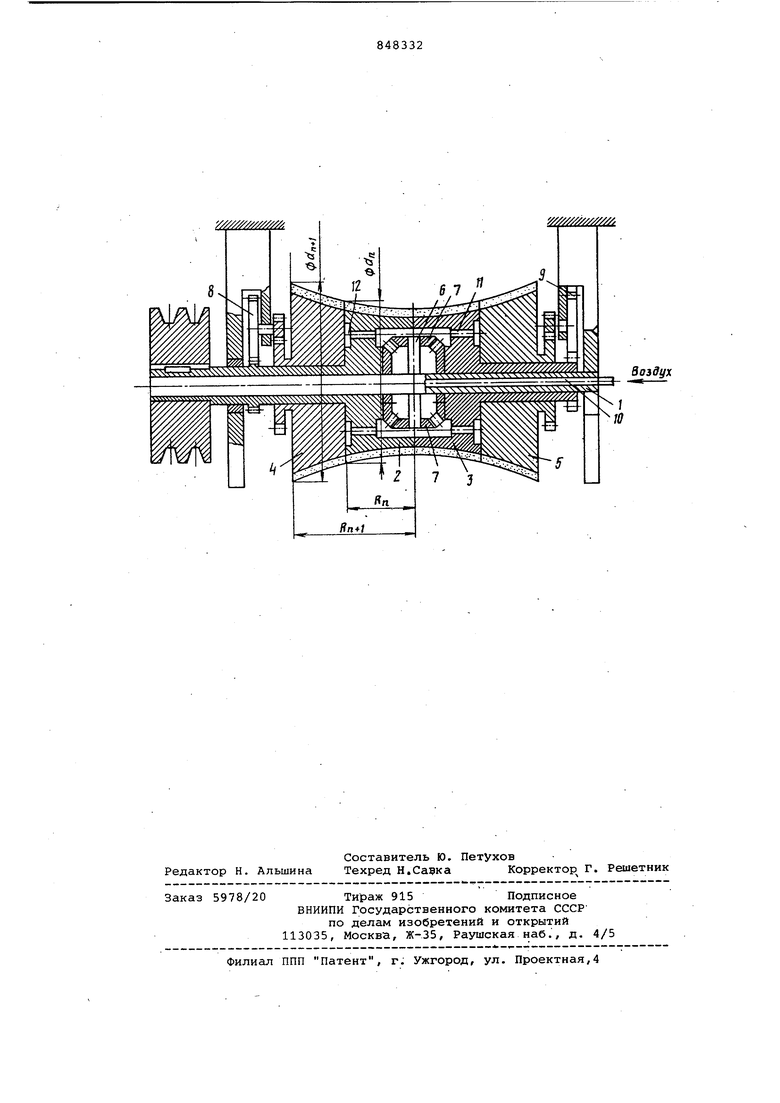
симметричных относительно среднего сечения инструмента с идентичной ра бочей поверхностью, при этом каждая последующ&я часть корпуса кинематич ки связана с предыдущей передаточным отношением, определяемым по формуле 1 dn .Rn П + 4 п-ц где 1 - передаточное отношение от предьщущей части корп са инструмента к последу щей ; dp, - максимальный диаметр пре дьщущей части корпуса и струмента ; d - максимальный диаметр последующей части корпу инструмента; R - рассдояние от среднего сечения инструмента до плоскости диаметра d ; R - расстояние от среднего сечения инструмента до плоскости диаметра d. Кроме того, между частями корпу са инструмента выполнены полости, соединенные с центральным .отверсти в оси инструмента. Через центральн отверстие вовнутрь корпуса инструмента подается сжатый воздух или другой газ, возможен вариант со смазкой, с избыточным давлением. Сж тый воздух, заполнив полости частей корпуса инструмента, выходит через зазоры в стыках частей корпуса и препятствует проникновению внутрь его продуктов обработки. На чертеже изображено устройств состоящее из двух пар частей для обработки изделий диаметром 600800.мм, общий вид. Инструмент состоит из неподвижной оси 1, на которой установлены две пары частей 2 и 3, 4 и 5 корпу са. На оси 1 инструмента установле ось б, на которой смонтированы паразитные зубчатые колеса 7, находя щиеся в зацеплении с зубчатьи венцом части 2 и части 3, соединенных с помощью зубчатых передач 8 и 9 с частями 4 и 5 большего диаметра. Ось инструмента выполнена с централ ным отверстием 10 для подвода южато го воздуха,сообщающимся посредством каналов 11 с полостями 12 частей 2-3, 4-2 и 3-5 корпуса. Инструмент работает следующим образом. Вращается часть 2 корпуса инстру мента и через зубчатые передачи 8 в том же направлении вращается . часть 4. От части 2 корпуса инструмента через паразитные зубчатые колеса 7 и зубчатые передачи 9 вращение в противоположном направлении передается соответственно частями 3 и 5, Части 4 и 5 вращаются с мень шей угловой скоростью, что обеспечивается зубчатыми передачами 8 и 9. В результате скорость резания всех частей инструмента становится одинаковой . В процессе обработки через имеющееся в оси 1 центральное отверстие 10 подается сжатый воздух с избыточным давлением, который заполняя через каналы 11 полости 12, препятствует попаданию частями корпуса продуктов обработки. В результате уравнения линейных скоростей частей корпуса инструмента при обработке криволинейных поверхностей изделий больших диаметров достигается примерно одинаковая скорость .резания по всей линии контакта инструмента с обрабатываемой поверхностью, что приводит к одинаковым условиям обработки на поверхности изделия. При этом происходит равномерный съем материала по линии контакта инструмента с изделием и достигается одинаковая шероховатость поверхности, повышается качество обрабатываемой поверхности и повышается производительность обработки вследствие более, эффективного использования инструмента за счет более равномерного износа, уменьшается время об- . работки за счет форсирования процесса шлифования или полирования -в центре изделия. Защита от попадания продуктов обработки во внутреннюю полость инструмента через зазоры в стыках смежных частей инструмента предупреждает преждевременный износ зубчатых колес, подшипников осей, что резко повышает долговечность инструмента. Применение предлагаемого инструмента для обработки криволинейных поверхностей изделий больших диаметров, например экранов телевизионных кинескопов, позволит обеспечить повышение производительности труда в 1,5 раза. Формула , изобретения Абразивный шлифовально-полировальный инструмент по авт.св. №650799, отличающийся тем, что, с целью обеспечения равномерности износа инструмента при обработке изделий диаметром порядка 800 мм, корпус дополнительно снабжен абразивными элементами, установленными симметрично относительно среднего сечения инструмента и кинематически связанными с сопряженными частями с возможностью разнонаправленного вращения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 650799, кл. В 24 D 17/00, 1977, /////////////////. / У////МУ///, Воздух
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный шлифовально-полировальный инструмент | 1977 |
|
SU650799A1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |