Изобретение относится к финишным методам обработки зубчатых колес и может быть использовано в машиностроении, в автотракторостроении, при производстве сельскохозяйственных машин, в ремонтных мастерских и индивидуальными предпринимателями.
Важным фактором улучшения качества и повышения долговечности и надежности зубчатых колес является образование фасок на продольных и торцовых кромках зубьев (Зубчатые передачи: Справочник / Е.Г.Гинзбург, Н.Ф.Голованов, Н.Б.Фирун, Н.Т.Халебский. Под общ. ред. Е.Г.Гинзбурга. - Л.: Машиностроение, Ленингр. отд-ние, 1980. - С.364.)
Рекомендуемые размеры фасок и скруглений на кромках зубьев даны в табл.16.6 (там же, с.365). В среднем наибольшее скругление продольное и торцовое по диаметру вершин составляет около 0,1 от величины модуля зуба. Чрезмерно большая величина модификации профиля головки зуба приводит к недопустимому снижению коэффициента перекрытия в зубчатой передаче (там же, с.18). Поэтому разработка простого и недорогого способа качественной обработки продольных кромок зубьев является важной задачей производства и использования зубчатых колес.
Известно устройство для обработки вершин зубьев по переходным поверхностям, содержащее корпус, в котором установлен эластичный элемент с желобом по периферии. В желобе размещена абразивная лента (инструмент). На рабочей поверхности эластичного элемента выполнены канавки, параллельные оси корпуса и расположенные одна от другой на расстоянии, равном окружному шагу вершин обрабатываемых зубьев (Уминский Е.А., Сагалов В.И. Устройство для обработки вершин зубьев по переходным поверхностям. Авт. св. №484972, B24B 17/00, B24B 21/02, опубл. 25.09.1975, бюл. №35).
Отличительными признаками данного аналога являются параллельное расположение осей инструмента и обрабатываемого колеса, возможность свободного поворота обрабатываемого колеса вокруг своей оси под действием инструмента, чем достигается взаимная самоустанавливаемость обрабатываемого колеса и инструмента в процессе обработки.
Недостатком данного устройства является его довольно высокая сложность, связанная с необходимостью изготовления корпуса, эластичного элемента с канавками определенного шага, с необходимостью придания обрабатываемой детали возвратно-поступательного движения. Недостатком данного устройства также является ограниченность его технологических возможностей: оно применимо для обработки только прямолинейных кромок с неизменным по длине припуском. Кроме того, частые возвратно-поступательные движения острых кромок обрабатываемых зубьев поперек абразивной ленты способствуют быстрому ее износу и обрыву.
В качестве прототипа выбрано устройство для обработки кромок по вершинам зубьев зубчатых деталей, в корпусе которого размещены шпиндель обрабатываемой детали с индивидуальным приводом вращения и контактный ролик, огибаемый абразивной лентой и снабженный приводом. Устройство снабжено: копиром, жестко установленным на шпинделе соосно обрабатываемой детали; двуплечим вильчатым рычагом, расположенным на корпусе с возможностью поворота; двумя соосно установленными в вильчатом плече рычага валами, на одном из которых расположен копирный ролик (с возможностью взаимодействия с копиром), а на втором валу размещен контактный ролик. При этом второе плечо рычага связано с корпусом посредством дополнительно введенного упругого элемента (Попенко А.И., Стронгин П.С., Ковган А.И., Зацепин Г.Н. Устройство для обработки кромок по вершинам зубьев зубчатых деталей. Авт. св. №994168, B23F 19/10, В24В 17/00, В24В 21/02, опубл. 07.02.1983, бюл. №5).
Отличительными признаками прототипа являются движение абразивной ленты (в рабочей зоне) по дуге окружности, ось которой параллельна оси обрабатываемого зубчатого колеса, а также наличие устройства поджатия инструмента к обрабатываемому колесу.
Недостатком данного устройства также является его высокая сложность, вызванная тем, что: 1) для задания движения инструмента в процессе обработки необходимо иметь копир, повторяющий с высокой точностью контур обрабатываемого колеса; 2) необходим механизм натяжения абразивной ленты. Кроме того, технологические возможности данного устройства также ограничены тем, что оно применимо только для обработки прямолинейных кромок с неизменным по длине припуском.
Цель изобретения - упрощение устройства для обработки продольных кромок зубьев зубчатых колес и расширение его технологических возможностей для обработки криволинейных кромок бочкообразных зубьев и для снятия переменного по длине зуба припуска.
Для достижения указанной цели предлагаемое устройство в качестве абразивного инструмента снабжено вращающимся притиром, поперечные сечения которого имеют выпуклый контур, очерченный дугами переменного или постоянного радиуса кривизны, причем размеры контура могут изменяться по длине притира. При этом использование притира с круглыми поперечными сечениями образует вогнутую фаску на кромке обрабатываемого зуба, а применение притира с переменным радиусом кривизны его поперечных сечений приводит к образованию прямолинейной и выпуклой фаски.
Техническим результатом изобретения является расширение арсенала технических средств для обработки продольных кромок зубьев зубчатых колес. Кроме того, расширяются технологические возможности устройства за счет обработки криволинейных кромок бочкообразных зубьев и снятия переменного по длине зуба припуска.
При проведении патентных исследований не обнаружены технические решения, раскрывающие сущность заявленного технического решения, следовательно, предложенное техническое решение соответствует критерию "новизна". Новым в устройстве является использование для обработки продольных кромок зубьев зубчатых колес притира, кроме того, поперечные сечения притира имеют выпуклый контур, очерченный дугами переменного или постоянного радиуса кривизны. Новой также является форма притира с переменными по его длине размерами контура поперечного сечения.
Сущность изобретения не следует для специалиста явным образом из современного уровня техники, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень". В частности, специалисту понятно, что с помощью выпуклого притира можно образовать вогнутую лунку. Предложение использовать притир, выпуклый контур которого очерчен дугами переменного радиуса кривизны, устраняет это техническое противоречие и позволяет получить прямую и выпуклую фаску. Среди специалистов также общепринято считать, что фаска на продольной кромке зубьев зубчатых колес должна быть неизменной по длине, поэтому предложение выполнить притир с переменными по его длине размерами контура поперечного сечения и получать фаску, увеличивающуюся к опасным участкам, также соответствует критерию "изобретательский уровень".
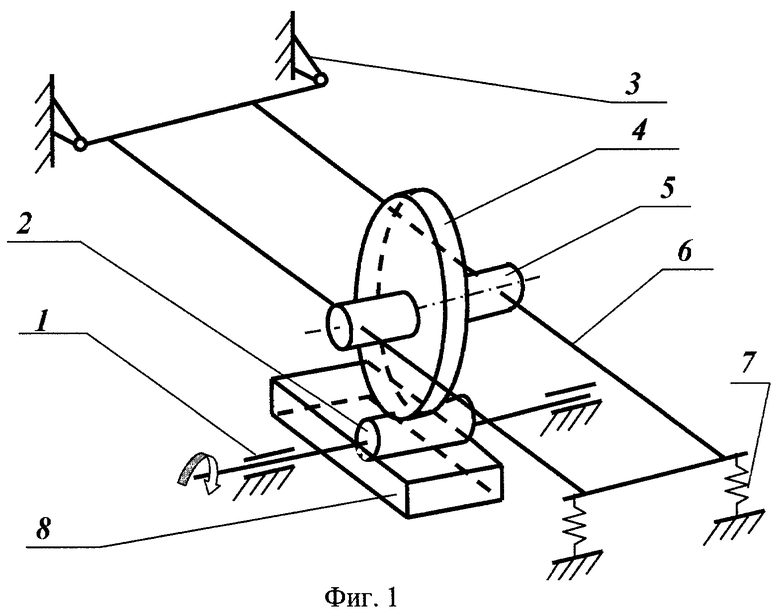
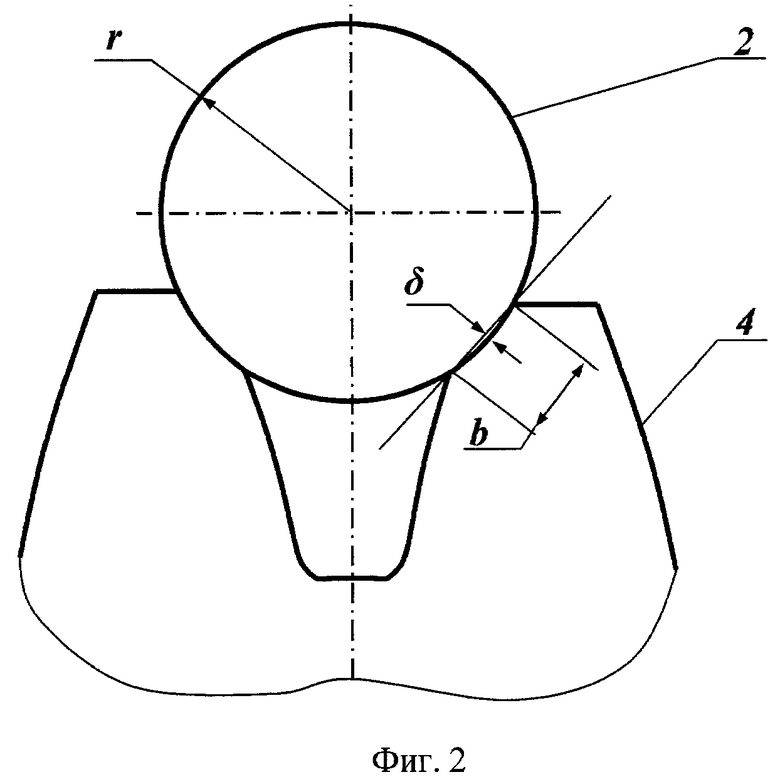
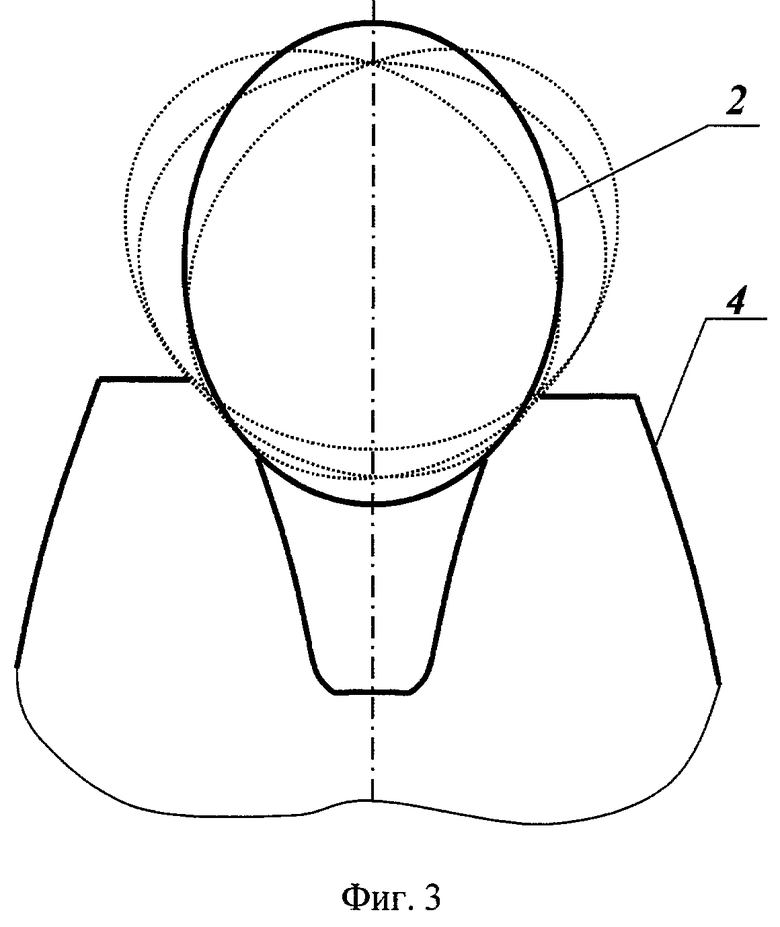
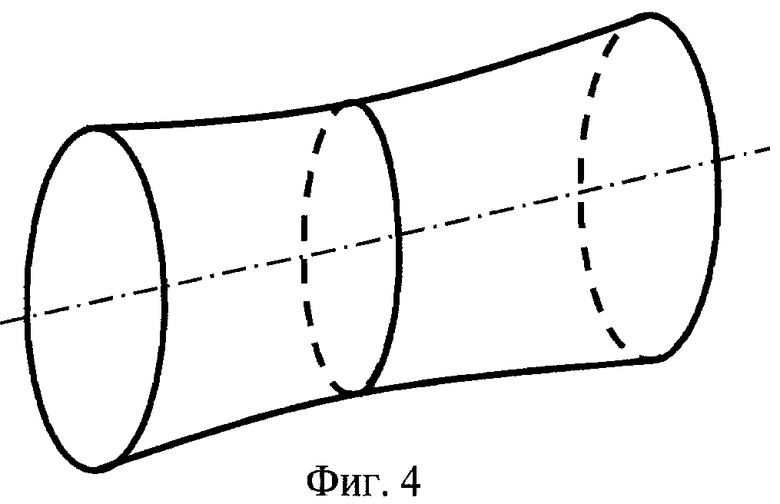
На фиг.1 показан вариант схемы обработки с поджимом обрабатываемого зубчатого колеса к вращающемуся притиру. На фиг.2 показана схема образования фаски на вершине зуба с помощью притира круглого поперечного сечения (постоянного радиуса кривизны). На фиг.3 показана схема образования фаски на вершине зуба с помощью притира эллиптического поперечного сечения. На фиг.4 показан вид притира для обработки прямолинейных кромок с увеличивающимся припуском на обработку от середины зуба к его торцам или для обработки продольных кромок бочкообразных зубьев.
Устройство содержит притир 2, установленный в подшипниковых опорах 1 и приводимый во вращение приводом, условно показанным стрелкой (фиг.1). Обрабатываемое зубчатое колесо 4 установлено с возможностью свободного вращения на оси 5, которая закреплена в раме 6. Рама 6 установлена в шарнирах 3 и поджимается к притиру 2 пружинами 7 так, чтобы притир опирался на продольные кромки соседних зубьев обрабатываемого зубчатого колеса 4. С целью смазки и нанесения абразивного материала на поверхность притира он частично погружен в ванну 8.
Обработку удобно проводить на токарном станке, где в качестве опор 1 используются центрá. При этом легко подобрать оптимальную частоту вращения притира (она может иметь порядок 1 об./с). Притир может быть изготовлен из мелкозернистого чугуна, а абразивная смесь может быть составлена из микропорошка М28, керосина и индустриального масла, или другим известным способом (Ипполитов Г.М. Абразивно-алмазная обработка. - М.: Машиностроение, 1969. - С.287-288.). Обработку можно производить и без ванны 8, периодически натирая рабочую поверхность притира пастой ГОИ. Контроль продолжительности процесса обработки проще всего производить по времени с тем, чтобы каждый зуб обрабатывался в течение равного промежутка времени (устанавливается опытным путем). Возможна установка ограничителя перемещения рамы 6 (например, в виде упора) с тем, чтобы глубина обработки всех зубьев была одинаковой. По окончании обработки одной пары продольных кромок колесо 4 отводят от притира (путем поворота рамы 6 в шарнирах 3 вручную), производят доворот зубчатого колеса на угловой шаг зубьев, после чего раму 6 опускают. Таким образом, в рабочее зацепление с притиром 2 входит новая пара кромок зубьев. Процесс повторяется столько раз, сколько зубьев на обрабатываемом колесе.
При применении притира 2 круглого поперечного сечения (очерченного одной дугой постоянного радиуса кривизны) на вершине зубьев 4 образуется фаска вогнутой формы, как это схематично и утрированно показано на фиг.2. В действительности ширина фаски b обычно не превышает 1/20 доли высоты зуба, при этом величина δ вогнутости вглубь зуба не заметна невооруженным глазом. Нетрудно убедиться, что  , где r - радиус поперечного сечения притира. В частности, при r=10 мм и b=0,4 мм получаем δ=0,0020002 мм, что может быть признано несущественным.
, где r - радиус поперечного сечения притира. В частности, при r=10 мм и b=0,4 мм получаем δ=0,0020002 мм, что может быть признано несущественным.
Однако обычно наличие вогнутости фаски не допускается. Казалось бы, что для получения фаски выпуклой формы нужно сделать притир с вогнутым контуром. Но вращение такого притира во впадине между обрабатываемыми зубьями невозможно: его будет заклинивать, будут возникать ударные нагрузки. А замена вращательного движения притира возвратно-поступательным приведет к существенному усложнению конструкции устройства. Таким образом, налицо техническое противоречие. Для его разрешения предлагается применить притир, поперечное сечение которого имеет выпуклый контур, очерченный дугами переменного радиуса кривизны, в том числе - несколькими сопрягающимися дугами с разными, но постоянными радиусами. Применение выпуклого контура предотвратит заклинивание притира во впадине между зубьями, а переменный радиус кривизны притира обеспечит образование прямолинейной или выпуклой фаски за счет "плавающего" движения притира во впадинах зубьев обрабатываемого колеса.
На фиг.3 схематично показано положение притира 2 эллиптического поперечного сечения, когда он своей узкой частью погрузился на наибольшую глубину во впадину между зубьями 4. А пунктирными линиями показаны несколько других положений притира, когда он, поворачиваясь к зубьям широкой стороной, выходит к вершинам зубьев и стачивает их верхнюю часть. В результате всех этих движений получаемая фаска становится выпуклой, как это видно из фиг.3.
В простейшем случае притир представляет собой цилиндр с круглым или некруглым поперечным сечением (с прямолинейной образующей). При этом съем материала с продольных кромок зубьев в процессе их обработки будет происходить равномерно (если эти кромки взаимно параллельны) или неравномерно (если кромки непараллельны и являются криволинейными, как у бочкообразных зубьев цилиндрических зубчатых колес). Для обеспечения равномерного съема металла по длине продольной кромки бочкообразного зуба притир предлагается выполнить так, чтобы размеры его поперечного сечения плавно изменялись по длине: в средней части - тоньше, на краях - толще (фиг.4). Такая форма притира может оказаться полезной и при обработке зубьев с прямыми продольными кромками, поскольку ударные нагрузки у торцов зубьев опаснее, чем в его середине: увеличивающаяся фаска от середины зуба к его торцу снизит удары на торцах, сохранив необходимый коэффициент осевого перекрытия за счет средней части.
Закономерность изменения толщины притира по его длине может быть и иной: монотонно уменьшаться от одного края к другому, или иметь наибольшую толщину в средней части притира.
Применение устройства позволяет в условиях единичного или мелкосерийного производства при малых затратах времени и средств на его изготовление качественно обрабатывать острые продольные кромки зубьев зубчатых колес, тем самым снизить шум, вибрации, износ и ударные нагрузки при работе зубчатых передач и повысить их долговечность и надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Способ фланкирования режущего профиля зубцов нормальных зуборезных долбяков | 1952 |
|
SU117858A2 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
Устройство содержит вращающийся абразивный инструмент с приводом и механизм радиального подвода с усилием резания инструмента или обрабатываемого зубчатого колеса, установленного с возможностью свободного поворота вокруг своей оси, расположенной параллельно оси инструмента. Для упрощения устройства и расширения его технологических возможностей в качестве абразивного инструмента использован притир, поперечные сечения которого имеют выпуклый контур, очерченный дугами переменного или постоянного радиуса кривизны, причем размеры контура выбраны постоянными или изменяющимися по длине притира. 4 ил.
Устройство для обработки продольных кромок зубьев зубчатых колес, содержащее вращающийся абразивный инструмент с приводом и механизм радиального подвода с усилием резания инструмента или обрабатываемого зубчатого колеса, установленного с возможностью свободного поворота вокруг своей оси, расположенной параллельно оси инструмента, отличающееся тем, что в качестве абразивного инструмента использован притир, поперечные сечения которого имеют выпуклый контур, очерченный дугами переменного или постоянного радиуса кривизны, причем размеры контура выбраны постоянными или изменяющимися по длине притира.
| Устройство для обработки вершин зубьев по переходным поверхностям | 1974 |
|
SU484972A1 |
| СТАНОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ЗУБЬЕВ ЗУБЧАТЫХКОЛЕС | 0 |
|
SU337206A1 |
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU994168A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| КОЛЕСО | 2015 |
|
RU2583399C1 |

