Известны способы отде.чения прибыле тянутых стаканов путем откусывания прибыли между острей кромко1 цнлпнлрпческих обрезпы.х ггуапсонов н торцов матрицы. Недостатком этнх способов является быстрый нзнос режушпх кролгок нуапсона н необходимость в отдельной операции удаления нрибылей.
В нредлагаемом способе отделения прибылей i-орячетянутых мета.члнческих стаканов эти недостатки устранены тел:, что вытяжку производят через две матрицы нуапсоном, снабженным для отделения прибыли втулкой, диаметр которой )авеи диаметру BTOpoii матрицы, а пе|)едний торец устанавливается от иереднего торца пуансона на расстоянии, соответствующем глубгше обрезанного стакана.
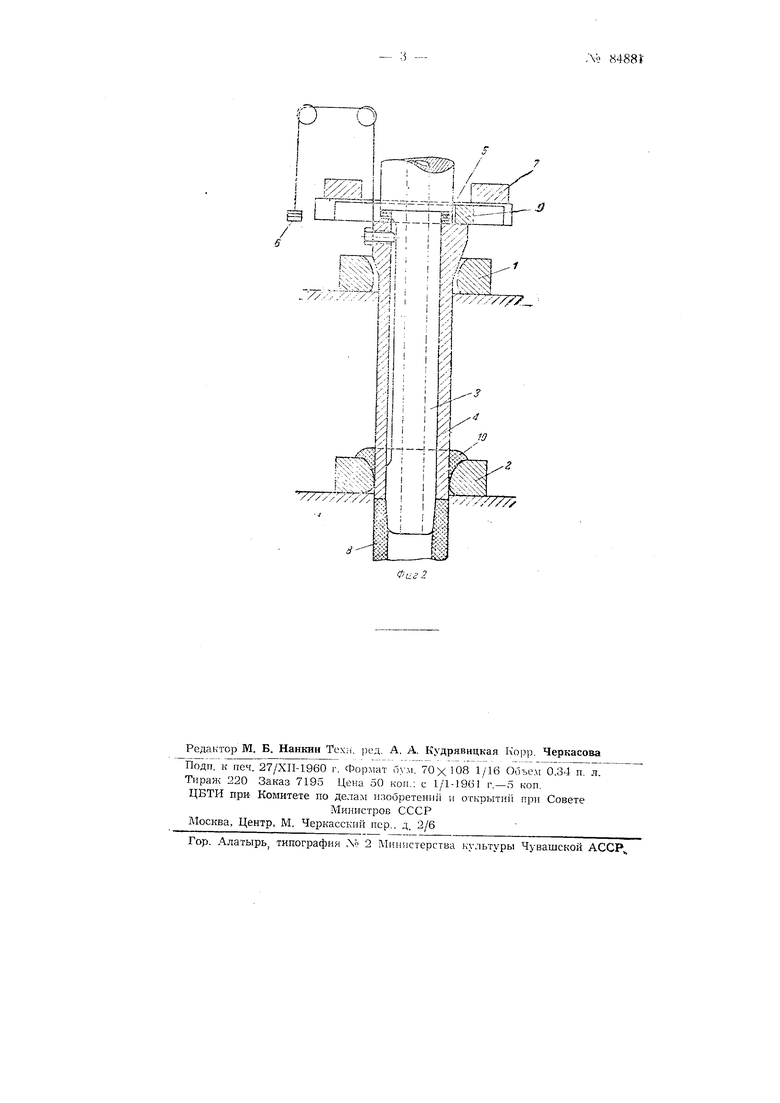
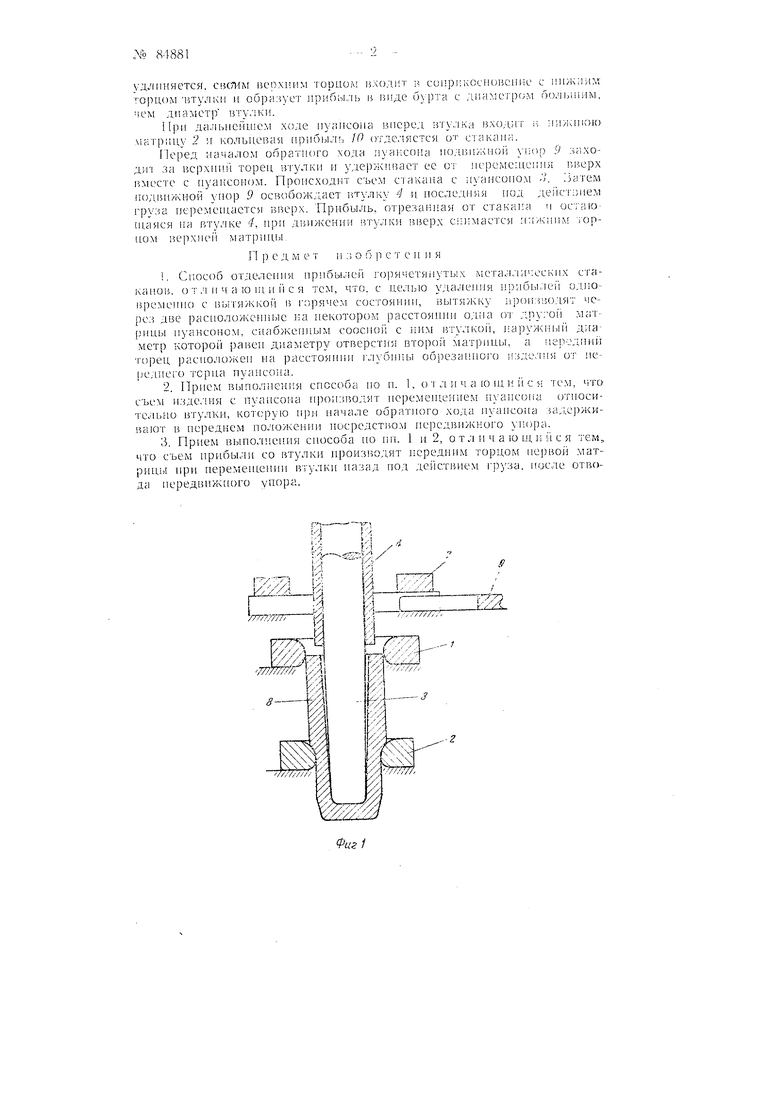
На фнг. 1 изображена схема технологического нроцесса отделения прибыли одновременно d горячей вытяжкой в положении вытяжки; на фиг. 2-то же в положении отделегнш прибыли.
Устройство для отделения прибыли одновременно с i-орячей вытяжкой етаканов состоит из вытяжных матриц / и 2. установлениых соосно на расстоянии одна от другой на столе нресса; пуансона ,, укрепленного в ползуне нресса; расноложенной на нуансопе подвижной втулки 4, упирающейся через смеиные мерные нрокладки 5 в бурт пуансона и притягиваемой к нему носредством груза 6 (плн пружин); направляющего кольца 7 для заготовки 8, установле Н1()го над матрицами н подвижного в плоскости, пернендик ляр 10 1 к движению нуансона; упора 9, взаимодействующего с верхннм торцом втулки 4 и кинематически связанного с движением торзуна пресса. Нередний торец ;ту,тки устанавливается иа требуемое расстоянне от Г1ередне1-о торца пуансона в соответствии с глубиной стакана без прибыли; наружный д гaмeтp втулки 4 делается равным диаметру отверстия BTopoii матрицы 2.
Нри ходе пуансона вперед втулка 4 движется вместе с ннм; заготовка стакана протяпп ается сквозь верхнюю и нижнюю матрицы.
удлиняется, csicruw iseCXunM торцом идо/игг и ccjiipiiKOcHoncinie с иижпиУ орцом втулки ц o6 ia:iveT прибыль i бурта с Д11амст|)(м большим, чем диаметр втулки.
При дальнейшс.м ходе иуапсоиа вперед втулка входит к ии/глисяо матрг.цу 2 Л кольцевая прибыль W ()тде,1ястея от стакаин.
Перед мачало.м обратного хода пуанеона иодипжмо) упо;) 9 ДМ за 1 срхций Topeii нтулки и удерживает ее от 11ерем:еше 1ия вмеете е цуанеоном. Происход|-гг еъем стакана е нуамеопол подвижной упор .9 освобождает втулку 4 и, поелед11Г1Я иод гру;.а иере.мешаетея В15е)х. Прнбыль. отрезанная от стакана щаяся lia вту.чке -/, при движении нту;1ки ввер.х спнмастея кл цом верхней матрицы
11 р е д м е т изо б р е т е н и я
. Способ отделеиня прибылей горячетяиутых метал.ли:еск1ьх ечакаиов. о т л и ч а 10 HI и и с я тем, что. е целью удаления нрибылей одновременно с ВЫТЯЖКОГ в .М СОСТОЯННИ, вытяжку ИрОП:5В()ДЯТ ЧС{)сз две раеиоложе}И1ЫС на некотором расетояшш одна от .другой мат)нцы иуансоном, сиабжеги ым соосной с ним втулко, 1аруж1и, диаметр которой |)авен диаметру отверстия второй :,1атрицы. а перодиин 1Ч)рец раеноложеи на раеетоянин 1;1убнны об 5езаииого из.челня от переднего терца пуансона.
2.Прием вь нолиен1;я способа ио и. 1, от л н ч а ю HI н и с я тем, что еъем изделия с пуансоиа iipoH:sBo;uiT неременцонием iiyaHcoiia относительно втулки, которую npj-i начале обратного хода пуансона :5ад,е)жи-вают в переднем положении поередст1;ом иеред15ижного ун.ора.
3.Прием выполнения сиособа по ии. 1 и 2, о т л и ч а ю иг, и и с я тем.. что съем ирибьи ц со втулки произ 5одят передним торцом иервой матрицы при иеремеи1еиии 1ггулкн назад под действием 1})уза. после отвода передвижного упора.
-b::3 3±::tecb- l
jT-tMi i tV/f
i i tvv-;/ i,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрогидравлический ручной инструмент для прессования или обжатия деталей | 1949 |
|
SU84952A1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| Устройство для формования прессованием узорчатых керамических плиток | 1957 |
|
SU111286A1 |
| Пресс для гидростатического прессования | 1972 |
|
SU472815A1 |
| Штамп для вытяжки | 1986 |
|
SU1349837A1 |
| Штамп для глубокой вытяжки изделий | 1955 |
|
SU101136A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп-автомат для выдавливанияпустотелых деталей на прессе | 1974 |
|
SU508312A1 |
| Соединение и устройство для его сборки | 1986 |
|
SU1412847A1 |