Изобретение относится к области листовой штамповки.
Цель изобретения - повьшение качества двухслойных изделий с внутренним расположением более мягкого слоя.
На фиг.1 схематично показан штамп при использовании полой заготовки внутреннего слоя, общий вид в разрезе; .на фиг.2 - то же, при использовании плоской заготовки внутреннего слоя.
Штамп (фиг.1) содержит вытяжной ступенчатый пуансон 1, на котором распололсена неподвижная опорная втул ка 2, наружный диаметр которой превышает диаметр рабочей части пуансона Л и равен наружному диаметру внутреннего слоя в готовом изделии. Пуансон 1 закреплен на ползуне пресса (не показан):. На нижней плите 3 штампа установлено опорное кольцо 4, в котором смонтирована вытяжная матрица 5. Дополнительная втулка 6 ох- ватьшает опорную втулку 2 с возможностью свободного реверсивного движения вдоль ее оси и располагается в центрирующей втулке 7. Торцовая поверхность дополнительной втулки 6, обращенная к матрице 5, имеет коническую форму.
Штамп работает следующим образом.
В начале рабочего хода пуансон 1 с находящимися на нем полой заготовкой внутреннего слоя получаемого изделия и опорной втулкой 2 осуществляет вытяжку с утонением плоской заготовки 8 наружного (твердого) слоя получаемого изделия через матрицу 5.
По мере движения пуансона 1 втулка 6 , опираясь на коническую поверхность вытягиваемой заготовки 8, смещается вдоль оси пуансона 1. После входа заготовки 8 в рабочий поясок матрицы 5 бурт 9 втулки 6 доходит до выступа центрирзпощей втулки 7 и втулка 6 прекращает движение. При rjTOM пластическая деформация заготовки мягкого (внутреннего) слоя предотвращается поверхностями опорной втулки 2, дополнительной втулки 6 и заготовки 8 наружного слоя, в силу чего пластически деформируется только заготовка 8 твердого слоя.
Для Предотвращения пластической деформации мягкого слоя между указанными поверхностями необходимо соблюдение двух условий. Во-первых,- чтобы
зазор между верхней кромкой рабочего пояска 10 матрицы 5 и вершиной конической поверхности 11 втулки 6 был равен исходной толщине заготовки 8 1 вердого слоя. Во-вторых, угол конусности торца втулки 6 должен быть меньше угла конусности матрицы 5, т.е. I - oi . При несоблюдении одного из зтих условий в момент начала взаимодействия заготовок мягкого и твердого слоев остается свободная поверхность заготовки мягкого слоя, не ограниченная поверхностью втулки 6. Это создает возможность пластического течения материала мягкого слоя на свободном участке и не позволяет исключить деформацию мягкого слоя.
В условиях схемы всестороннего сжатия силы трения между -внутренней оверхностью дополнительной втулки 6 и наружной поверхностью полой готовки значительно возрастают. Для предотвращения передачи втулкой 6 авления от этих сил на поверхность вытягиваемой заготовки 8 наружного сЗтоя так как оно способствует рос- - ту растягивающих напряжений в наружном слое и ограничивает его .предельную степень вытяжки на противоположном торце втулки 6 выполняется бурт 9. В процессе вытяжки втулка 6, увлекаемая силами трения, опускается, приближаясь конусной торцовой поверхностью к рабочей поверхности матрицы 5 до момента, при Котором ее кромка 11 будет отстоять от кромки 10 рабочего пояска матрицы 5 на расстоянии, равном толщине заготовки 8 твердого слоя, после чего ее движение ограничивается буртом 9, Следовательно, рабочий ход втулки 6 до ее нижнего предельного положения
должен быть равен вью.оте рабочего конуса матрицы 5, т.е.
hb
2 tg(
или
hb
5 где D
oi
- 5° HlilE}El§iS :l.is.
2tg-xl
-диаметр входной кромки конуса матрицы;
-диаметр рабочего пояска матрицы;
-угол конусности матрицы;
DO - диаметр плоской заготовки твердого слоя;
md - коэффициент вытяжки за- готовки твердого слоя.
В штампе (фиг,2) исходные заготовки внутреннего и наружного слоев будущего изделия могут иметь плоскую форму, т.е. в нем совмещено получение полой цилиндрической заготовки внутреннего слоя и получение самого двухслойного изделия.
Штамп ПРИ использовании плоской заготовки внутреннего слоя (фиг.2) содержит вытяжной ступенчатый пуансон 1, на котором расположена непод- визкная опорная втулка 2. На нижней плите 3 штампа установлено опорное кольцо 4, в котором смонтированы матрица 5, подвижная втулка 6 и матрица 12 для вытяжки заготовки более мягкого слоя.
В начале рабочего хода пуансон 1 с находящейся на нем опорной втул- кой 2 осуществляет вытяжку с утонением заготовки мягкого слоя. В момент подхода кромки 13 опорной втулки 2 к кромке 14 матрицы I2 на расстояние, меньшее исходной толщины заготовки мягкого слоя, происходит обрезка края полой заготовки 15. После входа втулки 2 в рабочий поясок матрицы 12 на пуансоне 1 последовательно располагаются с контактом торцовых поверхностей полая заготов- ка 15 внутреннего мягкого слоя получаемого изделия и опорная втулка 2. Затем процесс и последовательность движения рабочих частей штампа и,п;ет как и в рассмотренном штампе (фиг.1)
Исключение деформации заготовки мягкого слоя за счет ограничения пластического течения материала поверхностями рабочего инструмента и заготовки твердого слоя позволяет двухслойные полые изделия с заданной толщиной слоев. При этом толщина мягкого слоя обеспечивается уже при вытяжке полой заготовки этого слоя.
0
0
г 5
5 0
0
Taки образом, применение предлагаемого гатамиа позволяет расширить номенклатуру пол аемых изделий (практически с любой комбинацией и толщин слоев) при их высоком качестве, обеспечиваемом за счет равномерности толщины слоев по высоте стенки изделия.
Штамп не требует специального оборудования и может устанавливаться lia прессах простого действия.
Формула изобретения
1.Штамп для вытяжки, содержащий соосно установленные в верхней части ступенчатый вытяжной пуансон с меньшей ступенью у опорного торца и центрирующую втулку и размещенную в нижней части матрицу с коническим рабочим отверстием, отличающийся тем, что, с целью повышения качества двухслойных изделий с внутренним распололсением более мягкого слоя, он снабжен опорной втулкой, закрепленной на меньшей ступени пуансона с возможностью их совместного вхолсдения в центрирт, ющую втулку и имеющей нарзокньш диаметр, превьш ающий диаметр рабочей части цуансона, а также дополнительной втулкой, установленной в центрирующей втулке с возможностью ограниченного осевого смещения, имеющей внутренний диаметр, равный внутреннему диаметру центрирующей втулки, и коническую наружную поверхность со стороны, обращенной к матрице, при этом угол конуснос1-и упомянутой поверхности дополнительной втулки меньше угла конусности рабочего отверстия матрицы.
2.Штамп по п. i , о т л и ч а- ю- щ и и с я тем, что дополнительная втулка выполнена с ограничительным кольцевым буртом на нар ткной поверхности, а центрирующая втулка - с ограничит ель кольцевым выступом на внутренней поверхности для взаимодействия с упомянутым буртом.
фиг.2.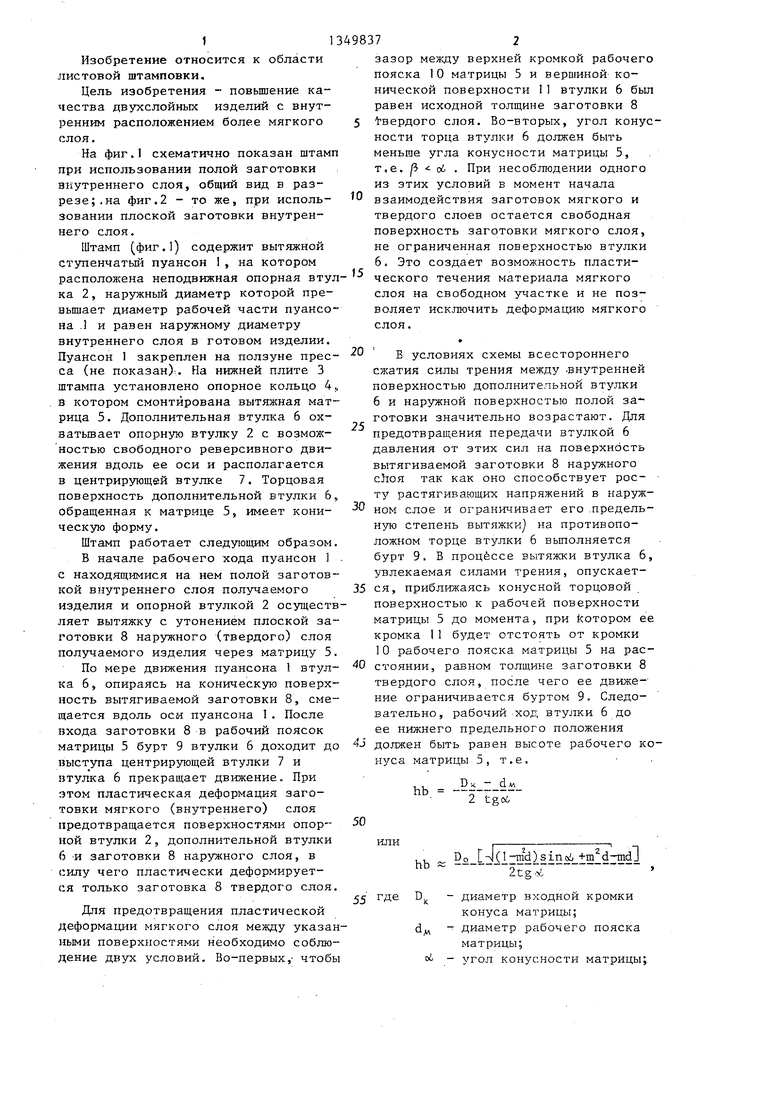

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых двухслойных изделий | 1983 |
|
SU1088845A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Матрица многопозиционного штампа | 1972 |
|
SU441996A1 |
| Штамп для вытяжки | 1983 |
|
SU1191142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| Штамп для вытяжки полых деталей за два последовательных перехода при одном ходе полузн пресса | 1978 |
|
SU730415A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |

Изобретение относится к области листовой штамповки. Цель изобретения - повьшение качества двухслойных изделий с внутренним расположе,- нием более мягкого слоя.Заготовку мягкого слоя в виде стакана размещают на пуансоне 1 до упора в опорную втулку 2. Заготовку 8 более прочного слоя размещают на матрице 5 с коническим рабочим верстием. Дополнительная втулка 6 установлена в центрирующей втулке 7 с возможностью ограниченного осевого смещения. Втулка 6 .имеет ограничительный кольцевой бурт 9, взаимодействующий с ограничительным кольцевым выступом центрирующей втулки 7. При движении пуансона 1 втулка 6 смещается вдоль ее оси и своей рабочей конической поверхностью приближается к конической поверхности матрицы 5 до момента, при котором ее кромка 11 будет отстоять от кромки 10 матрицы 5 на расстоянии, равном толщине заготовки 8. Угол конусности рабочей поверхности втулки 6 меньше угла конусности рабочего отверстия матрицы 5. 1 з.п.ф-лы, 2 ил. . а S
| Валиев С.А | |||
| Комбинированная глубокая вытяжка листовьк материалов | |||
| -М.: Машиностроение, 1973, с.17О, рис.76. |
