Мяиттмы 111ТЯМ11Ы л.1я глубокой вытяжки и.чдслип с механизмом HCTpLMHoro движения пуансона и ммтрлцы.
Д/1Я и.нотовления изделий i;iy6()Koii нытяжки на - ксцентрикогаых н др. нрссс.пх с незначительной величиной хода ползуна такие Н1тампы 1чм1|1иголиы.
(шгсывасмый иггами может быть нспо.п.зован для ио.ПчсШя вытяжек глубииой до 21 Г) мм на экеиентрико1,(м нрссчч с ходом Hojrayiia 120 мм.
Штамп име.ст ту .соб(41иость, что в нем применена реечно-зубчапая передача, взаимодействующая с под: ИЖ11ой мат|)иией и сообн1ающая ггуансону движение, направ тенное в етсрсну матриц), причем усилие, передаваемое нри этом иолзуном нресса, иснользуетси для прижима заготовки, находяикйся между мат nmeii и прижимным кольцом нри нервой операции вытяжки.
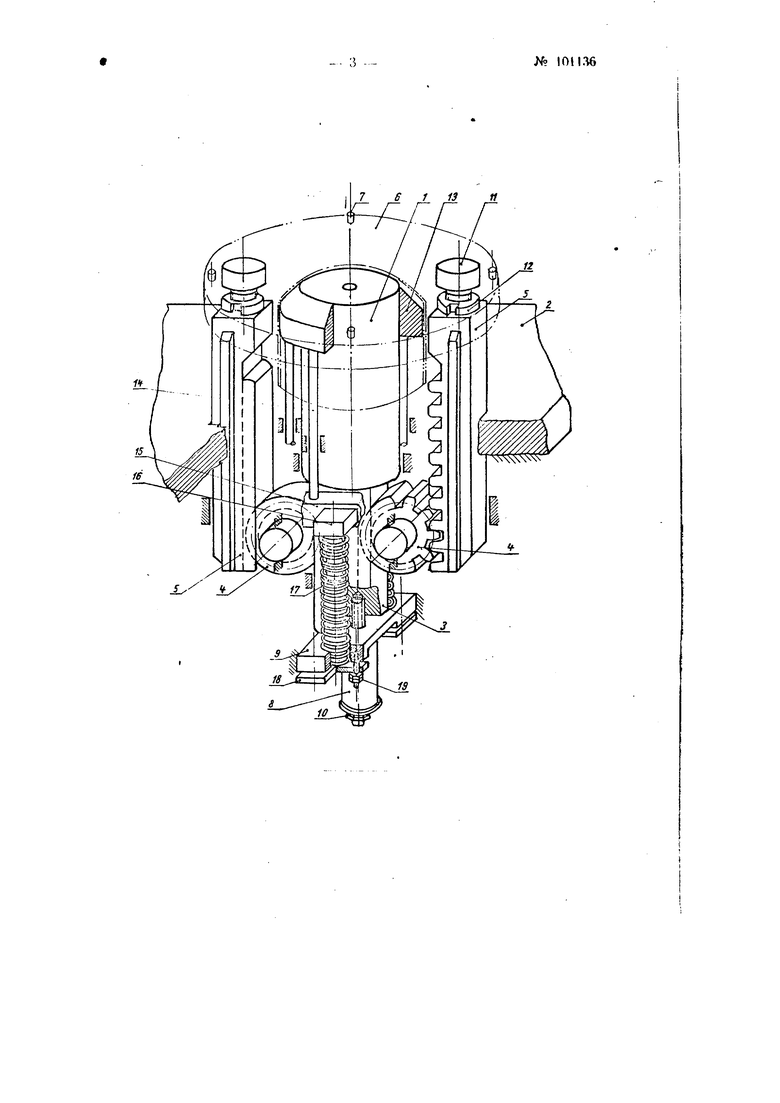
На чертеже изображен вид сбоку, частич1го в разрез( нулнсоиа нгтамна.
Матрица Н1тамиа, устанавливаемая на н.чите пресса поверх пуансона, имеет обычное устройство и на чертеже не показана.
riyancoir / п,11линдрнческ й формы нронуицч через соответствующие и,111рав.1Я1О1п,ие основания 2 и снабжен хвостовиком с двумя зуочатыми рейками 3 на противоположных ;i6ра.зуюи1их, соединенными 1иестерня 1и 4 с обеими зубчатыми рейками 5, которые нроходят через наиравляюИ1ие основания 2. Д.тя восприятия дав.чения от ползуна пресса ири опускании матрицы на рейках 5, при Bbiiio.iHeiutM нервой операции вытяжки, закренляется показанное- иуикти ром нрижимное кольцо , о.- вать вакнпее свободно нуапсоч / и снлбж.М иос па.чьцами 7, 1 | ля|11имп i; щи.гр 1тия по П(-рИ||и)П1 1.иска-1,-11 III |Яч1| изделия. При сближении матрицы г пуансоном нлита пресса нрижпмае заготовку к кольцу 6, а последнее нажимает на рейки 5, вследствие че:о пуансон дополнительно неремешается в сторону матрицы, сжимая резиновый буфер У, упнраюнипгся одним торцом в неподвижную плит} 9. п другнм в шайбу винта /С, завинченного в торец хвостов1гка iiyanrnна / по его оси. Взаимодействие ii аксона и матрицы с заготовкой ирч утой первой операн.и11 пытяжки водит к формованию донной чагти па заготовке. При подъеме матрицы возвращает пуансон / и ки 5 в исходное положение и оГпспечивает съем заготовки с пуапс)н.1. Д.ПЯ осуществления вгорой н последующих вытяжек П|Ч1Ж1И|;|о;кольцо 6 синмается с реек .5, п гз торЦ1 | последних заниичиипются на требуемую глубину болты II с контрraiiKfisni 12. я пуансон / свободно иадеиспется зажимное кольцо 13, опирающееся на несколько толкаче 14, направляемых основанием 2 п закрепленных ннжнимн концами п нолзунах /5, имеюн1их направляю1п,ие боковые отростки б с обрап1еннымн впнз пальцами, па которые надеты винтовые пружниы /7, взаимоде1 етвующне верхнпмп концами с отросткпмн 16, а пнжпими, пропущеннымп через отверстия нлиты 9, концамн - с опорными площадками 18, положение которых относительно плиты 9, определяющее усилие заклинивания доююй части заготовки изделия на кольце 13 пуансона 1, регулируется винтами 19, ввинченными в плиту 9.
При сближении матрицы с пуансоном ползун гт41есс.а взаимодействует с болтами // реек 5, вследствие чего иуаисоп / осуществляет вытяжку за19TORKH поверх кольца }3.
Предмет н з о б р с т е н и я
liJTaMH для глубокой вытяжки и: делий с механнзмом встречного дг.иження пуансона п матрицы, отличаю HI и и с я тем. что, с использования механических прессов для получения вытяжки изделия. превын1аюи1,ен величину хода тюлзуна, механизм встречного движения пуапсона и матрицы выполнен в виде реечно-зубчатой передачи, взаимодействующей с подвижной матрицей и сообщающей пуансону движение, направленное в сторону матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ | 1967 |
|
SU200402A1 |
| Штамп для пульсирующей вытяжки | 1980 |
|
SU867472A1 |
| Устройство для калибровки цилиндрических изделий | 1980 |
|
SU884801A1 |
| Машина для гидропластической обработки трубчатых изделий | 1983 |
|
SU1335484A1 |
| Штамп для вырубки и вытяжки деталей с фланцем | 1982 |
|
SU1039613A1 |
| Устройство для гофрирования листового материала | 1979 |
|
SU882767A2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1972 |
|
SU340481A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |