(54) ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА РАБОЧЕЙ ЧАСТИ ПЯТИЗУБЫХ РАЗВЕРТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747855A1 |
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 1999 |
|
RU2157508C1 |
| Устройство для контроля параметров резьбы деталей | 1986 |
|
SU1397702A1 |
| Устройство для измерения радиального биения канавок в поршне | 1980 |
|
SU911124A1 |
| Прибор для контроля ходовых винтов станков | 1981 |
|
SU986613A1 |
| Устройство для контроля заднегоуглА цилиНдРичЕСКиХ РАзВЕРТОК | 1977 |
|
SU838322A1 |
| Прибор для измерения линейных величин | 1975 |
|
SU696266A1 |
| Устройство для контроля шпоночного газа | 1975 |
|
SU611105A1 |
| Устройство для измерения расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747856A1 |
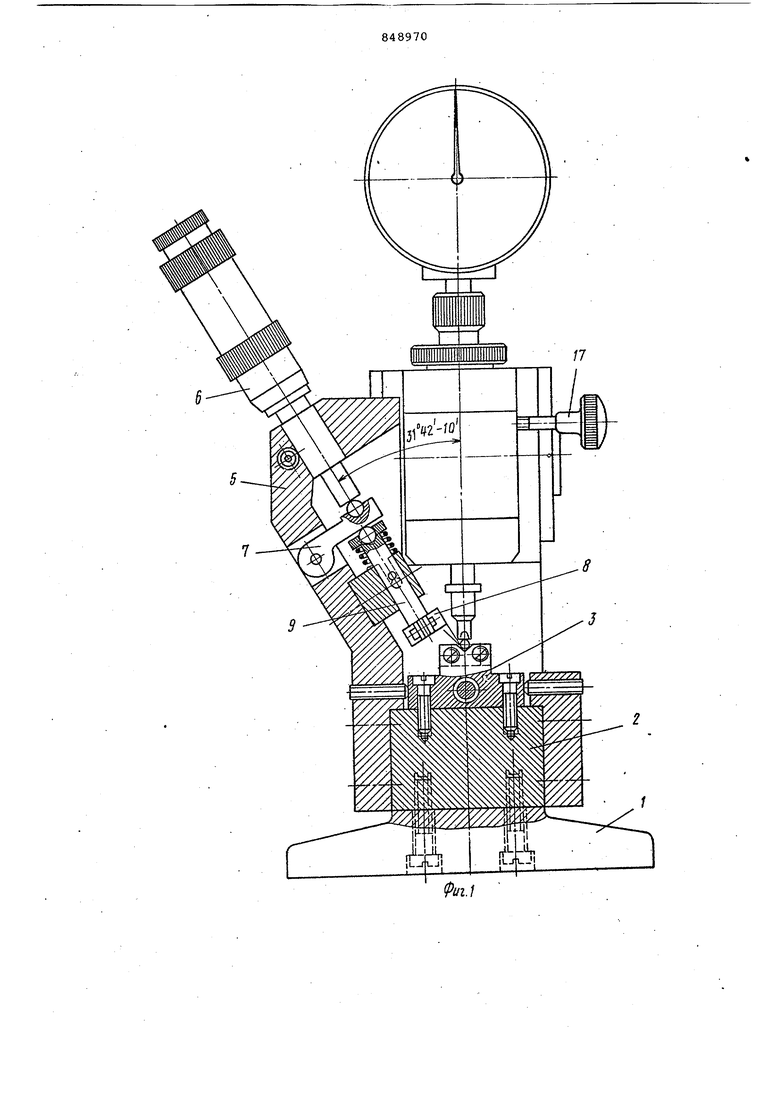
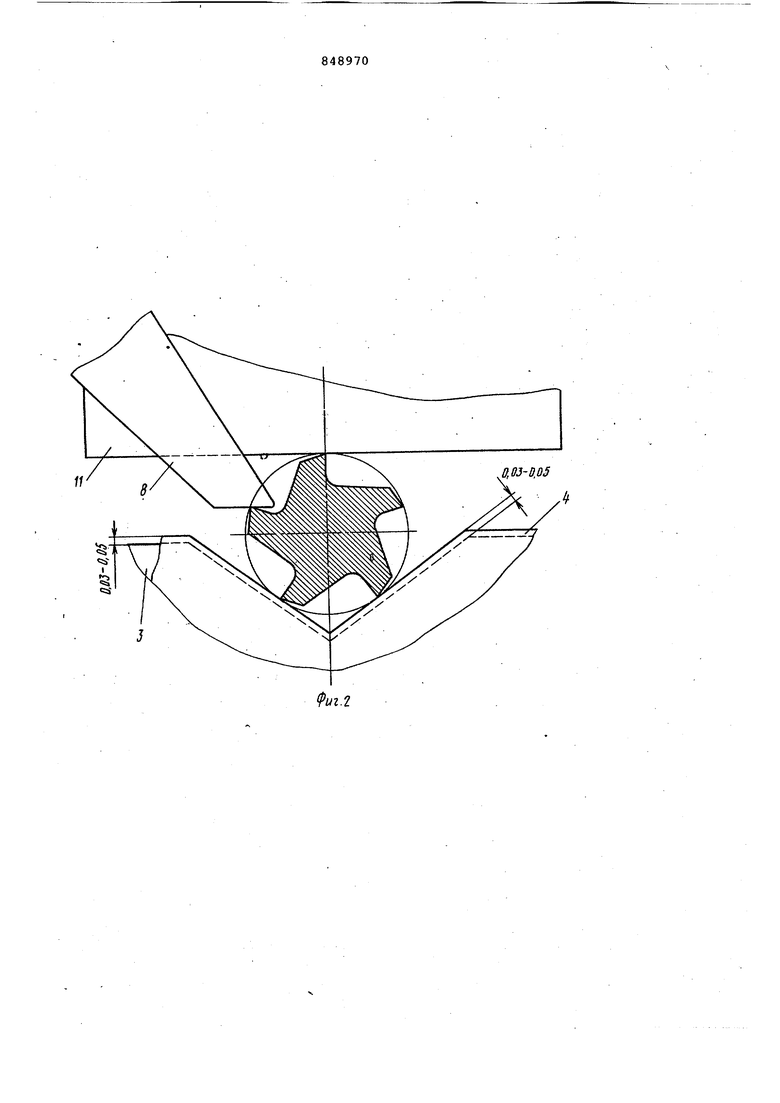
Изобретение относится к измерительной технике и может быть испольэовано для измерения диаметра рабочей части пятизубых разверток. Известен прибор для контроля зубчатых- изделий, сЬдержащий основание закрепленную на н-ем стойку, базирующую призму с углом 108°, измерительну головку с нaкoнeчникo 4 и упор I . Однако вследствие того, что развертки имеют весьма .малую ширину цилиндрической поверхности на вершинах зубьев (0,05 - 0,15 мм), правильная установка их в призме относительно оси измерительной головки затруднительна, что служит лричиной нестабильности показаний и большой трудоемкости процесса измерен Я. Цель изобретения ,. - повышение точности. Поставленная цель достигаетсятем, что прибор снабжен микровинтом, укрепленным на стойке под углом 31° 42 к плоскости симметрии призмы, штоком, ось которого параллельна оси микровинта, компенсирующим рычагом, находящимся в контакте с микровинто и штоком, с укрепленным на нем упором, взаимодействующим с режущей кромкой контролируемой развертки, из мерительным стержнем, ось которого совпадает с плоскостью симметрии призмы, взаимодействующим с цилиндрической поверхностью зуба контролируемой развертки, вторым компенсирующим рычагом, находящимся в контакте с наконечв иком измерительной головки, измерительным стержнем и дополнительным регулируемым упором для фиксации осевого положения контролируемой развертки. На фиг.1 показан предлагаемый прибор, вид спереди в разрезе; на фиг.2 -схема базирования развертки в призме; на фиг.З - прибор, вид сбоку в разрезе. На основании 1 закреплена стойка 2с базирующей призмой 3, имеющей угол , посредине которой распо.-ожена твердосплавная вставка 4 (фиг.2), поверхности которой возвышаются на О ,,03 - 0,05 мм над остальной частью . Под углом 31° 42 к плоскости симметрии призмы 3 на кронштейне 5 расположен микровиит 6, с помощью которого через, компенсирующий рычаг 7, устанавливается упор 8, укрепленной на подпружиненном штоке 9. Отнесение
плеч компенсирующего {йлчага равно 1,11.
Расчет величин угла 31° 42 и отйошения плеч компенсирующего рычага произведен таким образом, что правильное положение - цилиндрической поверхности зубьев проверяемой развертки относительно измерительного стержня 10 (фиг.2), достигаемся установкой показания микровинта 6, равным величине диаметра проверяемой развертки.
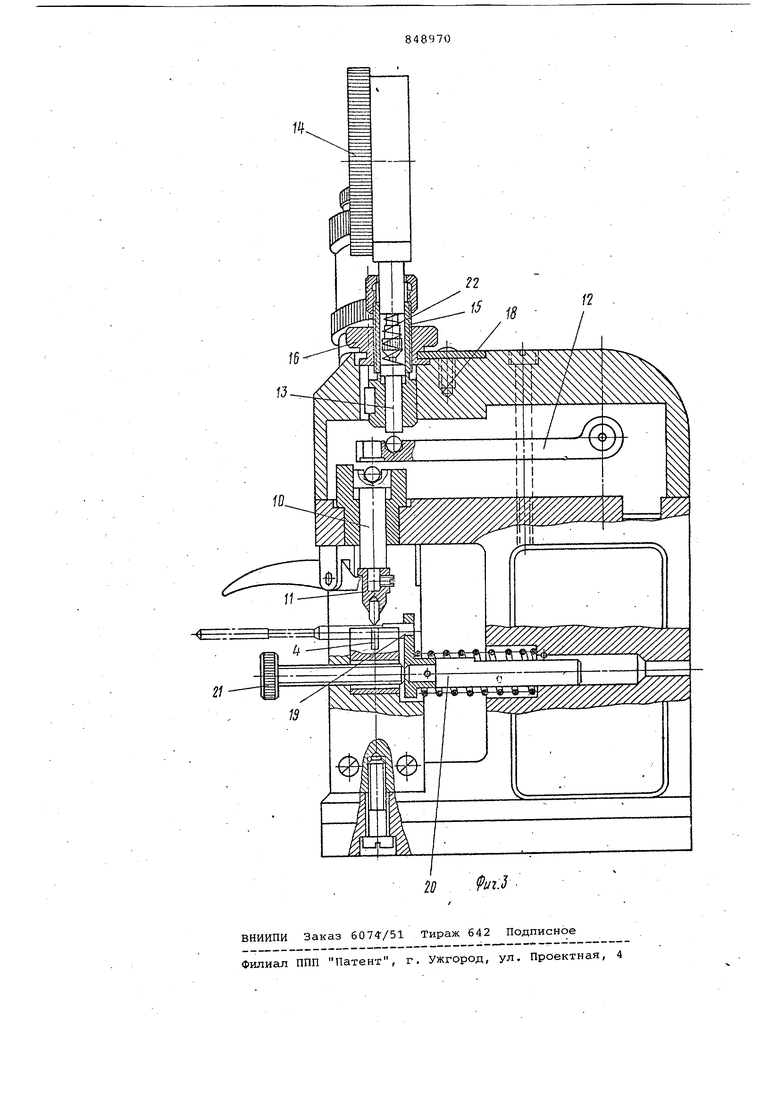
Измерительный стержень 10 находится над призмой 3 в консольной части основания 1 прибора, ось стержня совпадает с плоскостью симметрии призмы На измерительном стержне укреплен наконечник 11. Перемещение измерительного стержня 10 через второй компенсиру(рщий рычаг 12 и шток 13 передаются наконечнику измерительной головки 14.
Отношение расстояния от оси поворота второго коГШенсирующего рычага 12 до оси измерительного стержня 10 к расстоянию от той же оси поворота до оси измерительной головки 14 равно 1,118, что делает показания измерительной головки равными действительным отклонениям диаметра проверяемой развертки, т.е. исключает нeoбxoдиzvIocть каких-либо результатов измерения.
Промежуточный шток 13 и измерительная головка 14 укреплены в цанге 15 и их положение может регулироваться по высоте с помощью гайки 16, находящейся на резьбовой части цанги. Фиксация цанх-и производится винтом 17. Ось рычага 12 и узел измерительной головки крепятся в крышке 18.
Для фиксации положения осевого сечения проверяемой развертки относи тельно оси измерительного штока прибор снабжен дополнительным регулируемым упором 19, укрепленным в подпружиненной державке 20, находящейс в основании 1,
Изменение положения упора 19 достгается с помощью винта 21, ввинчиваемого в стойку 2,
Измерительное усилие создается пружиной 22, находящейся в отверстии цанги между контактным штоком 13 и торцом шпинделя измерительной головки 14. Величина измерительного усиг ЛИЯ равна около 200 СН, что предотвращает опрокидывание проверяемой развертки при установке ее в базирующей призме 3.
Для настройки прибор снабжается комплектом цилиндрических эталонов с диаметрами, соответствующими диаметрам проверяемых разверток.
Прибор работает следующим образом
в базирующую призму 3 устанавливается аттестованный цилиндрический эталон, номинальный диаметр которого равен номинальному диаметру проверяемой развертки, и путем регулирования гайки 16 измерительной гОловки стрелка последней устанавливается на нуль. Перед этим, путем вращения микровинта б, упор 8 отводится с тем, чтобы он не мешал установке цилиндрического эталона. После установки прибора на нуль микровинт 6 устанавливают так, что отсчет по микровинту равен номинальному диаметру .проверяемой развертки. Затем поворотом винта 21 устанавливают упор 19 так, что ось измерительного наконечника 1 проходит через проверяемое сечение развертки.
При измерении развертку рабочей частью кладут на базирующую призму и прижимают к упору 19. Далее -развертку поворачивают вокруг ее оси до соприкосновения режущей кромки с упором 8 и по шкале измерительной головки 14 отсчитывают отклонение диаметра развертки от диаметра цилиндрического эталона.
изобретение позволяет повысить точность и снизить трудоемкость контроля диаметра рабочей части пятизубых разверток.
формула изобретения
Прибор для контроля диаметра рабочей, части пятизубых разверток, содер„.жащий основание, закрепленную на нем стойку, базирующую призму с углом 108 измерительную головку с наконечником и упор, отличающийс я тем, что, с целью повышения точности, он снабжен микровинтом, укрепленным на стойке под углом 21° 42 к плоскости симметрии призмы, штоком, ось которого параллельна оси микровинта, компенсирующим рычагом, находящимся в контакте с микровинтом и штоком, с укрепленным на нем упором, взаимодействующим с режущей кромкой контролируемой развертки, измерительным стержнем, ось которого совпадает с плоскостью симметрии призмы, взаимодействующим с цилиндрической поверхностью зуба контролируемой развертки, вторым компенсирующим рычагом, находящимся в контакте с наконечником измерительной головки, измерительным стержнем и дополнительным регулиру емым упором для фиксации осевсзго положения контролируемой развертки. .
Источники информации, принятые во внимание при экспертизе
