ИзвестнЕз способы изготовления крутоизогнутых фитингов со стенками равной толщины.
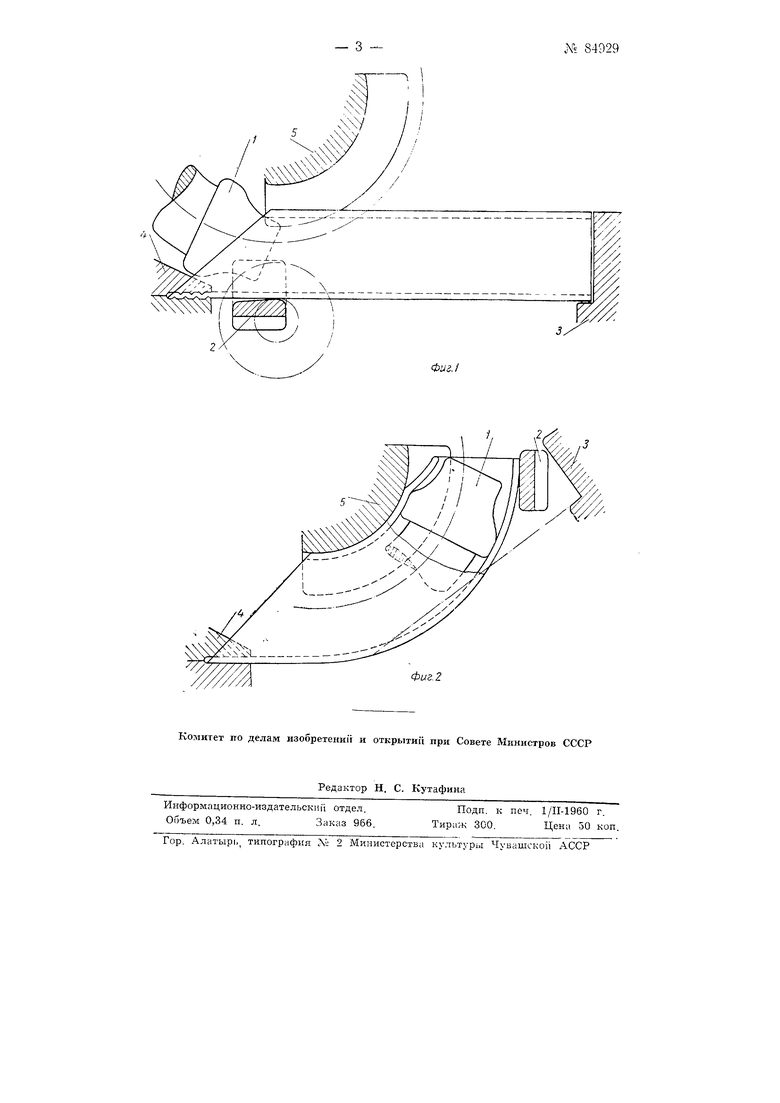
В предлагаемом способе нагрев заготовки производится вне места деформации, в нечи илп индукторе. В период деформанни металла заготовка ограничена не только )и, но и снаружи н при обратном .ходе пресса производится дополнительная калибровка фитинга. Все это способствует значительному увеличению нроизводительностп установки и улучшению качества выпускаемых фитинговНа фиг. 1 изображено положение заготовки в нрпспособлении перед изгибом; на фиг. 2-положение заготовки в процессе изгиба.
Сущность способа заключается в следующем.
Заготовкой является кусок отрезанной трубы, равны по объему металла объему изготавливаемого фитипга с учетом угара и обрезки. В зависимости от способа крепления заготовки в приспособлении она может иметь различную конфигурацию.
Для удобства крепления заготовки клещами, установленными на плите приспособления, заготовка режется так. что с одного торца срез перпендикулярен к ее оси, а с другого торца - наклонен к ней под углом 45-50. Толщина стенки заготовки равна толщине стенки получае.мого фитинга. Температура нагрева 1100-1200.
После укрепления горячей заготовки в приспособлении пресс включается, его ползун получает поступательное движение, через кривощип и кулису сообщает пуансону 1 движение по дуге (радиусом которой является ось изготавливаемого фитинга) и, входя внутрь трубной заготовки, растягивает ее по диаметру.
По мере входа пуансона 1 в середину заготовки ползушка 2 (или ролик), укрепленная на вращающейся кулисе и двигающаяся но траектории дуги наружного радиуса изготавливаемого фитинга, начинает изгибать заготовку. В этом ей оказывает помощь хвостовой пор 3, который также изгибает заготовку и движется по копиру по траекто
te 84929- 2 рии конца заготовки при суг изгибе. ХвостовоГ упор 3, являющк ;с5; одновремелно и задним креплением зял-отовки, припимает на себя часть усилия деформации, которое испытывает переднее кре1;ление (клещи) 4.
Следуя за ползушкой 2 по кривой пуапсои 1 растягивает заготовку до задаппого диаметра фитинга, распределяя утолстивший стсику избыточный металл, образовавшийся ири изгибе заготовки, равномерно по диаметру. Необходимая толщина етепки фитинга гарантируется ограничением течения металла енарл-жи матрицей 5.
После окончания рабочего хода и выхода пуансона 1 нз заготовки прессу сообщается обратпый ход. Пуапсон, при этом, следует но той же траектории и еовместио с матрицей калибрует остываюишй фитинг. За пуансоном по своей тршектопии движется ио,, проглаживая фитинг со сторО п.1 его выпуклой части. По окоичаниг обратного хода переднее кр..н лепие (клеи1и) ослабляется при помощи эксцентрика и фитит- может легко выпут из ириспособле П1я.
П р е д r е т н з о б р е т е п и я
Способ изготовления крутоизогнутых фитиигов иа кривошипнь х и других прессах, о т л и ч а ю гц п ii с я тем, что, с и.елью увеличения производительности установки н улучгчепия качества изделия, нагрев заготовки производится вие меета деформации,а в период деформации заготовка ограничивается не только нзпутри, vio и с паружн.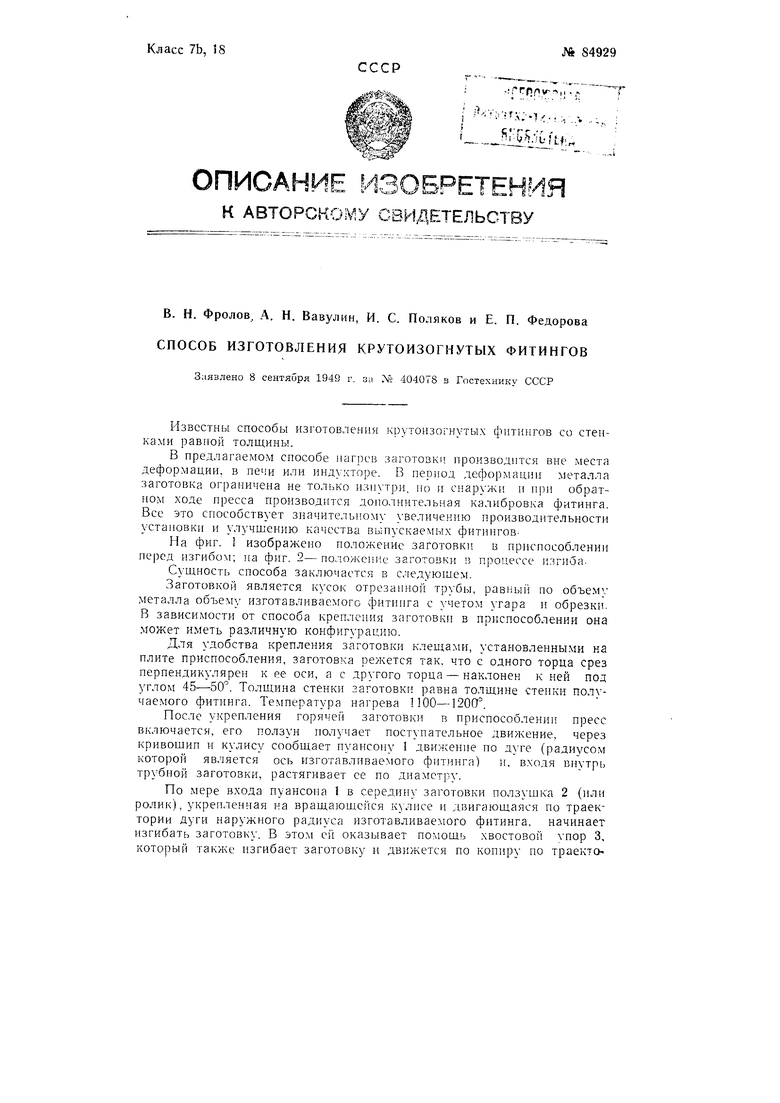
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесшовных крутоизогнутых фитингов | 1952 |
|
SU114533A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ФОРМОВКИ КРУПНОГАБАРИТНЫХ ОБШИВОК | 1980 |
|
SU858233A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Способ изготовления крутоизогнутых тонкостенных переходников | 1988 |
|
SU1581411A1 |