Способы механической обработки направляющих лопаток турбины известны. Окн имеют следуюиглс нсдостйтк ::. При креплении по спинке лопатка от прижимно о спрокидыгзается, что создает непаралле.тьность обрабатываемых iio:-;epxiiocTeir; К1)еп;:ение пятки лопатки не обеспечивает получения надеж;1оГ; и точной базы, которой для последующих операций должна явиться пятка; |.;еет место многобазовость (лопатка обрабатывается от игести переходных баз); ириспособления для установя и закрепления лопатки iie дают необходимой точности обработки и требуют большого KivniHccTBa контролируюнгнх приборов; миотоместиые приспособления конструктивио сложны и громоздки.
Описываемый кассетный способ отличается от известных тем. что все замковые поверхности лопатки п;)о.ходят группову:о обработку при единичном закреплении детали в ед1:ной кассете от неизменной базы, в качестве которой служат выходная кромка и хорда п;)офиля в среднем сечении пера лопатки.
Предлагаемый кассетный способ механической обработки направЛЯЮН1НХ лопаток турбины позволяет организовать их поточное производство, резко сократить трудоемкость изготовления, получить лопатки взаимоза-меняемыми и rapaiiTnpyiGKUiMn стабильность проходных сечепий соплового аппарата, сократить трудоемкие операции контроля, резко упростить его.
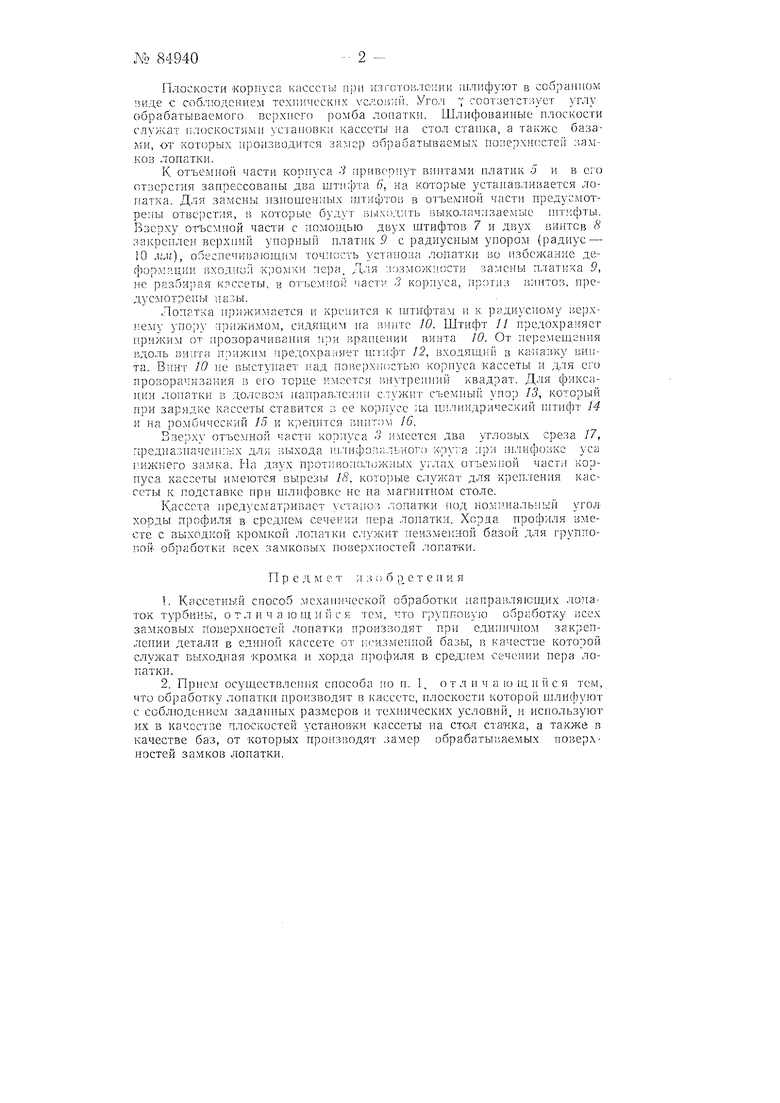
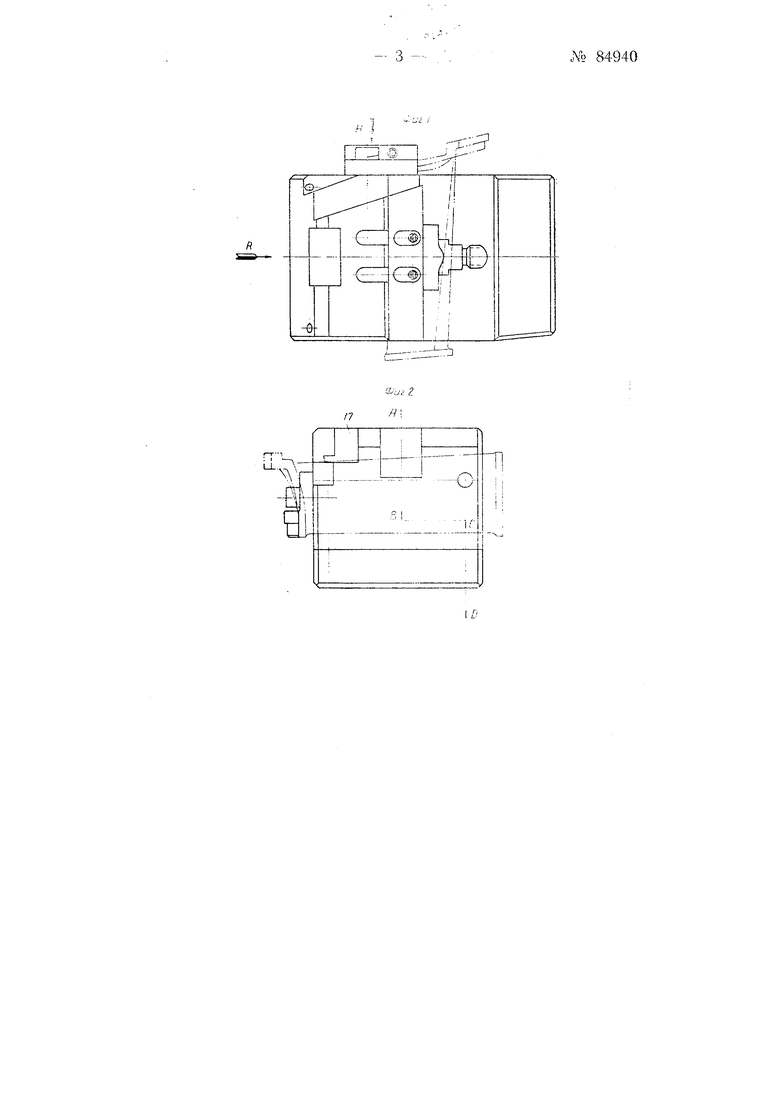
На фиг. 1 схематпчееки изображена кассета, вид в плане; па фиг. 2- кассета, вид по стрелке R; па фиг. 3-разрез кассеты по ABCD; на фиг. 4 - кассета, вид по стрелке Q; на фиг. 5 - то же, вид по стрелке Я; на фиг. 6 - разрез по А7С; на фнг. 7--разрез кассеты по ML па фиг. 3.
Корпус кассеты состоит из двух основных частей: уголыика / и отъемной части 3, постав.тенной на штифты 2 и закрепленноГ винтами 4. Запрессованные штифты 2 предназначены как для фиксации отъемпоп части в случае переборки кассеты, так п для предотврап ения сдвига отъемной части в том случае, если затяжка BHI:TOB 4 будет недостаточной.
№ 84940- 2 Плоскости корпуса кассеты при нзгото15ле1 ик шлифуют в собранном виде с соб,чюдснием технических услоииГк Угол , соот;зетстпует углу обрабатываемого верхнего ромба лопатки. Шлифованные плоскости служа илоосостямн yciaiioBKH кассеты на стол станка, а также базами, от которых Н1)оиз15однтся за:лер обрабатываемых rioBepxHocTeit замков лопатки.
К отъе: иой части корпуса -7 гтривернут винтами илатик 5 и в его отверстия запрессованы два штифта 6, на которые устанавливается лопатка. Для замены изношенных гитифтог; в отъемной части предусмотрены отверстия, I которые будут )дитв выколачиваемые пггкфты. Вверху отъемной части с помощью двух штифтов 7 и двух винтов 8 закреплен верхпий упорный платик 5 е радиусным упором {радиус - 0 мм), обеспечива10 днм точ:(;сть устаиова лопатки во избежание деформации 15ходно: KpoAiKu пера. 71,ля возможности замены илатика 9, не разбирая клссеты, в отьемной части . ко)нуеа, III)OTHB винтов, n ieдуе-мотрены пазы.
Лопатка прнжилтаетея и кренится к П1тнфтам н к радиусному исрх);ел1у упо:)у п 1ижимом, сидящим иа 5ипте 10. Штифт // предохраняет прижим от проворачивання Г1ри 15рап1ении винта 10. От не }емендения );доль випта прижим ире.тохранзтет нггифт J2, входящий в каКавку 1зннта. Випт 0 не выступает над по15срхпостью корпуеа кассеты и д.тя его нроворачизапия в его торце имеется 1-гнутре 1ннй квадрат. Для фиксации лопатки в долевом палрав.леннн е. съемпый упор /3, который нри зарядке кассеты ставится в ее корпусе ла пгглицдрический Н1тифт 14 ц на ромбическнй У5 к крепится влтнтом 16.
предназначенных для выхода тп.тнфовального круга при nnnqjoBKC уса нижнего замка. Fla двух прот1п ог1оложных углах отъемной части корпуса кассеты имеются вырезы 18, кс)то)ые елужат для креп.тения кассеты к подставке при П лнфовке не на магнитном столе.
Кассета предус1матривас-т устапО.з .чопатки под ном П{альиый угол хорды профиля в среднем сечении нера лопатки. Хорда профиля вместе с выходкой крОМкой лопаткп с.чужит пеизменной базой для групповой об 1аботкн всех замковых поверхностей лопатки.
Пред м е т и в о б це т е и и я 1. Кассетный способ механической обработки направляющих лоназамковых поверхностей лопатки производят при еднпичцо.м закреплении детали в единоГ кассете от 1чеизменной базы, в качестве которой служат выходная -кромка и хорда профиля в среднелт сечении пера лопатки.
2. Прием оеущеетвлеипя споеоба но п. 1, отличающийся тем, что обработку лоиатки производят в кассете, илоскост которой шлифуют с соблюдением задаппых размеров и техпическнх условий, н используют их в {ачестзе плоскостей установки кассеты па стол станка, а также п качестве баз, от которых производят замер обрабатываемых поверхностей замков лопатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| ЗАРЯДНЫЙ ШТУЦЕР | 1964 |
|
SU164531A1 |
| Ротор вентилятора авиационного ТРДД с длинными широкохордными пустотелыми лопатками с демпферами | 2019 |
|
RU2727314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Пустотелая широкохордовая лопатка вентилятора. Способ её изготовления. | 2016 |
|
RU2622682C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2302938C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
L-L
U
.,,
.-.bf84940, «
ч ffi
