I
Изйбретеиие относится к прокатному производству и может найти применение в пр жзводстве закрытых про4«лей для улучшения качества, интенси кации процесса и обеспечения условий однозначной деформации участков профиля.
Известен блок трехрадиусных валковых калибров клетей непрерывного трубопрофидьного стана. В данном стане радиусы углов закругления калибров в первых клетях приняты больпи и убывают по степеннойзависимрета X последнему калибру до радиусе, равного радиусу закругления углов готового профиля. Этот стан позволяет точно получать все параметры калибров |.
Однако в известном стане нет возможности интенсивно формировать углы профиля в первых клетях стана, так как .радиусы углор закругления калибров, в 3-4 раза больше радиусов закругления готового . Дуги
закру глений углов формируются в последних клетях, где металл уже наклепан, поэтому металл в углы в последних калибрах стана не заходит и получить заданные углы на готовом профиле нет возможности, а так как труба в поперечном сечении имеёт рГазшле механические свойства и разную толщину стенки,то радиусы углов и закругления на готовом ррофиле получаются разные.
10 Кроме того, в первых клетях, стана,где металл еще не наклепан, невозможно получить малые радиусы.закругления, так как калибры имеют большие радиусы уг1}ов закругления.
15
Цель изобретения - повышение точности геометрнческнх размеров готового профиля.
Поставленная цель достигается тем,, что углы закругления каждого Калибра в первойполовине стана.описаны дугами, радиус которых в 2-3 раза меньше радиуса дуг углов закругления
калибров во второй половине клетей стана.
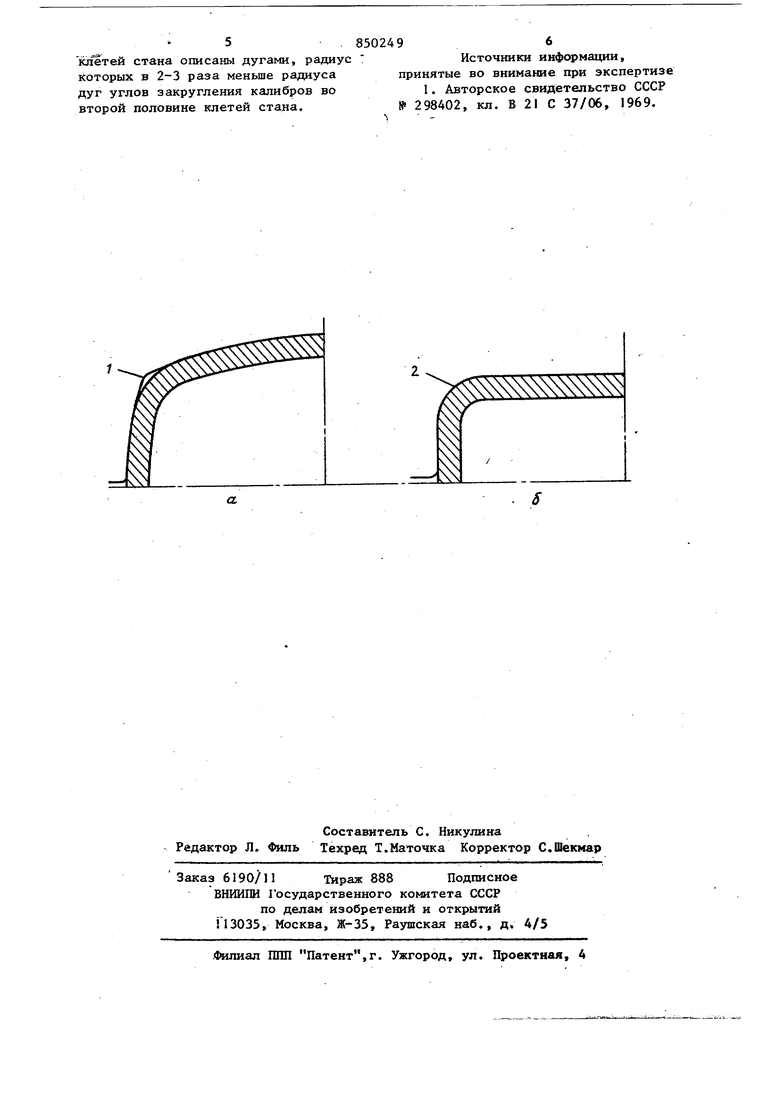
На чертеже показаны квадранты калибров; где О - калибр с трубой первых клетей стана; б - калибр с трубой последних клетей стана, кроме того, обозначены угол J закруглеЮ1Я калибров в первых клетях, где ме.талл не заполняет калибр и угол 2 закругления калибров в последних кле тях, где металл заполняет калибр. . Л|рокатка про шьных труб в предлагаемых калибрах осуществляется слеAVKI IM образом.
Калибры первых клетей в углах закругления описашд дугами, радиус которых меньше радиуса углов закругления последних калибров стана в 2-3 раза. В первых Калибрах стана труба .деформируется с ребрами, радиус закругления которых получается близким но неравным радиусу углов 1 закруглния калибров. Неравенство радиусов закругления углов калибра и профиля объясняется тем, что металл не заполняет углы калибра с малыми радиусами. Но при соотношении радиусовзакругления углов калибров первых клетей стана и последних равном 2-3 на проявите в первых калибрах лолучаются ребра с радиусами закругления меньшими радиусов закругления углов калибров последних клетей стана. Из последних калибров труба выходит с ребрами рада{усы закругления которых получшотся равными радиусу углов закругления последних калибров и рав«Ы(в1 между собой.
П р и м е р . В первые клети, калибры которых иметот радиус закругления углов, равщй 5 мм задается труб В этих калибрах труба получается с pe6pa ai, рада1усы закругления которых равпд 8 - 9 «м, так как металл не заполняет угшл калибра. Эта труба поступает в последние калибры, радиусы закругления углов KOTOpibtx в 2-3 раза радиусов закругления углов первых калибров и равны 1015 мм. В последних калибрах труба де:фор в1руется и получает ребра с радиусаии закругле1шя, равяымц рада1уса закругления углов 2 этих , выбранными paBiSia « требуемому радаусу закругления углов на готовой. трубе.
Соотношение pawiycoB закругления углов калибров первых кле-гей стана
ипоследних 1: (2-3) принято из экспериментальных данных. Только при таком соотношении происходит незаполнение углов калибров первых клетей стана металлом, а в последних происходит деформация металла трубы по углам. Если в первых калибрах стана с радиусами закругления углов 5 мм Труба получается с ребрами, радиусы закругления которых равны 8-9 мм, так как металл не заполняет углы калибра (данные эксперимента и опытных прокаток, то в последних калибрах для обеспечения деформации профиля по углам необходимо имет радиусы закругления больше, чем радиусы закругления на трубе, поступющей в эти калибры из первых клетей, т.е. в первых клетях стана труба .получается с радиусами закругления 8-9 мм и поступает в последние катшсВры с радиусами закругления 10 - 15 мм (можно иметь калибры с радиусами закругления 10 мм, так как 10 8 - 9, можно 15 мм, больше, так как труба потеряет устойчивость. Интервал 10-15 мм принимается по требованию заказчика труб. Поэтому получается соотношение 5 : (10-15 I : (2-3),.
Предлагаемый блок трехрадиусшлх валковых калибров позволяет получать профильные трубы с задаш5 1ми и равными радиусами закругления углов профиля, а также снизить обжатие до 5%, что дает снижение энергетических затрат и экономии энергии на 10-17%. Снижение обжатия позволяет дпя профилирования использовать трубные заготовки меньшего диаметра, что дает экономию металла на 4-6% на одну тонну.
Предлагаемое изобретение может быть испол1 зовано на предприятиях, выпускакщих закрытые про мдьные трубы прямщзггольного и квадратного сечений.
Формула изобретения
Блок трехрадиусных валковых ка- либров клетей непрерывного трубопрофильного стана, отличающи.йс я тем, что, с целью повьш1ения точности геометрических, размеров готового .профиля,углы закругления каждого калибра в первой-половине
5850249
клетей стана описаны дугами, радиус
которых в 2-3 раза меньше радиуса дуг углов закругления калибров во второй половине клетей стана.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 298402, кл. В 21 С 37/06, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковые калибры | 1978 |
|
SU719772A1 |
| Валковый калибр | 1977 |
|
SU799844A1 |
| Технологический инструмент редукционного стана | 1987 |
|
SU1414486A1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Гладильная клеть трубоэлектросварочного стана | 1983 |
|
SU1181732A1 |
| Способ продольной прокатки профильных труб | 1984 |
|
SU1180095A1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
