(54) ПОДВЕСНОЙ КАНТОВАТЕЛЬ ОПОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |
| КАНТОВАТЕЛЬ ПОДВЕСНОЙ | 2012 |
|
RU2531640C2 |
| Устройство для кантования и загрузки многоместного транспортно-пускового контейнера в вертикальную пусковую установку | 2022 |
|
RU2788549C1 |
| Устройство для кантования изделий | 1975 |
|
SU567549A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Кантователь | 1985 |
|
SU1291222A1 |
| Подвесной кантователь опок | 1986 |
|
SU1423278A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| Захват-кантователь | 1981 |
|
SU998302A1 |
| Захват-кантователь | 1979 |
|
SU885139A1 |
1
Изобретение относится к механизации подъемно-транспортных операций и кантовке опок при изготовлении литейных форм и может быть применено в литейных цехах различных областей машиностроения, в которых транспортировка и кантовка опок осуществляется с помседью грузопоподъемных кранрв а также в других областях промьшшенНОС7И, где требуется кантовка на .180 грузов на цапфах.
Известен кантователь опок с электроприводом, содержащий траверсу, звездочки с переброшенными через них цепными стропами и электропривод для осуществления вращения звездочек ILj .
Для питания электропривода требуется подвод электроэнергии к кантователю, что сопряжено с известными трудностями.
Бели исключить подвод электропитання с помощью навесных кабелей, пеяключенншс к цеховому распредщиту, то требуется специальное переоборудование крана для подвода питания от его электросхеивл к кантователю, а кранов общего назначения с отбором питания от них на навесные устройства прокыашенностъ не выпускает. Кроме того, подвесной кантователь является сменньам грузозахватным устройством и при замене его другим требуется привлечение специалистаэлектрика для подктшчения и отключения питания, что снижает производительность работы крана.
Аналогичньми недостатками, связанными с наличием электропривода,обладгиот и другие известные подвесные
to кантователи опок, в том числе подвесгой кантователь опок фирмы Stolz, ФРГ pj,грузозахватная траверса.
Наиболее близка к предлагаемой грузоподъемная траверса для кранов,
IS работсцодая по принципу использования .собственного веса пачки бревен Для поворота ее на весу на заданный угол. Она содержит две балки, два гидроцилиндра, соединенные между собой 20 маслопроводами с двумя дросселями, .а также зубчато-реечную передачу pj.
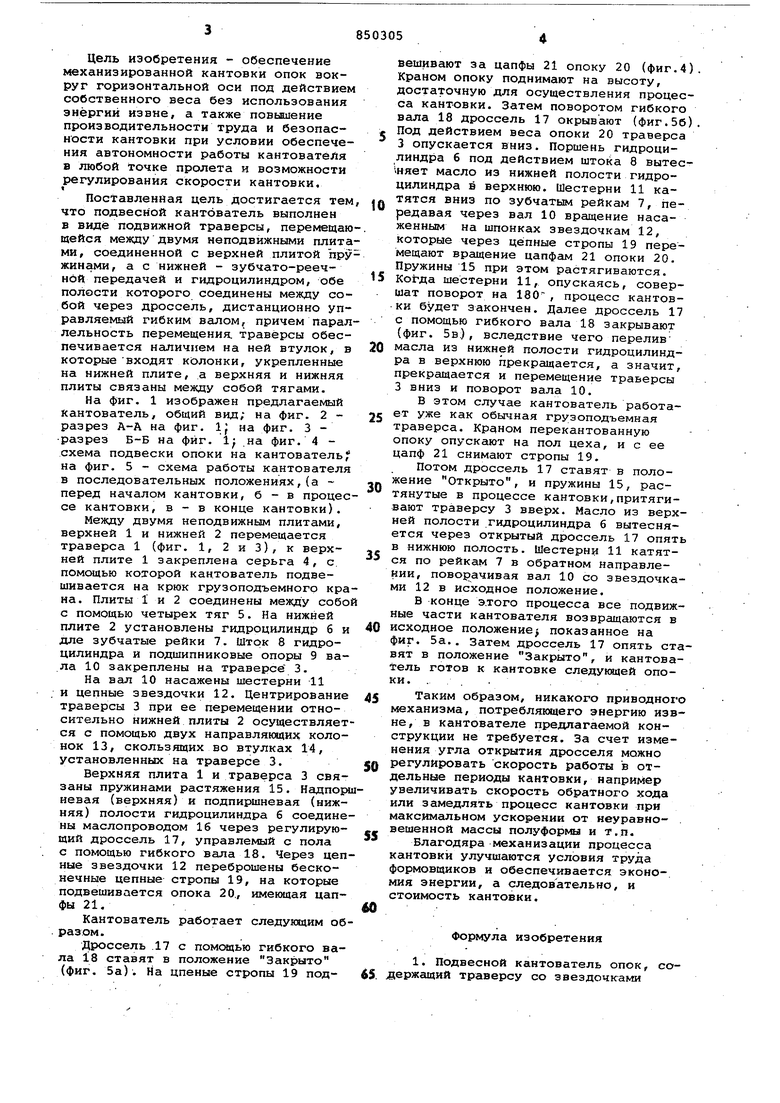
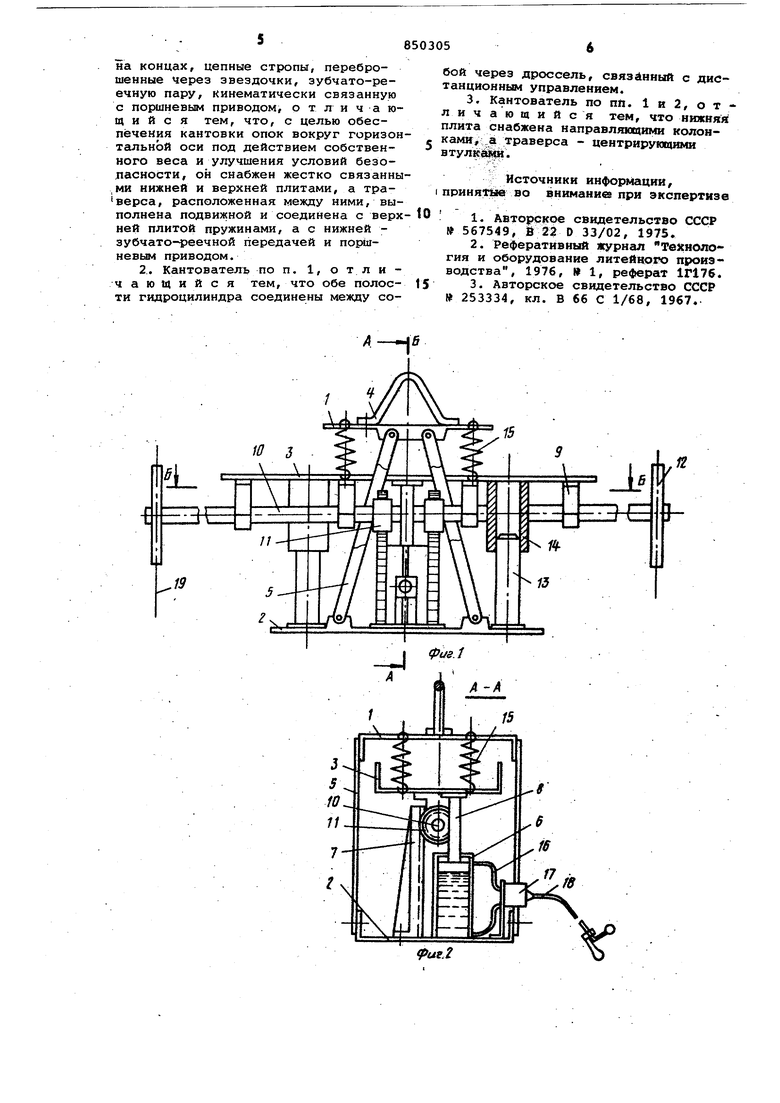
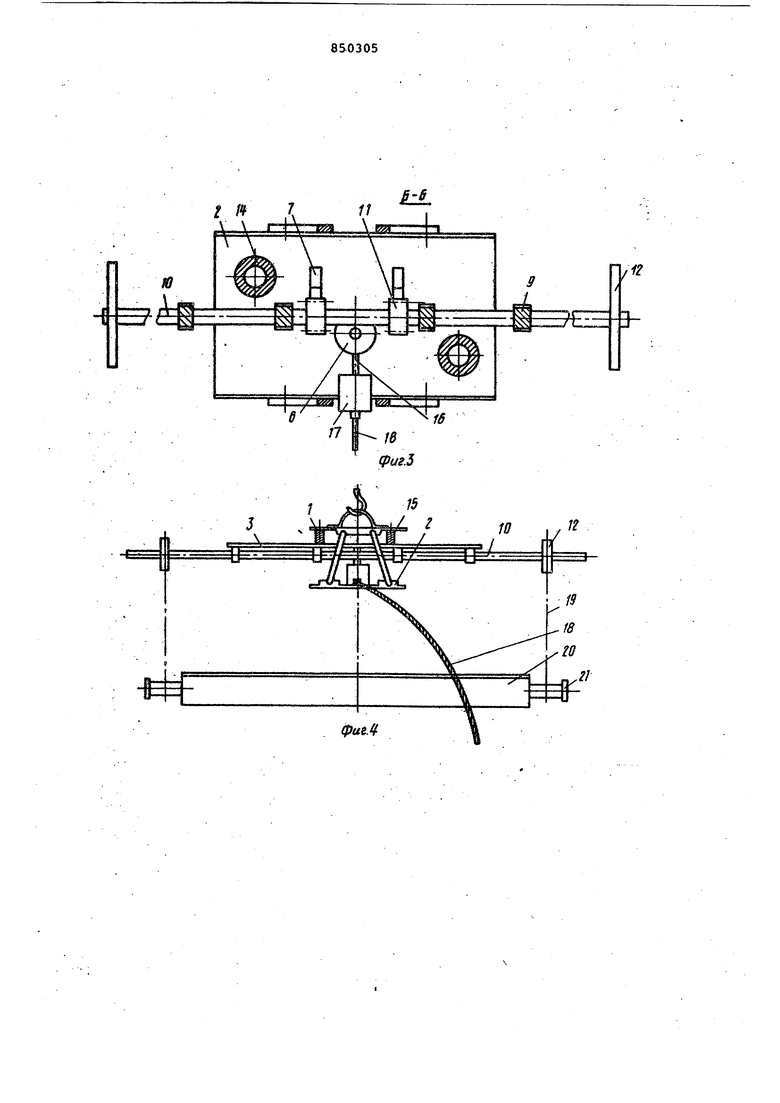
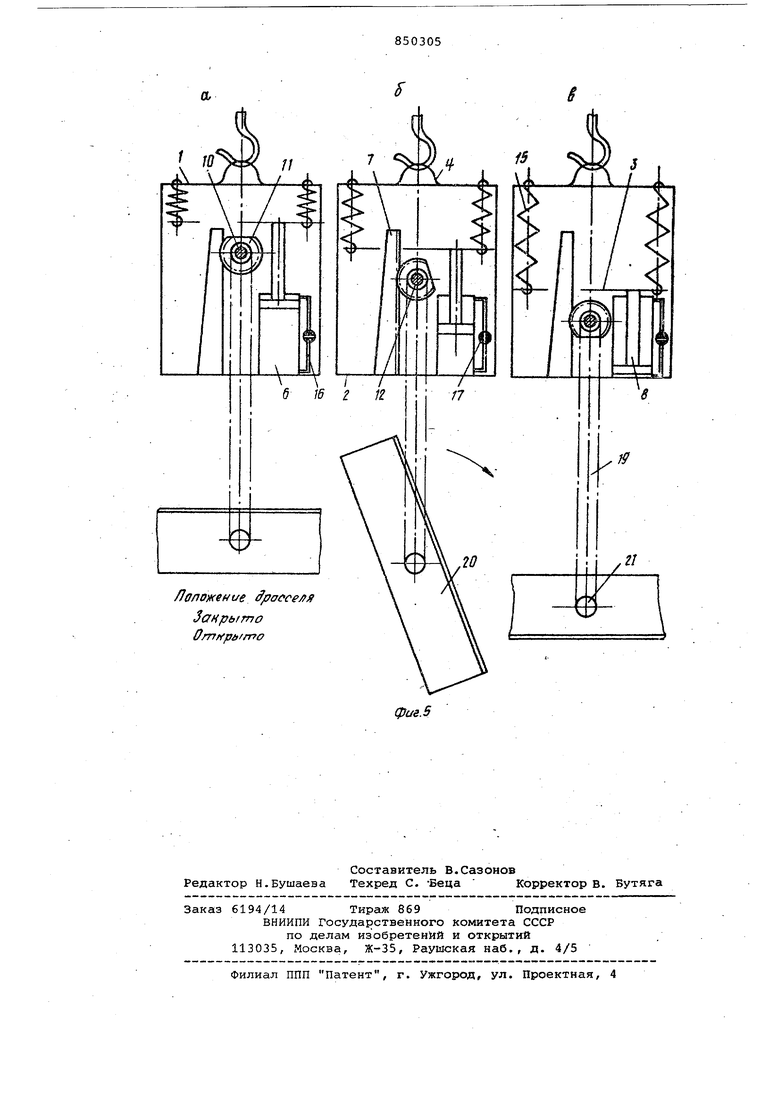
Недостатком указанной траверсы является то, что она может произво25дить поворот груза только вокруг ,вертикешьной оси и непримен1ша для кантовки опок вокруг горизонтальной оси. Кроме того, в траверсе скорость поворота в процессе работы ие регули30руется.- . Цель изобретения - обеспечение механизированной кантовки опок вокруг горизонтальной оси под действием собственного веса без использования энергий извне, а также повышение производительности труда и безопасности кантовки при условии обеспечения автономности работы кантователя в любой точке пролета и возможности регулирования скорости кантовки, « Поставленная цель достигается тем что подвесной кантователь выполнен в виде подвижной траверсы, перемещаю щейся между двумя неподвижными плита ми, соединенной с верхней плитой пру жинами, а с нижней - зубчато-реечной передачей и гидроцилиндром, обе полости которого соединены между собой через дроссель, дистанционно управляемый гибким валом, причем парал лельность перемещения траверсы обеспечивается наличием на ней втулок, в которые -входят колонки, укрепленные на нижней плите, а верхняя и нижняя плиты связаны между собой тягами. На фиг. 1 изображен предлагаемый кантователь, общий вид; на фиг. 2 разрез А-А на фиг. 1| на фиг. 3 разрез Б-В на фиг. 1; на фиг. 4 схема подвески опоки на кантователь на фиг. 5 - схема работы кантователя в последовательных положениях,(а перед началом кантовки, б - в процес се кантовки, в - в конце кантовки). Межлу двумя неподвижным плитами, верхней 1 и нижней 2 перемещается траверса 1 (фиг. 1, 2 и 3), к верхней плите 1 закреплена серьга 4, с. помощью которой кантователь подвешивается на крюк грузоподъемного кр на. Плиты 1 и 2 соединены между соб с помощью четырех тяг 5. На нижней плите 2 установлены гидроцилиндр б дле зубчатые рейки 7. Шток 8 гидроцилиндра и подшипниковые опоры 9 ва ла 10 закреплены на траверсе 3. На вал 10 насажены шестерни 11 и цепные звездочки 12. Центрировани траверсы 3 при ее перемещении относительно нижней плиты 2 осуществляе ся с помощью двух направляющих коло нок 13, скользящих во втулках 14, установленных на траверсе 3. Верхняя плита 1 и траверса 3 свя заны пружинами растяжения 15. Надпо невая (верхняя) и подпиршневая (ниж няя) полости гидроцилиндра 6 соедин ны маслопроводом 16 через регулирую щий дроссель 17, управлемый с пола с помощью гибкого вала 18. Через це ные звездочки 12 переброшены бесконечные цепные стропы 19, на которые подвешивается опока 20., имекицая цап фы 21. Кантователь работает следукядим о разом. Дроссель 17 с помощью гибкого ва ла 18 ставят в положение Закрыто (фиг. 5а). На цпеные стропы 19 подвешивают за цапфы 21 опоку 20 (фиг.4). Краном опоку поднимают на высоту, достаточную для осуществления процесса кантовки. Затем поворотом гибкого вала 18 дроссель 17 окрывают (фиг.5б). Под действием веса опоки 20 траверса 3 опускается вниз. Поршень гидроцилиндра 6 под действием штока 8 вытес-няет масло из нижней полости гидроцилиндра в верхнюю. Шестерни 11 катятся вниз по зубчатым рейкам 7, передавая через вал 10 вращение насаженным на шпонках звездочкам 12, которые через цепные стропы 19 перемещают вращение цапфам 21 опоки 20. Пружины 15 при этом растягиваются. Когда шестерни 11, опускаясь, совершат поворот на 180 , процесс кантовки будет закончен. Далее дроссель 17 с помощью гибкого вала 18 закрывают (фиг. 5в), вследствие чего перелив масла из нижней полости гидроцилиндра в верхнюю прекращается, а значит, прекращается и перемещение траверсы 3 вниз и поворот вала 10. В этом случае кантователь работает уже как обычная грузоподъемная траверса. Краном перекантованную опоку опускают на пол цеха, и с ее цапф 21 снимают стропы 19. Потом дроссель 17 ставят в положение Открыто, и пружины 15, растянутые в процессе кантовки,притягивают траверсу 3 вверх. Масло из верхней полости .гидроцилиндра б вытесняется через открытый дроссель 17 опять в нижнюю полость. Шестерни 11 катятся по рейкам 7 в обратном направлении, пово)ачивая вал 10 со звездочками 12 в исходное положение. В конце Э.ТОГО процесса все подвижные части кантователя возвращаются в исходное положение показанное на фиг. 5а.. Затем дроссель 17 опять ставят в положение Закрыто, и кантователь готов к кантовке следукяаей опоки. ... Таким образом, никакого приводного механизма, потребляющего энергию извне, в кантователе предлагаемой конструкции не требуется. За счет изменения угла открытия дросселя можно регулировать скорость работы в отдельные периоды кантовки, например увеличивать скорость обратного хода или замедлять процесс кантовки при максимальном ускорении от неуравновешенной массы полуформы и т.п. Благодяра механизации процесса кантовки улучшаются условия труда формовщиков и обеспечивается экономия энергии, а следовательно, и стоимость кантовки. Формула изобретения 1. Подвесной кантователь опок, со.держащий траверсу со звездочками на концах, цепные стропы, переброшенные через звездочки, зубчато-реечную пару, кинематически связанную с поршневым приводом, о т л и ч а гоад и и с я тем, что, с целью обеспечения кантовки опок вокруг горизон ташьной оси под действием собственного веса и улучшения условий безоласности, он снабжен жестко связанны ,ми нижней и верхней плитами, а траверса, расположенная между ними, выполнена подвижной и соединена с верх ней плитой пружинами, а с нижней зубчато-реечной передачей и поршневым приводом. 2. Кантователь по п. 1, о т л и ч а ю 1Ц и и с я тем, что обе полости гидроцилиндра соединены между собой через дроссель, связанный с дистанционным управлением. 3. Кантователь по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что нижняя плита снабжена направляицими колонками, а. траверса - центрирующими втулкшш. Источники информации, приняпю во внимание при экспертизе 1. Авторское свидетельство СССР 567549, В 22 D 33/02, 1975. 2.РеферативньШ журнал Технология и оборудование литейного производства, 1976, 1, реферат 1Г176. 3.Авторское свидетельство СССР 253334, кл. В 66 С 1/68, 1967.
