Кантователь может применяться в различных отраслях промышленности для переворота или поворота изделия на нужный угол. Так, в сварочном производстве кантователь может применяться для поворота сварных изделий, например, двутавровых сварных балок, на нужный угол, чтобы проварить все швы. В литейном производстве кантователь может применяться для переворота опок. При погрузочно-разгрузочных работах кантователь может применяться для перевозки и высыпания сыпучих и мелкоштучных материалов из тары, имеющей цапфы. В настоящее время на предприятиях нашего региона, чтобы перевернуть или повернуть сварную двутавровую балку на нужный угол, ее, зацепив краном с одной стороны, роняют на пол. При этом часто нарушается геометрическая форма собранной балки и создается сильный шум, от которого рабочие со временем глохнут. Поворот литейной опоки на противоположную сторону осуществляется за счет физической силы рабочих, преодолевающих силу трения, возникающую между цапфой опоки и цепным стропом. При этом часто рабочие ногами становятся на одну сторону опоки, а другую руками тянут на себя. Ноги при этом под опокой. В предлагаемом мною кантователе переворот или поворот подвешенного на кантователю с помощью крана-изделия осуществляется за счет веса самого изделия. В интернете на сайте http://www/maina-vira.ru/kantovateli/kantovateli-s-elektroprivodom.html представлен кантователь с электроприводом - ЗАО «Майна - Вира» - аналог предлагаемому мною кантователя: на траверсе из двутавровой балки смонтирован привод, состоящий из эл. двигателя, редуктора, тормоза, валов, выходящих с обеих сторон редуктора, на концах которых навешены цепи. По-моему, этот кантователь громоздкий, тяжелый, дорогой и неудобный в работе.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Заявленный кантователь по сравнению с существующим прост по конструкции, удобен в обслуживании.
Применение заявленного кантователя повысит производительность и безопасность труда.
Технический результат достигается тем, что кантователь, навешиваемый на крюк крана, состоит из корпуса с внутренними зубьями, нижняя средняя часть которого имеет вырез для выхода бесконечной цепи, навешенной на звездочку вала-шестерни, которая через подшипники соединена с двумя, имеющими противовес или пружинный механизм водилами, которые напрессованы на имеющую концевые шейки для тормозных шкивов ось, установленную на, имеющие площадки для тормозов, фланцы, которые прикручены болтами к корпусу с внутренними зубьями, к которому также приварены проушины, ножки и зубчатый венец, причем на зубчатом венце с помощью фиксатора фиксируется упор, регулирующий высоту подъема вала-шестерни по корпусу с внутренними зубьями для регулирования длины пути скатывания вала-шестерни и тем самым величины угла поворота изделия, при этом тормоза имеют двухскоростной электродвигатель гидротолкателя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
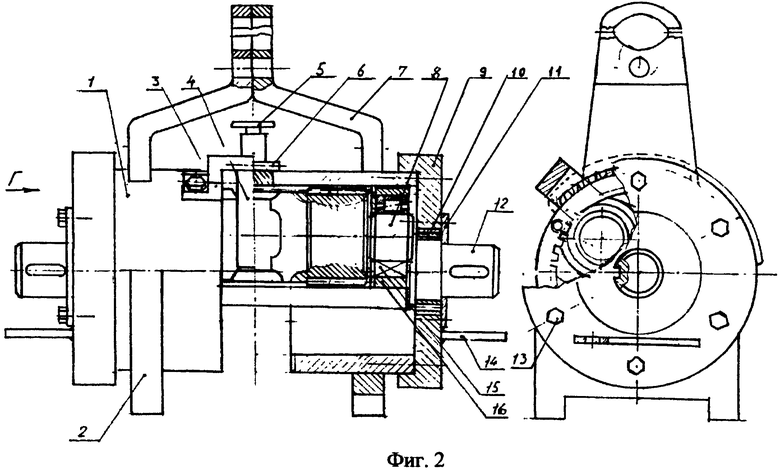
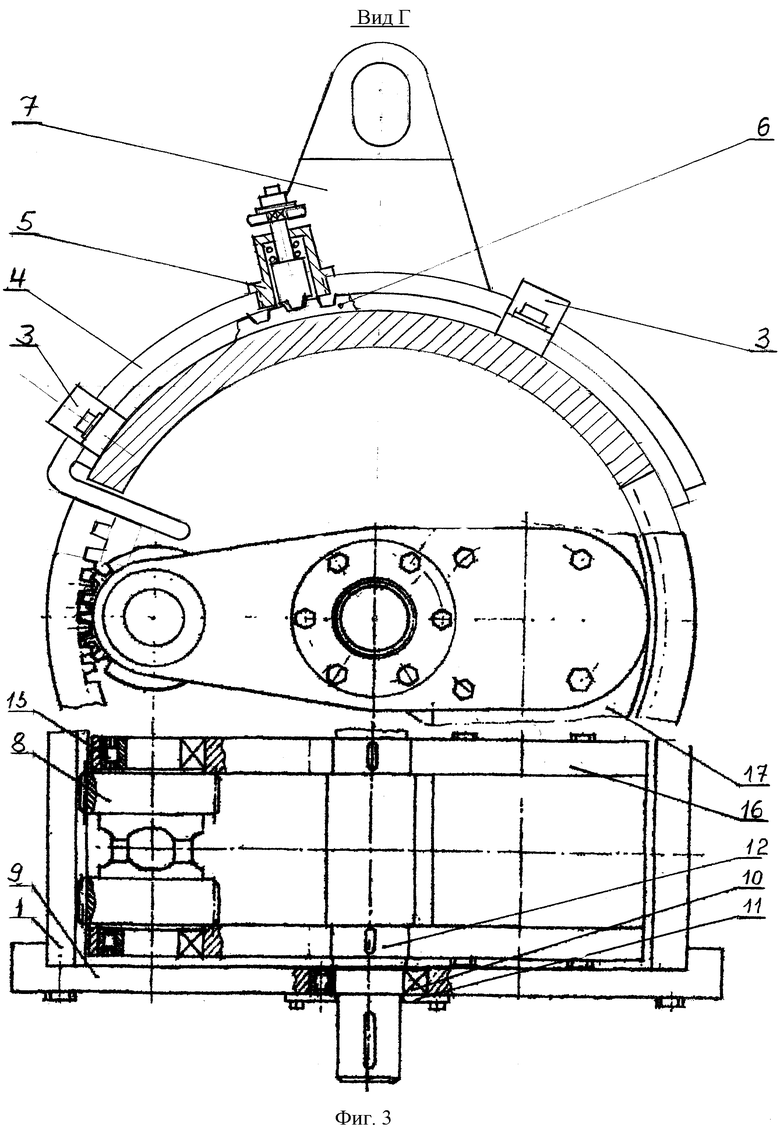
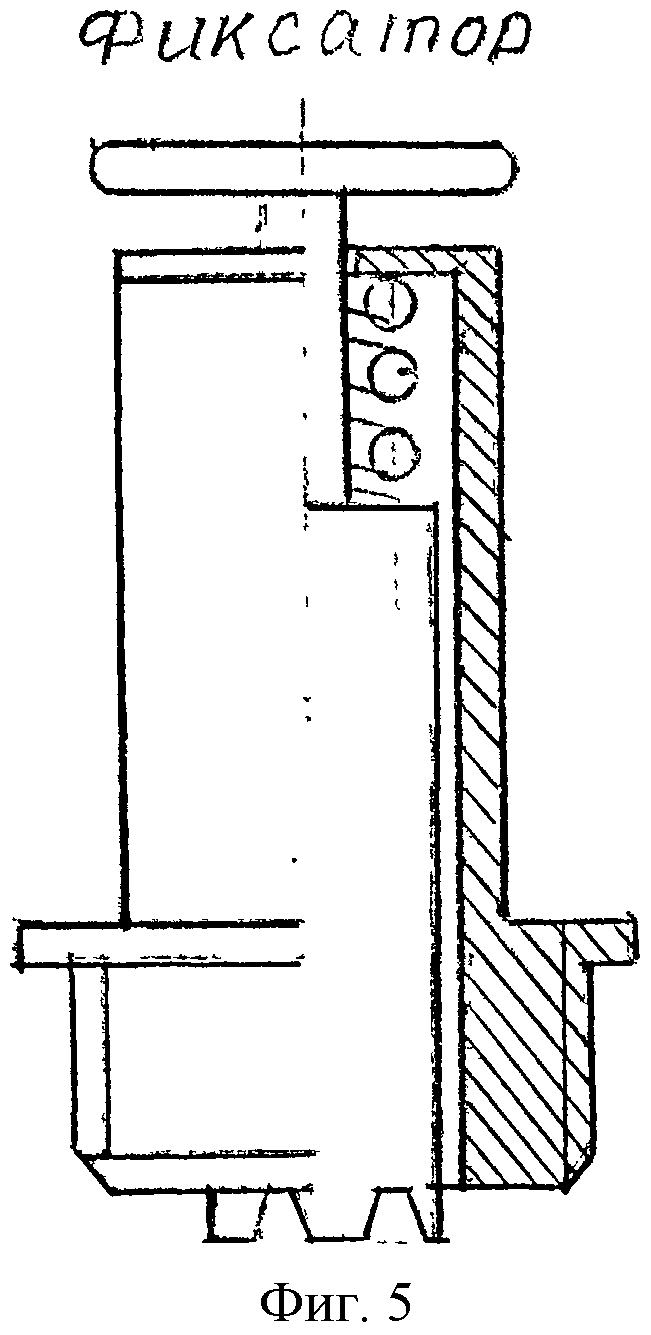
Для пояснения конструкции кантователя приложены необходимые чертежи: на фиг.1 показан общий вид кантователя, на фиг.2 - продольный и поперечный разрезы кантователя. На фиг.3 - вид сверху с частичным разрезам и вид сбоку, на фиг.4 и 5 показаны также внешний вид упора и устройство фиксатора.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Кантователь представляет собой устройство, состоящее из следующих узлов и деталей:
1. Корпуса 1и, изготовленного в виде зубчатого колеса с внутренними зубьями, в средней нижней части которого имеется вырез для выхода цепи навешанной на звездочку вала шестерни 8. К корпусу приварены ножки 2, прикручены 2 скобы 3, зубчатый венец 6, проушины 7. Внутри скоб перемещается подвижный упор 4 с прикрученным фиксатором 5. Фиксатор 5 фиксирует на зубчатом венце 6 высоту подъема упора 4. С помощью упора 4 регулируется высота подъема вала-шестерни 8 в корпусе 1, имеющем внутренние зубья, и устанавливается исходное положение вала шестерни 8 для поворота изделия на нужный угол. Например, сварной двутавровой балки на 45°.
2. Фланцы 9 служат опорой для оси 12 кантователя и крепятся болтами 13 к корпусу 1. К фланцам 9 крепятся крышки 11 подшипников 10. В крышках 11 просверлены отверстия для подачи консистентной смазки на подшипники с помощью шприца. К фланцам 9 приварены площадки 14, на которые устанавливаются нормально-замкнутые крановые тормоза, у которых электродвигатель гидротолкателя двухскоростной.
3. Ось кантователя 12 устанавливается на фланцах 9 на роликовых подшипниках 10. На ось кантователя 12 напрессовываются два водила 16, которые являются связующим звеном между осью кантователя 12 и валом-шестерней 8. На концевые шейки оси кантователя 12 устанавливаются тормозные шкивы. Шейки для соединения оси 12 с водилами 16 имеют 2 шпонки или шлицы.
4. Вал-шестерня 8 - это цельная деталь, на которой нарезаны зубья, входящие в зацепление с внутренними зубьями корпуса 1. Следующие шейки рядом с зубьями предназначены для установки подшипников 15. Подшипники 15 могут применяться роликовые или современные подшипники скольжения. Вал-шестерня 8 устанавливается в водилах 16 на подшипниках 15. В средней части вала-шестерни нарезается звездочка для цепи. Цепь сваривается бесконечной, т.е. выбирается цепь необходимой длины.
Последнее звено с одного конца цепи разрезается, концы разводятся и разделываются под сварку. Затем концы цепи соединяются, концы звена смыкаются и завариваются. Для кантовки очень коротких изделий по концам вала-шестерни 8 нарезаются две звездочки.
5. Два водила 16 представляют собой стальные бруски прямоугольного сечения, на первом конце которого просверлено и расточено отверстие для подшипника 15 вала-шестерни 8. В средней части водила 16 просверлено и расточено отверстие со шпоночными пазами или шлицами для напрессовки на ось кантователя 12. Ко второму концу водил 16 крепится противовес 17, который показан на чертеже водила. Противовес 17 выбирается весом чуть больше веса вала-шестерни 8 с цепью, чтобы поднимать вал-шестерню 8 в исходное положение при отсутствии на цепи подвешенного изделия. Теоретически вместо противовеса 17 можно устанавливать на кантователь механизм с пружиной, аккумулирующей энергию при скатывании вала-шестерни 8 по корпусу-колесу 1, а затем, после снятия цепи с изделия, возвращающий вал-шестерню 8 в исходное положение. Тогда эта пружина будет препятствовать возникновению силы инерции от веса изделия.
6. Упор 4 предлагается для фиксации в поднятом исходном положении вала-шестерни 8. Упор 4, показанный на фиг. 3, состоит из непосредственного упора, представляющего собой примерно половину кольца, внутренний диаметр которого равен наружному диаметру зубчатого венца 6. Один конец упора 4 отогнут вовнутрь на 90°. В кантователе отогнутый конец упора 4 располагается над валом- шестерней 8. Упор 4 устанавливается под двумя скобами 3, ограничивающими смещение упора 4 в двух осях. По третьей оси, вверх или вниз вдоль зубчатого венца 6, перемещение упора 4 регулируется фиксатором 5. Перемещение упора 4 над зубчатым венцом 6 в пазах скоб 3 осуществляется по ходовой посадке. Фиксатор 5 состоит из корпуса, прикрученного к упору 4 резьбой, и подвижной части. Между корпусом фиксатора 5 и подвижной частью фиксатора 5 устанавливается пружина, прижимающая подвижную часть фиксатора 5 к зубчатому венцу 6. К нижнему торцу подвижной части фиксатора 5 приваривается один зуб, взятый от зубчатого венца 6. В зафиксированном положении упора 4 зуб подвижной части фиксатора 5 входит во впадину зубчатого венца 6. Верхний конец подвижной части фиксатора 5 имеет квадратную шейку под маховичок и резьбовой конец для гайки. Для установки упора 4 в нужное положение подвижная часть фиксатора 5 отжимается от зубчатого венца 6, потянув за маховичок, затем упор 4 перемещается в нужное положение. Далее маховичок подвижной части фиксатора 5 опускается, а пружина вводит зуб подвижной части фиксатора 5 во впадину зубчатого венца 6. В качестве зубчатого венца 6 кантователя можно использовать готовые зубчатые венцы, устанавливаемые на маховиках грузовых двигателей внутреннего сгорания, чтобы завести двигатель с помощью стартера. Если при изготовлении, например, балок и колонн в сварочном производстве кантовка выполняется изредка, то упор 4 на кантователе не понадобится. Если же часто приходится переворачивать или поворачивать изготовляемые изделия на определенный угол, то упор 4 позволит быстро поднимать вал-шестерню 8 кантователя в исходное положение. Определить необходимость упора 4 нужно при испытании кантователя. Перед началом работ нужно тщательно отрегулировать тормоза.
7. На площадке 14 фланцев 9 кантователя устанавливаются два нормально-замкнутых крановых тормоза, у которых эл. двигатель гидротолкателя имеет две скорости. На концевые шейки оси 12 кантователя напрессовываются тормозные шкивы.
Благодаря этому при включении эл. двигателя гидротолкателя на первую, малую скорость, тормоза кантователя растормаживаются частично, а вал-шестерня с подвешенным на его цепи изделием скатывается по корпусу 1 кантователя медленно, с притормаживанием.
При включении эл. двигателя гидротолкателя на вторую, большую скорость, тормоза кантователя растормаживаются полностью, и вал-шестерня 8 с подвешенным на его цепн изделием завершит скатывание по корпусу 1 до его нижней точки. Таким образом изделие подвешенное на цепи кантователя переворачивается или поворачивается на необходимый угол под действием веса изделия.
Электропитание тормозов кантователя можно выполнить как на кантователе ЗАО Майна-Вира или как на эл. мостовых кранах с электромагнитом. В кабине крана должны быть установлены эл. аппараты для управления тормозами кантователей.
Для управления тормозами кантователя в знаковую сигнализацию крановщика необходимо будет включить 3 дополнительных знака:
1. Растормозить тормоза частично, т.е. включить эл. двигатель гидротолкателя на малую скорость: предплечье правой руки стропальщика, поднятое перед грудью в исходном положении, поворачивается влево (право) примерно на 45 градусов, т.е. имитирует отход тормозной колодки.
2. Растормозить тормоза полностью, т.е. включить эл. двигатель гидротолкателя на большую скорость: две руки стропальщика, поднятые перед грудью в исходном положении, разводятся в стороны.
3. Затормозить тормоза кантователя, т.е. отключить эл. двигатели тормозов: две руки стропальщика, разведенные перед грудью, сводятся друг к другу.
Желательно, чтобы переворот и поворот изделия, подвешенного на цепях кантователей на необходимый угол, заканчивался, когда вал-шестерня 8 скатится в нижнюю точку корпуса. Для облегчения определения высоты установки вала-шестерни 8 в исходное положение на рабочей части корпуса 1 кантователя нужно выполнить градуировку как на циферблате часов.
Нижнюю точку корпуса 1 кантователя, от которой ведется отчет чисел зубьев, на рабочей части корпуса 1 обозначить цифрой нуль. На рабочей части корпуса 1 кантователя нанести хорошо видимые риски или черточки, показывающие обозначаемые зубья. Например, нанести риски и соответствующие цифры на уровне пятого, десятого, пятнадцатого зуба и так далее.
Считают нужным на корпусе 1 кантователя закрепить табличку с указанием грузоподъемности кантователя, количество зубьев вала-шестерни 8 и количество зубьев на рабочей части корпуса 1 кантователя. Рабочая часть корпуса 1 кантователя будет определяться от нижней точки корпуса 1 кантователя до верхней точки на корпусе 1, определяющий исходное положение вала-шестерни 8 для кантовки.
Кантователи данной конструкции могут найти применение в сварочном производстве для переворота или поворота балок и колонн на необходимый угол, чтобы проварить сварные швы с обратной стороны изделия. Также кантователи могут найти применение при погрузке сыпучих материалов и мелкоштучных изделий (отливок, поковок) в транспортные средства из тары, имеющей цапфы в средней части боковых стенок.
Кантователь может применяться в любых других случаях, когда изделия нужно повернуть на определенный угол или перевернуть.
РАБОТА КАНТОВАТЕЛЯ ДЛЯ ПОВОРОТА СВАРИВАЕМОГО ИЗДЕЛИЯ НА НЕОБХОДИМЫЙ УГОЛ ОСУЩЕСТВЛЯЕТСЯ СЛЕДУЮЩИМ ОБРАЗОМ:
1. Определяется высота подъема вала-шестерни 8 по корпусу 1 кантователя, обмеряется необходимым количеством зубьев на корпусе 1 кантователя с учетом передаточного числа от диаметра звездочки вала-шестерни 8 к условному диаметру изделия в месте строповки.
2. Сварщик-стропальщик, отжав фиксатор 5, перемещает упор 4, регулирующий высоту подъема вала-шестерни 8, в нужное положение, а затем отпускает фиксатор 5. Пружина переместит подвижную часть фиксатора 5 во впадину зубчатого венца 6.
3. Крановщик растормаживает тормоза на кантователе.
4. Сварщик-стропальщик, потянув за наружную ветвь цепи кантователя, убеждается в том, что вал-шестерня 8 поднята по корпусу 1 кантователя на нужную высоту.
5. Крановщик затормаживает тормоза на кантователе.
6. Сварщик-стропальщик подводит цепи кантователя под изделие в местах строповки.
7. Крановщик поднимает изделие на нужную высоту, а затем, растормаживая тормоза кантователя на малой скорости эл. двигателя гидротолкателя, «скатывает» вал-шестерню 8 с подвешенным изделием по корпусу 1 кантователя. При этом вращение вала-шестерни 8 через цепь будет передаваться на изделие. Изделие повернется на нужный угол.
РАБОТА КАНТОВАТЕЛЯ ДЛЯ ПЕРЕВОРОТА ТАРЫ, ЧТОБЫ ВЫСЫПАТЬ СОДЕРЖИМОЕ, ОСУЩЕСТВЛЯЕТСЯ СЛЕДУЮЩИМ ОБРАЗОМ:
1. Определяется высота подъема вала-шестерни 8 по корпусу 1 кантователя, отмеряется необходимым количеством зубьев на корпусе 1 кантователя с учетом передаточного числа от диаметра звездочки вала-шестерни 8 к диаметру цапфы тары.
2. Стропальщик устанавливает упор 4, регулирующий высоту подъема вала-шестерни 8, в нужное положение.
3. Стропальщик, потянув за наружную ветвь цепи, убеждается, что вал-шестерня 8 поднята противовесом в нужное положение.
4. Стропальщик подводит цепи кантователей под цапфы тары, а затем одну ветвь цепи и оборачивает еще один раз вокруг цапф тары. Возникающего трения между цепями и цапфами достаточно, чтобы перевернуть тару.
5. Крановщик поднимает застропленную за цепи кантователей тару на нужную высоту, перевозит к месту разгрузки и, притормаживая тормозами кантователя, «опрокидывает» тару, чтобы высыпать содержимое.
Тара для такой работы должна иметь 2 цапфы в средней части боковых поверхностей. Кантовка литейных опок выполняется таким же методом, как и тары.
Для кантовки изделий большой длины на пролете цеха нужно иметь два эл. мостовых крана или один кран с двумя тележками.
Для кантовки изделий небольшой длины в проушинах кантователей сверлится дополнительное отверстие для установки распорки между кантователями. Например, распорка из трубы с приваренными на концах стержнями с резьбой закрепляется на кантователях гайками. Кантователи навешиваются на крюк крана двухветвевым стропом.
Для кантовки изделий очень малой длины на валу-шестерне 8 кантователя необходимо нарезать две звездочки для установки двух цепей.
На производстве, где кантовка изделий выполняется часто, затраты на изготовление кантователей и модернизацию при необходимости кранов быстро окупятся. А производительность и безопасность труда значительно повысятся.
Простота конструкции, возможность придать деталям кантователя большой запас прочности и удобство обслуживания, надеюсь, обеспечат кантователю применение в промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования и загрузки многоместного транспортно-пускового контейнера в вертикальную пусковую установку | 2022 |
|
RU2788549C1 |
| Устройство для переворота и изменинияуровня расположения изделия | 1974 |
|
SU508340A1 |
| Кантователь | 1981 |
|
SU986691A1 |
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |
| Подвесной кантователь опок | 1979 |
|
SU850305A1 |
| Захват-кантователь тяжеловесных изделий | 1976 |
|
SU602465A1 |
| ВЕРХНЕПРИВОДНОЕ БУРИЛЬНОЕ УСТРОЙСТВО АНАТОЛИЯ ЛИТВИНОВА | 1995 |
|
RU2105861C1 |
| Устройство для кантования чаши шлаковоза | 1982 |
|
SU1060683A1 |
| Кантователь | 1978 |
|
SU766800A1 |
| ЗАХВАТ-КАНТОВАТЕЛЬ ДЛЯ ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1994 |
|
RU2116239C1 |

Кантователь может применяться в сварочном производстве для поворота на необходимый угол различных сварных балок, чтобы проварить в удобном положении все сварные швы, в литейном производстве для переворота опок, при погрузке-разгрузке сыпучих материалов, чтобы перевернуть и опорожнить тару, а также при выполнении других работ, где необходимо перевернуть или повернуть изделие. Кантователь навешивается на крюк крана и состоит из корпуса с внутренними зубьями, нижняя средняя часть которого имеет вырез для выхода бесконечной цепи, навешенной на звездочку вала-шестерни. Звездочка вала-шестерни через подшипники соединена с двумя имеющими противовес или пружинный механизм водилами, которые напрессованы на имеющую концевые шейки для тормозных шкивов ось, установленную на имеющие площадки для тормозов фланцы. На зубчатом венце с помощью фиксатора фиксируется упор, регулирующий высоту подъема вала-шестерни по корпусу с внутренними зубьями для регулирования длины пути скатывания вала-шестерни и тем самым величины угла поворота изделия. Тормоза имеют двухскоростной электродвигатель гидротолкателя. Изобретение обеспечивает простоту конструкции, возможность придать деталям кантователя большой запас прочности, удобство обслуживания. 5 ил.
Кантователь, навешиваемый на крюк крана, состоящий из корпуса с внутренними зубьями, нижняя средняя часть которого имеет вырез для выхода бесконечной цепи, навешенной на звездочку вала-шестерни, которая через подшипники соединена с двумя имеющими противовес или пружинный механизм водилами, которые напрессованы на имеющую концевые шейки для тормозных шкивов ось, установленную на имеющие площадки для тормозов фланцы, которые прикручены болтами к корпусу с внутренними зубьями, к которому также приварены проушины, ножки и зубчатый венец, причем на зубчатом венце с помощью фиксатора фиксируется упор, регулирующий высоту подъема вала-шестерни по корпусу с внутренними зубьями для регулирования длины пути скатывания вала-шестерни и тем самым величины угла поворота изделия, при этом тормоза имеют двухскоростной электродвигатель гидротолкателя.
| Кантователь круглых поковок | 1985 |
|
SU1338954A1 |
| Крановая тележка | 1959 |
|
SU127371A1 |
| Захват-кантователь | 1989 |
|
SU1794852A1 |
| Захват-кантователь | 1981 |
|
SU998302A1 |
| Подвесной кантователь | 1977 |
|
SU1118279A3 |
| Кантователь для длинномерных грузов | 1979 |
|
SU893849A1 |
| WO 1990015010 A1, 13.12.1990 | |||

