Изобрётекие относится к произволству строительных материалов и издеЛИЙ и может быть использовано при изготовлении бетонных и железобетонных конструкций, работающих в условиях высокой степени нагружения (пролетные строения железобетонных мостов, напорные трубы, балки и плиты промышленных зданий и др.). Известен способ изготовления бето нополимерных изделий, включающий формование изделий и сушку, нагруже . ние после сушки статической нагрузкой, равной 0,3-0,6 от величины предельной разрушаницей нагрузки, и пропитку в мономере с инициатором с пос ледующей полимеризацией в теле бетонаИзготовление бетонополимерных иЗделий по этому способу характеризует ся длительным временем процесса, необходимого для пропитки изделий поли мерраствором, а также незначительной глубиной пропитки. Кроме того, требу ются специальные технологические пло щади и большое количество полимерраствора. Наиболее близким.к предлагаемому изобретению является спосоё изготовления бетонополимерных изделий, вклю чающий формование изделий уплотнени- ем при высоких нагрузках до образования мелкопористой структуры, сушку с вакуумированием, пропитку изделий полимерраствором под давлением при воздействии ультразвуковых колебаний с последующей полимеризацией Г2 Этот способ также требует больших технологических площадей, сложного оборудования, необходимого для создания вакуума в большом объеме, а затем, в том же объеме давления, больших энергетических затрат для вибрирования изделий. Цель изобретения - ускорение процесса изготовления изде.лий и уменьшение технологических площадей. Поставленная цель достигается тем, что в способе изготовления бетонополимерных изделий, вк.таочающем формование изделий, сушку, пропитку их полимеррасхвором под давлением при воздействии ультразвуковых колебаний с последующей полимеризацией, пропитку осуществляют струйной подачей полимерраствора при воздействии ультразвуковых колебаний на полимерраствор. Кроме того, пропитывают часть изделия в зонах максимального напряжения и концентрации трещин. При этом
;тку .лоьппэс-лзляюг при воздействи ;,целия нагрузки, Также пропитку х-одят струий место истока кото акоднтск на расстоявин полувольтраззуковсгх ко ебаний полимерюра от изделия,
И -воздействии Сл-руи ка изделие ь рреихдор входит 3 л5лкротрещи рядставляющке собой капиллярные
Б/.агодарк ультразвуковому караому эффеету полимерраствор 10 Ехсмит в мккротрещины, где :яркзуется; упрочняя при этом ose-::;;:iH . Воззхейстэие струей,месте ка которой находится ка расhi: )1слуколяы у .пьтрезвуковых эчмй пс)лимерраствора, на изде™
BOiic трэщик приводит к :;ому; jn FTpassyiiioEHK колебаний с.т:зра яопхентрируегся з эадан стэ. способствуя -укели нию i ;-ri Ль опигк:-; v,o с;;-азиены;о с из:i iM criocoOaf iiT j --2,5 ра.3а.,
-,; ;;:7-еже иэобрг.яаыа кокс-грук ;-. ::U;O3K--: XvJISi И:ЗГРГОЕЛе:-1КЯ бетО
; 1-л:--.р:-:Ь;х: ,
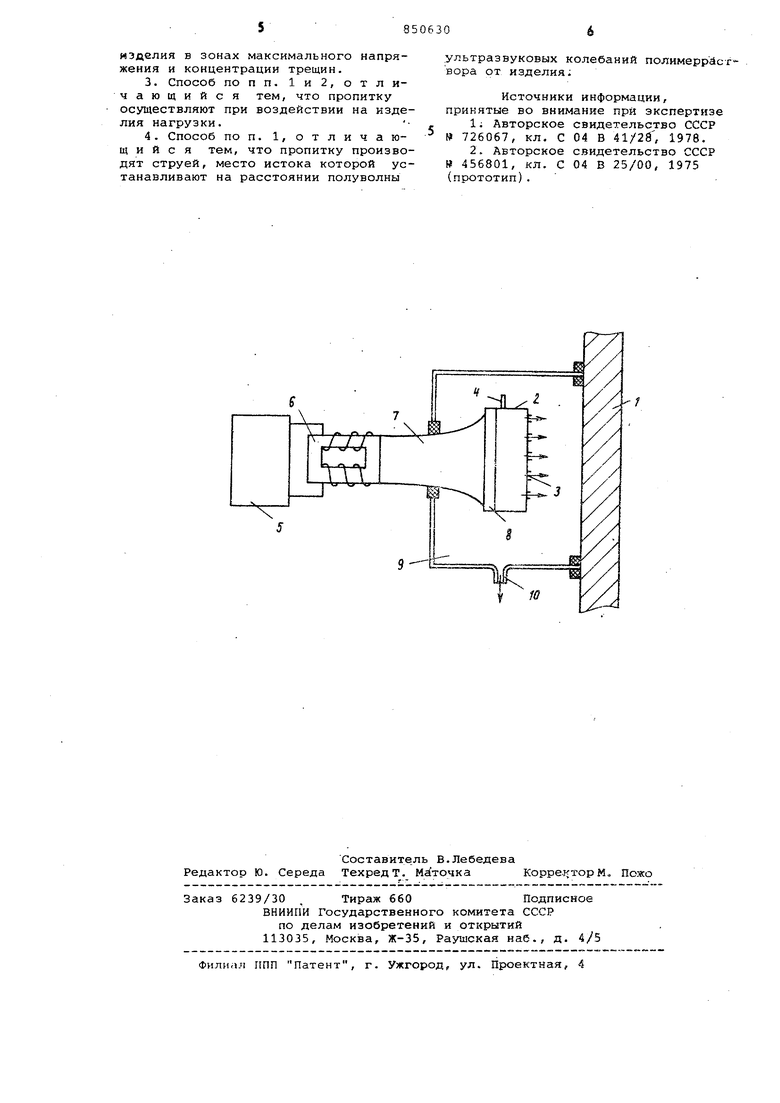
: илч5ормо; ;;-В -;ую и высушенную бетон. ную гт,:„..;у 2. поднергагог воздействию ,---;. у:5-лнмеррастзор,:: ИР душиру огдей ру&к.-. / с- о--Берстт.гйМй 3 к Kai Hexa ;::лч -1 :, от:оарстием и для кагкетакия .;:. х/олкмеррастйсра. : oi-JepcTHB 3 ::;.эблвтся: в преде--- - ---::-:р.хоЕке коле&а::шя о-- ISHcpa-Р -; /3 качества которого исполь- --сй -еаератор УЗГ10-22., иередаютсг в трубку Э чар-эз г реобраэователь U, в iOT-iscTse которого может быть --- магнктсстрикдяонкый пакт Гй-тгриь-ьр , от прол«даугеииог-о преобра -- волнс-зод 7- излуvfure..r: 8 „
Отоахеакая полимерная смесь соби;-:м„г11 ::- -: КЭрПУСе У Я ВЫВОДИТСЯ ЧбPS3 а лхсдноа отверстие 10, Волновод, 1.рипаяьнк;й к магкитострикдионноыу гткту, может быть коническим КУШ параболи-шскнм. И ;лучатель цилнвдрпчес --О рипи жестко закрепляют ка выкодноР поверхности волновода. Зо spe сораиотки изделия пслигйерг стБСра составляет от 1 до 4 атм- , а подачк стру}; колэблется С1 Ь jj-Q i:;r сы/с, При частоте ультоаз уковк- колебаний, равной 18--2О кГц
Г. р ;; v э р. Для испытаний готовят- 6 оераиров (2 серии по 3 образ - - (опмречатым сачениек мм при paciaTTOM пролете 1800 мм.
Испы- алие проводится на стенда по окймз; две сосредоточенные силь; S л/.; -FipojiciTa, Нахружекне осуществ -йт .лщьк. домкратов ступенями OfUb от разрушающей нагрузки Ооразгрл ;;. :jepHK ™ эталонные обраэц -без пропитки Образцы 2 оерин - Оетокополкмерные образцы,
Марка керамзитобетона соотавляет 150 кго./см-. Образцы армировакЕл отдельными отержнями при диаметрах 20 н 12 мм из арматуры кл-А-П.
Во время испытания проводят измерения разрушаю1 ;е.й нагрузки эталонных образцов и образцов пропитанных моноером. Результаты иопытаний образцов:
где Р - разрушающая нагрузка эталонного образца без пропитки,
Ру - разрушающая нагрузка бетоно-, ГЕСЛ.имерного образца пропитанного струей под давлением при воздейотвии ультразвуковых колебаний на полимерраствор ,
Экспериментально уотанавливается, что эталонные - образцы, пропитанные мономером с инициатором в напряженном состоянии путем отруйной подачи полимерраствора под давлением при воздейстнии ультразвуковых колебаний на полимерраотвор,. вьадерживают более высокий ypOTiBHb нагрузки, чем беа проплтки. Разрушающая нагрузка превышает прежний уровень в 1,36-2,55 раза.
Использование предлагаемого опооо6а изготов/;ения бетонополимерных изделий, обеопэчивает по оравнению о оуществующими споообами оледующие преимущества: уокорение изхотовлеиия изелия 2-2,5 раза; уменьшение размера техкологичеоких площадей, упрочение наиболее опасных зон изготовленных анее бетонных изделий, сооружений зданий, уменьшение энергетичеоких атрат на единицу изделия.
Формула изобретения
1. Способ изготовления бетонополиме;з«ых изделий, включающий формирование изделий, CiiuKy,- пропитку их полимерраствором под давлением при воздействии ультразвуковых колебаний с последузовдей полимеризацией, о т л ич а ю щ к и с я тем, что, с целью ускорения процесса изготовления изделий и ;л еньшения технологических площадей гфопитку осуществляют струйной подачей полимерраотвора при воздействии ультразвуковых колебаний на полимерраствор.
2. Способ по п. 1, о т л и ч а ющ и и с я тем,, что пропитывают часть
изделия в зонах максимального напряжения и концентрации трещин.
3.Способ по пп. 1 и 2, отличающийся тем, что пропитку осуществляют при воздействии на изделия нагрузки.
4.Способ по п. 1, отличающийся тем, что пропитку производят струей, место истока которой устанавливают на расстоянии полуволны
ультразвуковых колебаний полимеррйсгвора от изделия;
Источники информации, принятые во внимание при экспертизе 1; Авторское свидетельство СССР № 726067, кл. С 04 В 41/28, 1978.
2. Авторское свидетельство СССР № 456801, кл. С 04 В 25/00, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бетонполимерных изделий | 1980 |
|
SU992495A1 |
| Способ изготовления бетонополимерныхиздЕлий | 1979 |
|
SU850631A2 |
| Способ изготовления бетонополимерных изделий | 1976 |
|
SU659548A1 |
| Способ изготовления бетонополимерных изделий | 1978 |
|
SU726067A1 |
| Способ изготовления бетонополимерных изделий | 1980 |
|
SU878756A1 |
| Способ изготовления бетонополимерных изделий | 1981 |
|
SU1006418A1 |
| Способ изготовления бетонополимерных изделий | 1981 |
|
SU1025703A1 |
| Способ изготовления легких бетонополимерных изделий | 1978 |
|
SU777020A1 |
| Способ изготовления бетонополимерных изделий | 1976 |
|
SU610833A1 |
| Способ изготовления бетонополимерных изделий | 1975 |
|
SU675038A1 |
