t
Изобретение относится к произвол- . ству строительных материалов и издели.й и может быть использовано при изготовлении элек5ентов бетонных и железобетонных конструкций, работающих в условиях высокой степени нагружения (пролетные строения сборных железобетонных мостов,онапорные трубы, балки и плиты промышленных зданий и др.).
По основному авт.св. № 726067 известен способ изготовления бетонополимерных изде.пий, преимущественно плит балок, включаквдий формование изделий, термообработку, сушку и пропитку их мономерс 5 с последующей полимеризацией, причем пропитке подвергают изделия, находящиеся, под статической нагрузкой. Пропитке подвергают изделия, находящиеся под статической нагрузкой, имитирующей работу изделий в процессе эксплуатации, Пропитке подвергают изделия, находящиеся под статической нагрузкой,равной 0,3-0,5 от величины предельной изгибающей и растягивающей нагрузки ij.
Недостатком известного способа является то, что изделия, изготовлен ные данным способом, получают прогиб
в процессе их изготовления в результате заполнения раскрывшихся микро- . трегцин и дефектов в нижней зоне изделия мономером с последующей его полимеризацией, что является нежелательным явлением и приводит к снижению трещиностойкости изделия.
Цель изобретения - повышение прочности и троциностойкости изделий.
10
Поставленная цель достигается тем, что при изготовлении бетонополимерных изделий статическую нагрузку осуществляют поочередно в двух взаимно противоположных направлениях.
15
Пропитку начинают при направлении статической нагрузки, совпадакхцим с направлением эксплуатационной нагрузки при ширине раскрытия трецин не
20 более 0,05 мм,-Пропитку и полимеризацию заканчивают при направлении статической нагрузки, противоположном направлению эксплуатационной нагрузки при фиксированном выгибе изделия.
25
Способ -осуществляется следующим образом.
Отформованные изделия направляют на термообработку, затем их сушат при lOO-llO C. После сутихи железоСегонное изделие нагружают статической
30
изгибающей нагрузкой, по направлению совпадаюгчей с эксплуатационной до образования в растянутой зоне; микротрещин с шириной раскрытия до О,, 05 мм. Далее изделие погружают в напряженном состоянии в мономер с инициатором, например в метилметакрляаг с добавкой 2% перекиси бензола. Изделия выдерживают в пропиточной ванне в течение времени, необходимого для пропитки изделия на заданную глу5иь:у и выполнения образовавшихся микротрещкн. При действии нагрузки происходит раскрытие микротрашик, дефектов структуры, пор,, а TaR/xe образование микротрещин с ширидо 0,05 мм в наиболее
краскрытия
н
c.ics6;ji : местак структурь; бетона растянутой зоны. Пропитка изделия и заполна;;и& указанных дефектов ъ напряженном cocToy-ibiHH мономером гьэзноляет прояа)зести упрочнение этих зон в процессе полимеризации,
Посгш пропитки и заполнения дефекТОЕ пиокзводят нагружег ие изделия сида;.-;И S обратном направлении до фиксиро.1:аяной величины выгиба (строитель-ного подъема конструкции при погружен -;ом состоянии изделия в мономер) . В результате чето происходит уплотнение растянутой зоны пропитанного мономером изле/;ия и заполнение дефектов сжатой зоны в нагруженном состоянии мономером с последующей полимеризацией .
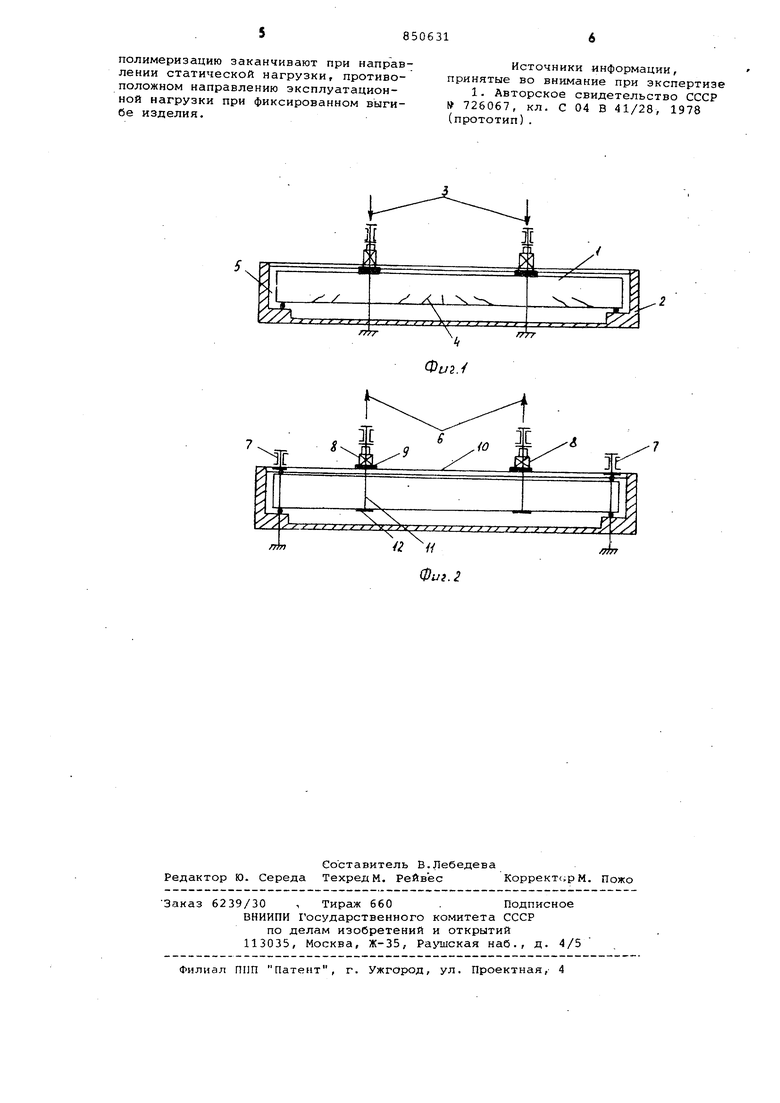
и 2 изображены схемы нагружения изделия. р 1, Отформованное жеизделие 1 направляют на термообработку., затем его сушат при lljC. riocj s сушкн ;;елезобето;:ное И лделкс: 1 устанавлг-вают в ванну 2 и нагружа;от статической изгибающей нагрузкой 3.. совпадающей по направлени с эксплуатационнсй, до образования з Рс.сгк1- утой зоне микротрещин и макротремция 4 с; шириной раскрытия до О,. ОЗ мм. Далее ванну заполняют мономером с инициаторсм-метилметакрилагол с добавкой 2% перекиси бензола 5 Из1;.,;лие В1ддер:«ивают в пропиточной ванне .в течение времени, необходимого для пропитки изделия на заданную глубину заполнения образовавшихся трещин 4., после чего производят псли|.-)еризацию.
П р и м ер 2. После пропитки и эополиения дефектов по примеру 1 прои водят нагружение изделия 1 силами 5 обратного направления до фиксироa;i. ве.т.кчкны выгиба (в зависимосги ст пролета, издели.я) . Для чего устанавливают .верхние опоры 7., а домкраты 8 устакавлизают на пластины 9, оп51рающкеся на продольные стенки 10 ванны 2, Обратное усилие изделию передается посредством тяг 11, захваты. заюЕцих изделие снизу через распреде,лителгкую пластину 12. В результате
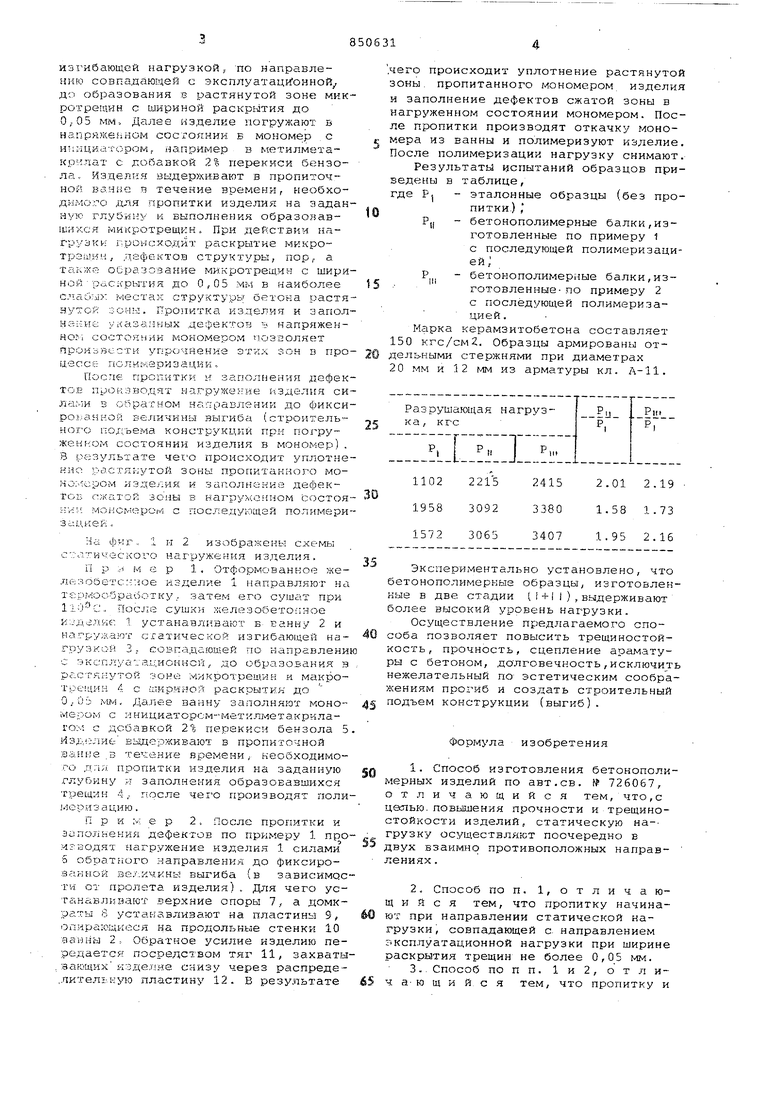
.чего происходит уплотнение растянутой зоны, пропитанного мономером изделия и заполнение дефектов сжатой зоны в нагруженном состоянии мономером. После пропитки производят откачку мономера из ванны и полимеризуют изделие. После полимеризации нагрузку снимают. Рбгзультаты испытаний образцов приведены в таблице,
где PJ - эталонные образцы (без пропитки.) ,
Pjl - бетонополимерные балки,изготовленные по примеру 1 с последующей полимеризацией;
Р,. - бетонополимерные балки,изготовленные-по примеру 2 с последующей полимеризаци ей.
Марка керамзитобетона составляет 150 КГС/СМ2. Образцы армированы отдельными стержнями при диаметрах 20 мм и 12 мм из арматуры кл. А-11.
Экспериментально установлено, что бетонополимерные образцы, изготовленные в две стадии (i + I I),выдерживают более высокий уровень нагрузки.
Осуществление предлагаемого способа позволяет повысить трещиностойкость, прочность, сцепление араматуры с бетоном, долговечность,исключить нежелательный по эстетическим соображениям прогиб и создать строительный подъем конструкции (выгиб).
Формула изобретения
1.Способ изготовления бетонополимерных изделий по авт.св. № 726067, отличающийся тем, что,с целью, повышения прочности и трещиностойкости изделий, статическую на-грузку осуществляют поочередно в двух взаимно противоположных направлениях .
2.Способ по п. 1, о т л и ч а ющ и и с я тем, что пропитку начинают при направлении статической нагрузки, совпадающей с. направлением эксплуатационной нагрузки при ширине раскрытия трещин не более 0,05 J-IM.
3.. Способ по п п. 1 и 2, о т л ич а- ю щ и и с я тем, что пропитку и
полимеризацию заканчивают при направлении статической нагрузки, противоположном направлению эксплуатационной нагрузки при фиксированном выгибе изделия.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 726067, кл. С 04 В 41/28, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бетонополимерных изделий | 1978 |
|
SU726067A1 |
| Способ изготовления бетонполимерных изделий | 1980 |
|
SU992495A1 |
| Способ изготовления бетонополимерныхиздЕлий | 1979 |
|
SU850630A1 |
| Способ изготовления легких бетонополимерных изделий | 1978 |
|
SU777020A1 |
| Способ изготовления бетонополимерных изделий | 1981 |
|
SU1006418A1 |
| Шихта для изготовления композиционного материала | 1975 |
|
SU527406A1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ БАЛКИ ШПРЕНГЕЛЕМ | 2002 |
|
RU2208105C1 |
| Способ изготовления предварительно напряженных строительных конструкций | 1982 |
|
SU1106661A1 |
| Способ изготовления бетонополимерных изделий | 1976 |
|
SU659548A1 |
| Способ изготовления бетонополимерных изделий | 1975 |
|
SU675038A1 |
