- При вертикальном прохождении полойы в камерах улучшается эвакуация гаJ30B, сопровождающих анодный и катод ный процессы. Вследствие удаления газов повышается скорость покрытия, поскольку пузыри не блокируют покрываемую поверхность, и, кроме того, полное газовыделени увеличивает выход по току,что приводит к повышению КПД установки в целом.
Для.-исключений перераспределения :тока между анодами последние имеют ширину на 30 мм меньше максимальной ширины покрываемой ленты и в верхней своей части заканчиваются изоляторами длиной 80-100 мм. Материалам анодов является сплав свинца с 1% серебра. С той же целью экраны, имеюjщие С-образную форму, связаны связью Iнапример трансформирую1щейся перегородкой) на месте крепле НИН к корпусу ванны.
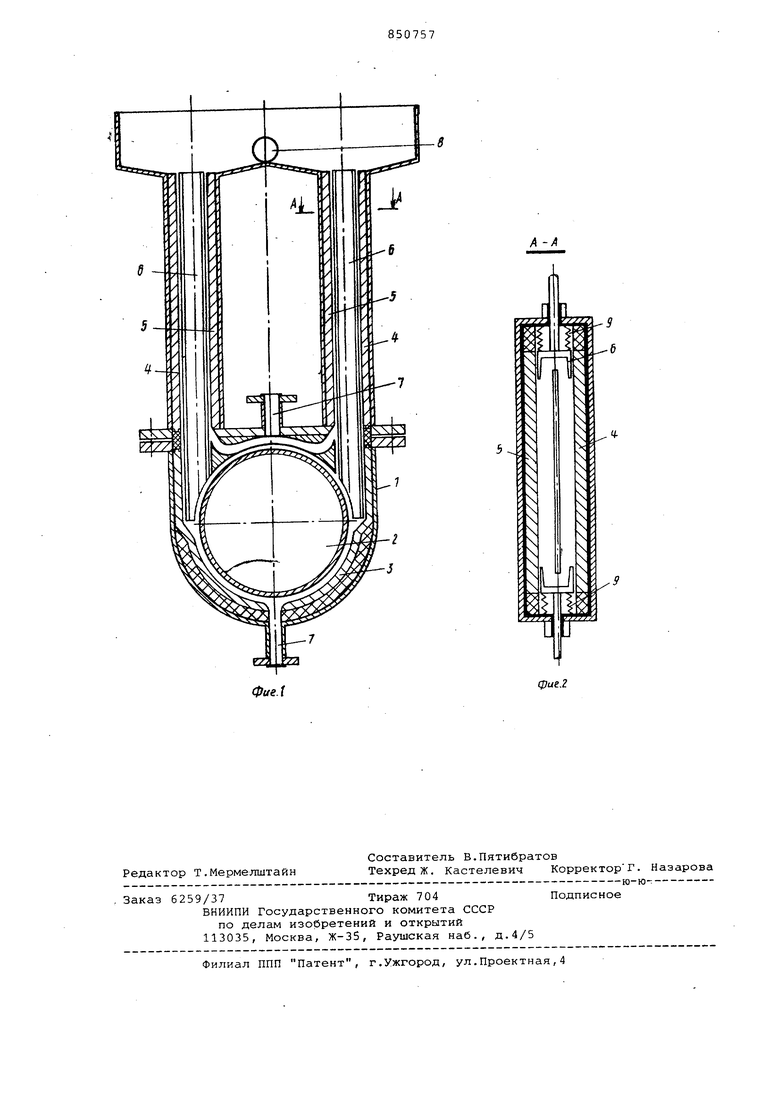
На фиг.1 изображено предлагаемое устройство, общий вид, на фиг, 2 сечение А-А на фиг.1.
Устройство состоит из разъемного корпуса 1, гуммированного по внутренней поверхности кислотостойкой резиной, гуммированного барабана 2 и анодов 3 с цилиндрической поверхностью, размещенных в донной части ванны, а также анодов 4 и 5 и экранов 6, установленных в параллельных камерах. В корпусе имеются щелевые отверстия 7 для подачи электролита и сливной патрубок 8 для его слива. Экраны б установлены с возможностью перемещения посредством сильфонов 9
Устройство работает следующим образом..
Металлическая лента пропускается через одну из вертикальных камер, огибает барабан 2 и выходит через другую вертикальную камеру. Насосы обеспечивают непрерывную подачу эле ролита, поступающего во входные отверстия 7, который омывает движущую ся ленту и выходит в сливное отверстие .
Устройство может работать в трех режимах: в режиме нанесения односторонних покрытий (к источнику питания подключаются полосы и аноды 3 и 4), в режиме нанесения двухсторонних покрытий (к источнику питания подключаются ленты и аноды 4 и 5) и в режиме нанесения дифференцированных
покрытий (к источнику питания подключаются лента и аноды 3,4 и 5, работающие при плотностях тока, соответствующих заданным толщинам покрытия на противоположных сторонах ленты).
Предлагаемое устройство позволяет получить экономический эффект 1 -(ллн. руб. в год.
Формула изобретения
Устройство для нанесения гальванического покрытия на полосу, содержащее ванну с барабаном, установленным с возможностью вращения, источник постоянного тока и электроды, отличающееся тем, что, с целью расширения технологических возможностей путем получения односто0 ipoHHHX, двухсторонних и дифференцированных покрытий, оно дополнительно снабжено двумя камерами с установленными в них электроде1Ми, расположенными симметрично и параллельно оси
5 барабана, причем в камерах установлены экраны с возможностью перемещения.
Источники информации, принятые во внимание при экспертизе
0 Патент Японии № 50-8020, кл. 12 А 42, 1975,
2. Заявка Великобритании № 1429660, кл. С 25 О 7/06, 1976.
А -А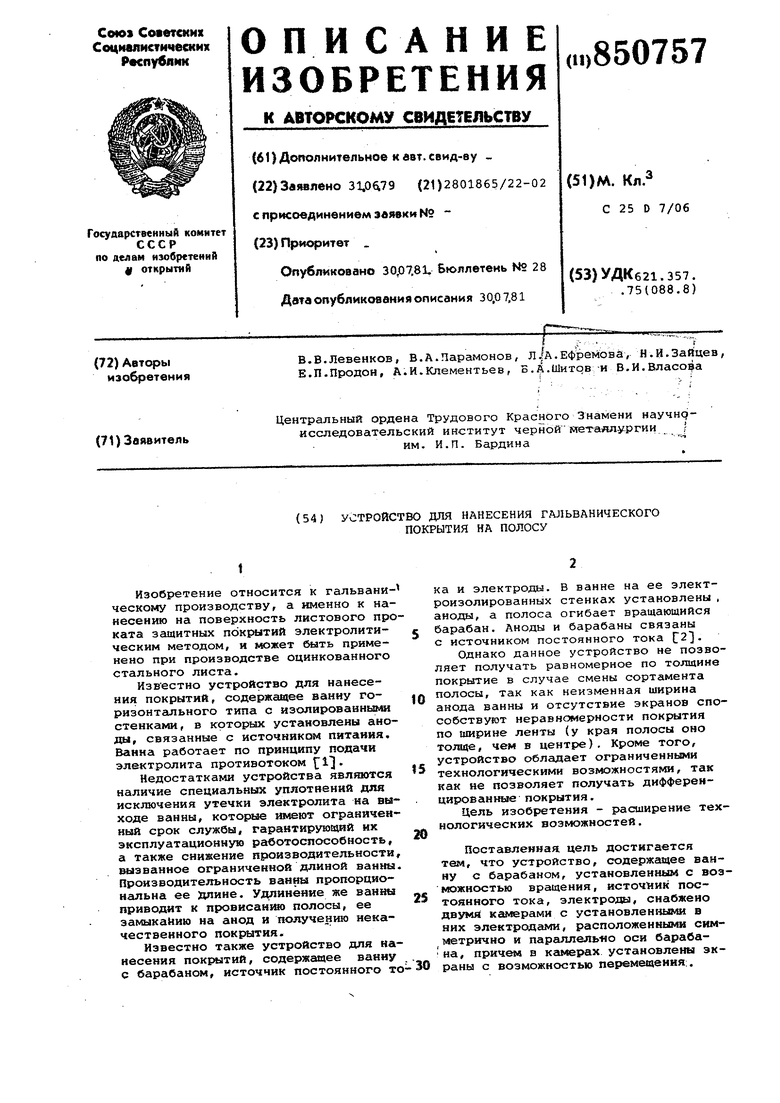
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПОЛОСОВОЙ МАТЕРИАЛ | 1996 |
|
RU2100490C1 |
| АНОД ДЛЯ УСТАНОВОК ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА НЕПРЕРЫВНО ДВИЖУЩУЮСЯ СТАЛЬНУЮ ПОЛОСУ | 2013 |
|
RU2523655C1 |
| Устройство для изготовления многослойных изделий | 1986 |
|
SU1438636A3 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ РАЗЪЕМНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2677992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ электролитического нанесенияпОКРыТия HA пОлОСу и уСТРОйСТВОдля ОСущЕСТВлЕНия СпОСОбА | 1978 |
|
SU802408A1 |
| Устройство для изготовления многослойных изделий | 1987 |
|
SU1542430A3 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ НЕЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ В СРЕДЕ РАБОЧЕГО ГАЗА | 1992 |
|
RU2026417C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258770C2 |