(54) ШАБЛОН
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Способ защиты огнеупорной футеровки сталевыпускного желоба | 1981 |
|
SU992982A1 |
| Желоб для выпуска металла из печи | 1979 |
|
SU771450A1 |
| Способ ремонта футеровки главного желоба доменной печи | 2023 |
|
RU2823415C1 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЙ ОГНЕУПОР | 1998 |
|
RU2124487C1 |
| ЗАЩИТНО-УПРОЧНЯЮЩЕЕ ПОКРЫТИЕ ОГНЕУПОРНЫХ ФУТЕРОВОК ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2492019C1 |
| Огнеупорная масса | 1982 |
|
SU1090676A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
| ФУТЕРОВКА ВАННЫ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 2004 |
|
RU2270409C1 |
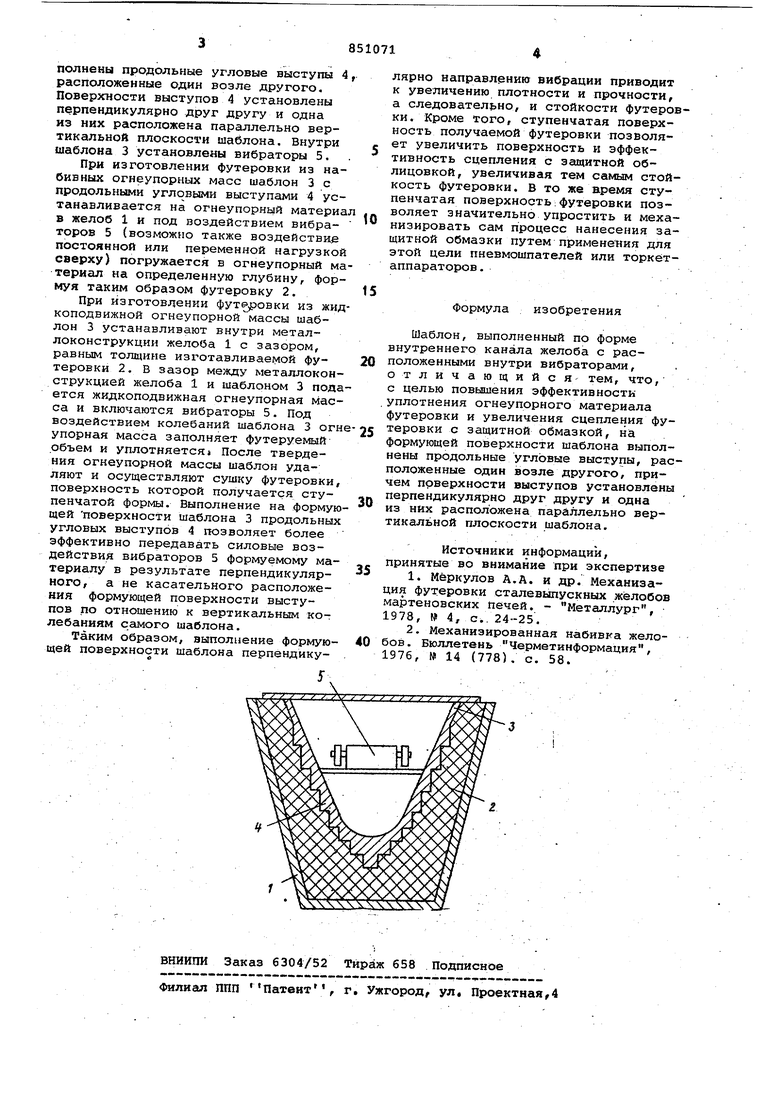
Изобретение относится к металлу гии и может быть использовано при изготовлении набивных и наливных футеровок желобов для выпуска металла из плавильных агрегатов. Известен шаблок для изготовле-. ния наливных футеровок сталевыпускных желобов мартеновских печей, выполнен ный по форме внутреннего канала жело ба ГП.. Недостатком такого шаблона является то, что при заливке жидкоподвижной огнеупорной массы в зазор между металлоконструкцией желоба и шаблоном возможно образование пустот или раковин, что ухудшает качество футеровки и требует ее ремонта сразу же посЛе изготовления. Известен шаблон, выполненный в форме внутреннего канала желоба, с /расположенными внутри вибраторами . Однако гладкая параболическая фор мующая поверхность такого шаблона не позволяет достаточно эффективно пере давать колебания огнеупорному материалу при изготовлении футеровки. Это уменьшает плотность и прочность футеровки, т.е. свойства, оказывающие основное влияние на ее стойкость. Кроме того, на поверхность футеров ки, образованную шаблоном с гладкой формующей поверхностью, весьма труд-, но наносить защитную обмазку, значительно увеличивающую стойкость основной футеровки желоба,сцепление которой с футеровкой в большинстве случаев оказывается недостаточным, что приводит к отрыву и смыванию защитной обмазки в процессе выпуска металла. Это приводит к сн151жению стойкости футеровки и загрязнению, металла неметаллическими включениями. Цель изобретения - повышение эффективности уплотнения огнеупорного материала футеровки и увеличение сцепления футеровки с защитной обмазкой.. Поставленная цель .достигается тем, что на ф6рмую1Е|ей поверхности шаблона выполнены угловые выступы, расположенные одия возле другого, причем поверхности аысиупов установлены перпендикулярно друг другу и одна из них расположена параллельно вертикальной плоскости шаблона. На чертеже изображен предлагаемый шаблон, поперечный разрез. Внутри металлоконструкции жалоба 1 с футеровкой 2 установлен шаблон 3, на формующей поверхности которого вы
