(54) СПОСОБ КОНТРОЛЯ (МИИБОК ИЗГОТОВЛЕНИЯ СТАТОРА ВРАЩАЮЩЕрОСЯ ТРАНСФОРМАТОРА
1
4
Изобретение относится к электрическим машинам, а именно к контролю ошибок изготовления узлов электрических типа врацактегося трансформатора (ВТ) .
Известны спосос контроля ошибок изготовления узлов машины статора и ротора в процессе ее производства по видам ошибок: неправильность укладки обмотки в пазы, неравномерность магнитной проводимости сердечников, наличие КЗ-витков. Для контроля неправильности укладки и наличия КЗ-витков используется способ и устройство, с применением вспомогательного П-образного индуктора IJ.
Для контроля неравномерности магнитной проводимости узлов машины, например статора, используется, crtoсоб и устройство с применением технологического узла, например, ротора, создающего магнитный поток, соответствую&шй потоку контролируемого узла в собранной мгицине 2 .
Однако применение указанных способов контроля отдельных видов ошибок изготовления машин типа вращающегося трансформатора малоэффективно из-за низкой точности этих способов,
особенно для контроля сжгабок изготовления обмотки.
Известно, что из-за технологических ошибок изготовления магнитопровода и обмоток вращающегося трансформатора значения коэффициентов трансформации и положения осей обмоток последнего отличбиотся от расчетных значений. Величина отклонения является показателем качества изготовления ВТ; его оценивают по отклонению угловых положений ротора, соответствующих манимальншл сигналам с выходных обмоток при заданном напряжении питания, от расчегалх угловых положений. Угловое положение ротора ВТ, соответствующее минимальному сигналу с выходных обмоток при -заданном напряжении питания, называют нулевой точкой, а разность фактических и расчетных значений нулевых точек называют асимметрией нулевых точек. При контроле ошибок изготовления статора ВТ путем подключения к источнику питания обмотки возбуждения вспомогательного ротора и замыкания квадратурной обмотки ротора в статоре создают магнитное поле, по величине и распределению соответствующе его рабочему ;магнитному полю, измеряют Поспелова-. тельно угловые положения ротора, соответствующие минимальным сигналам с выходных обмоток статора, и по отклонению угловых положений ротора от расчетных величин делают заключение об оши-бках изготовления статора 3. Контроль статора ВТ рассмотренным способом позволяет оценить его ошибки изготовления, однако результат носит обобщенный характер, так как определяет сумму ошибок изготовления обмоток и магнитопровода статора v и, следовательно, указанный контроль мо жет быть использован для проверки, например, правильности изготовления обмотки статора только в случае, если составляющая ошибок за счет нерав номерности проводимости магнитопровода проверена каким-то другим спосо бом, и она относительно невелика. Та ким образом, по результатам контроля этим способом сложно установить вид ошибки изготовления статора ВТ, в то же время значение составляющих ошибок от неточности изготовления магнитопровода и неточности изготовлени обмотки статора позволяет оперативно решать вопросы по устранению этих ошибок в процессе изготовления. Очен важно обнаружить, а затем и устранить сшибки изготовления обмотки сразу после ее укладки в пазы сердечника, так как в противном случае (при наличии ошибок изготовления обмотки) приходится браковать готовый статор ВТ, поскольку статор с пропитанной обмоткой ремонту не подлежит. Наиболее близок к предлагаемому по технической сущности способ контроля ошибок изготовления статора вращающегося трансформатора путем создания в статоре магнитного поля, по величине и распределению соответс вующего его рабочему магнитному полю при подключении к источнику питания обмотки возбуждения вспомогательного ротора и замыкании квадратурной обмотки ротора, последовательного измерения угловых положений ротора, соответствующих минимальным сигналам с первой обмотки статора, второй обмотки статора и последовательно соединенных сначала согласно, затем встречно обмоток статора. Для выделения ошибок изготовления обмоток из общей, ошибки повторяют измерения угловых положений ротора при повышенной iacTOTe питания, а ошибки изгото ленк обмоток определяют, по разности результатов замеров углазых положени при повышенной и номинальной частотах питания 4 . Однако высокая точность контроля этим способом достигается только при определенном и стабильном отношении активной и индуктивной составляющих входного сопротивления обмоток вспомогательного ротора, определенном и стабильном отношении частот питающих напряжений, обеспечить которые в заводских условиях трудно. В частности, например, нестабильность отношения активной и индуктивной сое-тавляющих входного сопротивления обмоток вспомогательного ротора определяется технологическим допуском |на обработку внутреннего диаметра сердечника статора, который достигает 20% и более от величины рабочего воздушного зазора. Указанное обстоятельство усугубляется тем, что по известному способу ошибка укладки обмотки статора оценивается по , разности двух больших величин. Это связано с тем, что обмотка укладывается, как правило, в пазы предварительно обработанного сердечника статора, который имеет величину ошибок изготовления сердечника в несколько раз больше, чем величина технологически допустимых ошибок этого типа для окончательно обработанного сердечника. Результат контроля ошибок изготовления статора известным способом зависит не только от ошибок изготовления собственно обмотки (ошибки укладки обмотки и наличие КЗ-витков), но и наличие КЗ-витков в сердечнике статора, что снижает точность и чувствительность контроля, поскольку ошибки ofмотки статора уверенно можно контролировать только с определенного уровня, соответствующего ошибкам за счет наличия КЗвитков в сердечнике. Цель- изобретения - повышение точности выделения ошибки обмотки при изготовлении статора ВТ для ее оперативного устранения. Поставленная цель достигается тем, что дополнительно путем последовательного подключения к источнику питания второй обмотки статора при . закороченной первой обмотке статора, подключения первой обмотки статора при закороченной второй обмотке статора и одновременного подключения обмоток статора сначала одноименными, затем разноименными входами создают в статоре магнитное поле, по величине и распределению соответствующее его рабочему магнитному полю, измеряют угловые положения ротора, соответствующие минимальному напряжению на квадратурной обмотке ротора, а по сумме отклонений угловых положений ротора от расчетных, соответствующих питанию со стороны статорных обмоток и со стороны обмотки возбуждения ротора, делают зактпочение об ошибках изготовления обмоток статора.- Так как при изменении режима включення обмоток составляющая результата контроля от ошибок изготовления з «агнитощювода статора ВТ остается 1ГОСТОЯННОЙ по величине, но изменя.ется по знаку, а составляющая результата контроля от ошибок укладки обмотки не изменяется, сумма результатов контроля, соответствующих различным режимам включения пропорциональна составляющей ошибок укладки обмотки.
I
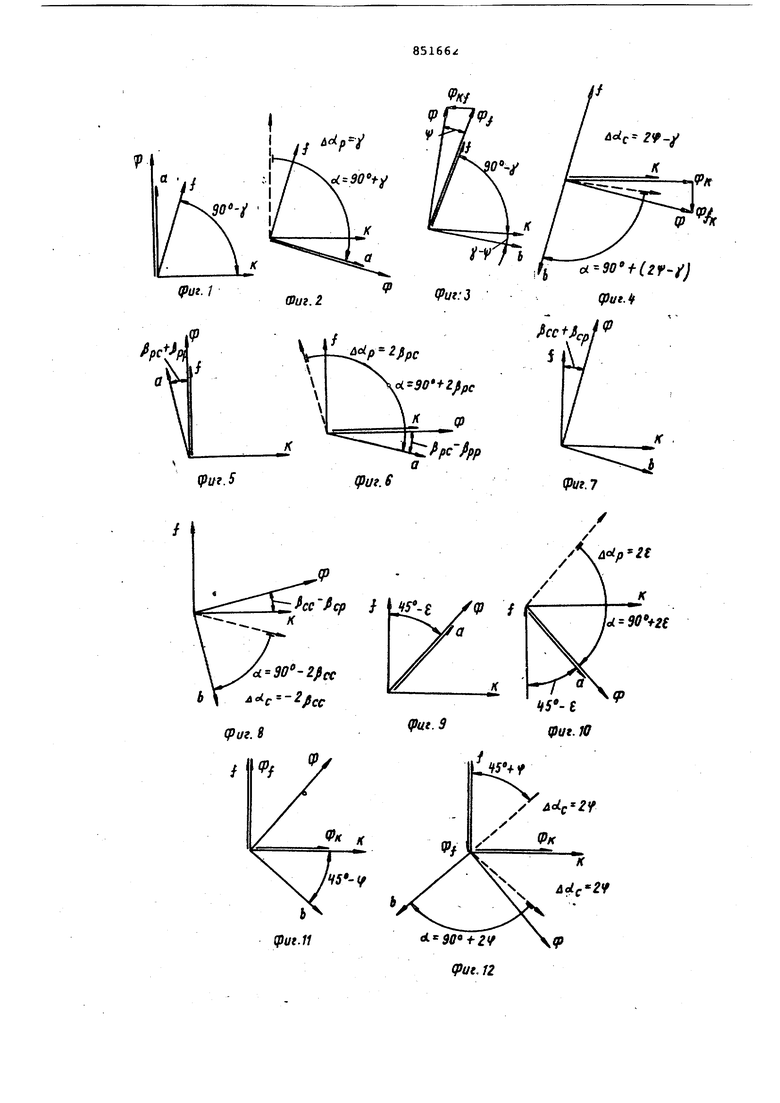
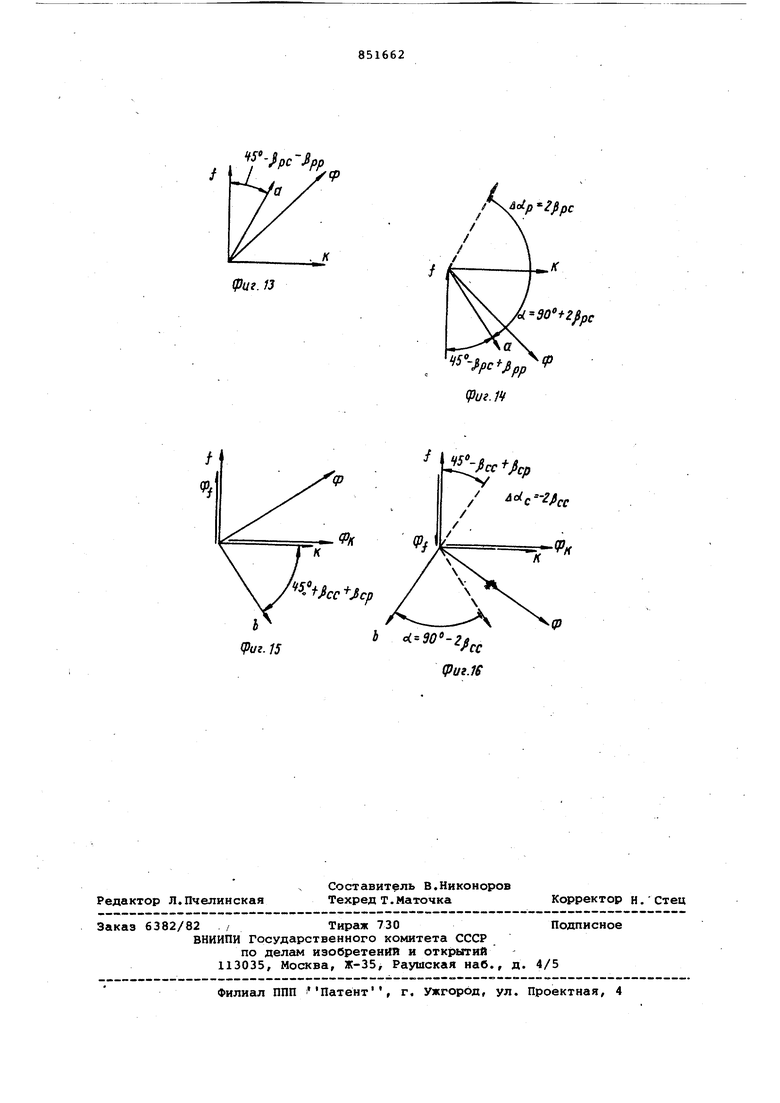
На фиг.1 - 4 изображено положение осей магнитного потока и осей- обмото для случая ошибок укладки обмоток; на фиг.5 - 8 - то же, для случая неравномерности магнитной проводимости сердечников и наличия КЗ-витков; на фиг.9 - 12 - то же, при контроле ошибок изготовления -статора, вызывающих неравенство коэффициентов трансформации и связанных с сшибкой укладки обмоток; на фиг.13 - 16 - то же, при контроле ошибок изготовления статора, вызывающих неравенство коэффициентов трансформации и связанных с неравномерной магнитной проводимостью сердечников и наличием КЗ-ёитков.
На фиг.1 - 16 обозначено: а -т обмотка возбуждения ротора, Ь: квадратурная обмотка ротора, k - первая обмотку статора, f - вторая обмотка статора, оС,- угол поворота ротора относительно статора,Ф - результирующий магнитный поток, Фк;, Ф - соответственно магнитные потоки обмоток k и ,&а6,&о(р - отклонение углового положения ротора от расчетного при питании соответственно со стороны статора и ротора, 8,4 - углы, характеризующие смещение магнитного потока от расчетного положения за счет неравенства чисел витков статорных обмоток соответственно при питании со стороны ротора и статора, -угол , определянмций неперпенди- куляркость статорных обмоток за счет ошибок укладки последних, , Ф|, - дополнительные магнитные потоки обмоток k и f, направленные по их осям,и возникающие соответственно при наличии потока 0f обмотки f и потока Фц обмо ки k. Ч - угол, характеризующий смещение магнитного потока обмотки статора f или k за счет дополнительного потока Фк или t.Pcc. Рср углы, хар 1ктеризующие при возбуждении со стороны статора смещение магнитного потока за счет неравномерности магнитной проводимости сердечников и нгшичие КЗ-витков соответственно статора и ротора, рс/ рр уХлы, характеризушше при возбуждении со стороны ротора смещение магнитного потока за счет неравномерности магнитной проводимости сердечников и нгшичия КЗ-витков соответственно статрра и ротора.
Рассмотрим раздельно контрольные операции для случая неперпендикулярности статорных обмоток и неравенст.ва коэффициентов трансформации.
При контроле ошибок изготовления статора, вызывающих неперпендикулярность его о&иоток, напряжение питания включают сначала на обмотку а, обмотку b закорачивают и находят угловые положения ротора, при которых напряжение минимально на обмотке k (начальное положение), а на оомотке f - положение 90°(фиг.1, 2, 5 и 6). Затем находят минимальное напряжение на обмотке b при подаче напряжения питания на обмотку f и замыкании обмотки k (фиг.З и 7) - нулевое положение, при подаче напряжения питания на обмотку k и замыкании обмотки f (фиг.4 и 8) - положение 90.
5
Суммарный результат контроля ошибок и зготовления статора, .вызывающих неперпендикул фность его обморок, равен
20
(1)
S oL + S ЛоСр 1У + - i Р ее
С учетом пропорциональности между током и создаваемым им магнитным потоком в обмотках статора на основании решения уравнений токов можно
5 записать
УИС
M-TRe
U)
n,t
Чс
где
же соответственно сопрор;тивления потерь и намагничиваниястатора.
Поскольку площадь пазов ротора и статора ВТ обычно равны, допускаем,
5 что углы р за счет неравномерности магнитной проводимости сердечников (Рсс(.н) ) ) и за счет наличия КЗ-витков (р ссСк1) и Ррс(кг) ) равны.
0
Таким образом, с учетом соотношения (1) и (2) результат контроля ошибок изготовления статора, вызывающих неперпендикулярмость его обмоток, равен
45
1-г-Ь21 -1(з)
tv4;r
2 лЛр 2 Л.д
следовательно, результат контроля здесь зависит только от ошибок укладки обмотки статора и не зависит от наличия КЗ-витков и неравномерности магнитной проводимости его сердечника.. ,
При контроле схоибок изготовления ст9тора, вызывающих неравенство коэффициентов трансформации, напряжение питания включают сначала на обмотку а, обмоткувзакорачивают и находят угловые положения ротора, при которых напряжение минимально на соединенных встречно обмотках f и k (положение 45) и на соединенных согласно обмотках f и k(положение 135Р, затем находят мйнимгшьное- напг ряжение на обмотках b при подаче напряжения питания на одноименные эажшлы обмоток f и k (положение 45 и при подаче напряжения питания на разноименные зажимы обмоток и k (положение 135). положение осей магнитного потока и осей обмоток для указанных контрольных операций соответственно изображены на фиг.9 - 12 для случая ошибок укладки обмоток, на фиг. 13 для случая неравномерности магнитно проводимости сердечников и наличия КЗ-витков. Суммарный результат контроля оши бок изготовления статора, вызывающи неравенство коэффициентов трансформации его обмоток, равен 2 2Ppc-2Pcc И) Углы ррс и р ее здесь также, как в случае контроля неперпендикулярно ти обмоток, равны. На основе геометрических соотношений (фиг.э - 12). с учетом угла , характеризующего неравенство чисел витков обмоток статора, имеем .-J Таким образом, результат контроля ошибок изготовления статора, выз вающих неравенство коэффициентов трансформации его обмоток, равен Su..4eRe IC mc Следовательно, результат контрол здесь зависит только от ошибок укладки обмоток статора и не зависит о наличия КЗ-витков и неравномерности магнитной проводимости его сердечни ка. Предлагаемый способ по сравнению с известным обеспечивает более высо кую точность контроля, не увеличивая при этом его трудоемкости. В отличие от известного способа здесь контроль может осуществляться при широком диапазоне изменения частоты питающего напряжения, здесь нет огранич ний по величине и стабильности отношения активной и индуктивной соста вляющих входного сопротивления обмоток вспомогательного ротора, а результат контроля не зависит от наличия КЗ-витков а сердечнике статора. Формула изобретения Способ контроля ошибок изготовления статора вращающегося трансформатора путем создания в статоре магнитного поля, по величине и распределению соответствующего его рабочему магнитному полю, при подключении к источнику питания обмотки возбуждения вспомогательного ротора и заква ания квадратурной обмотки ротора, последцоаательного измерения угловых положений ротора, соответствующих минимальньм сигналам с первой обмотки .статора, второй обмотки статора и последовательно соединенных сначала согласно, а затем встеречно обмоток , статора, отличающийся тем, что, с целью повышения точности выделения ошибки обмотки при изготовлении статора для ее оперативного устранения, дополнительно путем последовательного подключения к источнику питания второй обмотки статора при .закороченной первой обмотке статора,подключения первой обмотки статора при закороченной в-гараЛ обмотке статора и одноврейенного подключения обмоток статора сначала одноименными затем разноименными входами создают в статоре магнитное поле, по величине и распределению соответств ощее его рабочему магнитному полю, измеряют угловые положения ротора, соответствующие минимальному напряжению на квадратурной обмотке ротора, а по сумме отклонений угловых положений ротора от расчетных, соответствующих питанию со стороны статорных обмоток и со сто- . роны возбужденияротора, су-г дят об ошибках изготовления обмоток статора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР . 140892, кл. G 01 R 31/06, 1962. 2.Авторское свидетельство СССР 183892, кл. G 01 R 33/02, 1964. 3.Гост 14000-68. 4.Авторское свидетельство СССР по заявке I 2425538, кл. Н 02 К 15/06, 1978. c 5(7V
(pin.S fipcfipp
(put.S
(Риг. 7 ,f oL- 90-t-(2r) (put. if
he cp }
/ u°ip2t
V i I
U
л ifS+f
Vf a - О f -fpc pp
. К
(Риг. 13
VV;;/ (Риг. 14
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля ошибок изготовления статора сельсина | 1982 |
|
SU1078543A1 |
| Устройство контроля узлов вращающихся трансформаторов | 1977 |
|
SU771575A1 |
| Способ контроля ошибок изготовления электрических машин | 1977 |
|
SU752641A1 |
| Вращающийся трансформатор | 1983 |
|
SU1145417A1 |
| Способ контроля асимметрии обмоточного узла электрической машины | 1977 |
|
SU705386A1 |
| Устройство для контроля обмоток электрических машин | 1982 |
|
SU1114989A1 |
| Многополюсный вращающийся трансформатор | 1987 |
|
SU1432675A1 |
| Вращающийся трансформатор | 1978 |
|
SU758412A1 |
| Способ контроля погрешности вращающегося трансформатора | 1976 |
|
SU658668A1 |
| Индукционный редуктосин | 1984 |
|
SU1216819A1 |
4
VK
/ л с-грсс
