Затем газоотводящие патрубки 4 выдвигаются в направлении свободного конца электрода, не доходя до него на 5-10 мм, а гибкая связь при этом разматывается.
При контакте электрода о свариваемую поверхность возникает электродуга, после чего сварщик нажимает кнопку 13 пуска привода барабана 9 (при применении электродвигателя в качестве привода вращения барабана) или рычажок отсечного клапана 14 (при применении пневмопривода) и плавно перемещает рукоятку с электродом, по мере сгорания последнего, вниз и вдоль сварного шза. При этом автоматически и синхронно со сгоранием электрода при включенном побудителе будет происходить отсос сварочного аэрозоля от места его образования и складывание телескопических патрубков 4. Складывание газоотводящих патрубков 4 осуществляется наматыванием гибкой связи на барабан 9 со скоростью равной скорости сгорания электрода. Так как скорость сгорания электрода зависит от ряда факторов (диацетра, силы тока и т. д.), то перед началом сварки необходимо отрегулировать силу нажатия тормоза на барабан при помощи регулировочного винта 15.
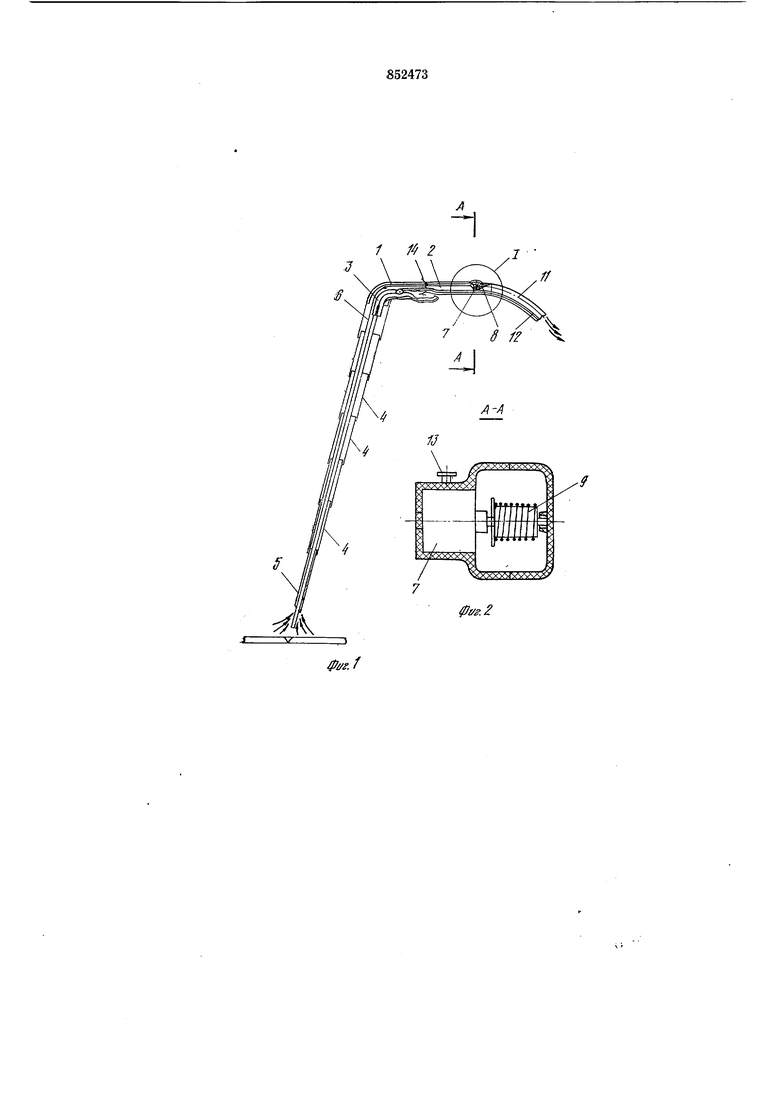
Отсос газов и аэрозоля от места сварки происходит через газоотводящие патрубки 4, канал 2 рукоятки 1, отсечной клапан 14 и шланг // для удаления аэрозоля.
Таким образом, при помощи электрододержателя обеспечивается постоянно высокая эффективность улавливания и удаления вредностей, выделяющихся при сварке, непосредственно от места их образоваимя, что улучшает условия труда сварщиков при ручной дуговой сварке ,и, тем самым, позволяет предотвратить ряд профессиональных заболеваний.
Формула изобретения
Элекрододержатель для ручной дуговой сварки с отсосом газов, содержащий корпус с рукояткой, внутри которых выполнен
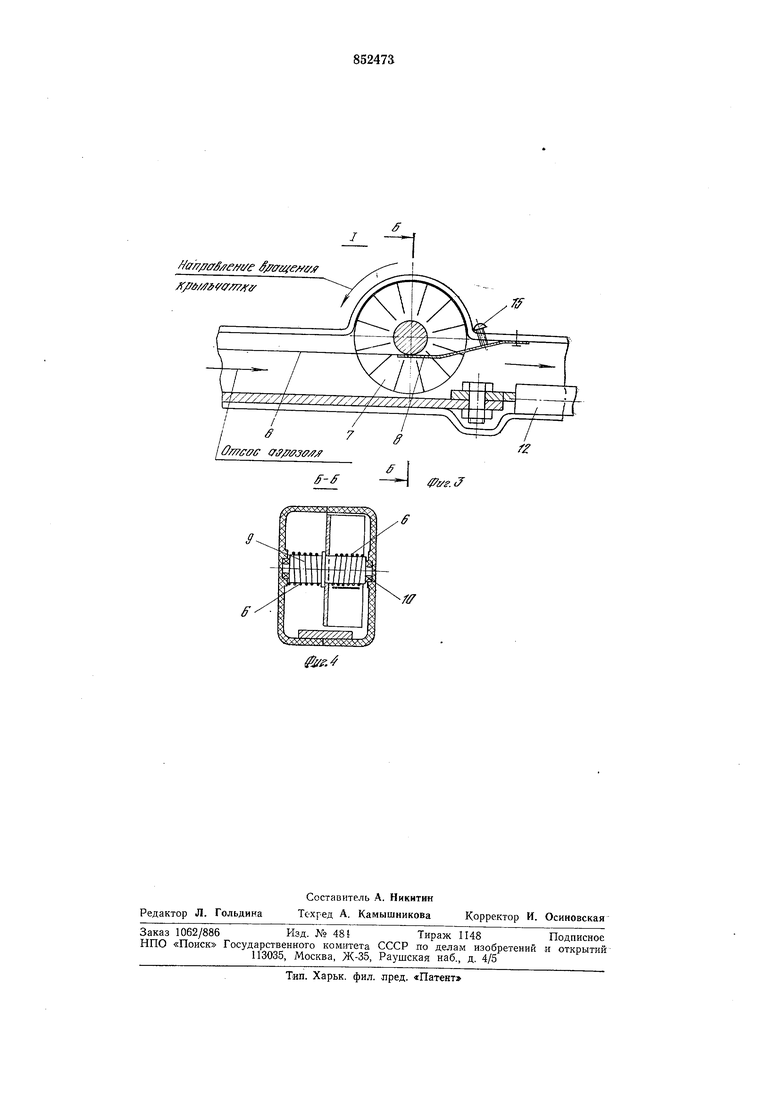
газоотводящий канал, соединенный с отсасывающей магистралью, и размещенные на корпусе узел фиксации электрода с телескопическими газоотводящими патрубками, соединенными гибкой связью с приводным барабаном, отличающийся тем, что, с целью улучшения условий труда сварщика путем повышения надежности перемещения телескопических патрубков относительно плавящегося электрода, привод барабана выполнен в виде поворотной крыльчатки, размещенной в газоотводящем канале, и отсечного клапана, закрепленного в корпусе.
Источник информации, принятый во внимание при экспертизе:
1. Патент Франции № 222138, кл. В 23 К. 9/28, 04.04.74.
J
,
//
фг/г.2
f7flaS/7effi/e Л б// а/у/77/уу
I 7 lO ffffe yff ffjff
ff-ff
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1980 |
|
SU880656A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1981 |
|
SU1038134A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1990 |
|
SU1819200A3 |
| Электрододержатель для штучных электродов с отсосом газопылевыделений | 1983 |
|
SU1146161A1 |
| Электрододержатель для ручной дуговой сварки | 1982 |
|
SU1107978A1 |
| Шланг к сварочным горелкам для дуговой сварки | 1982 |
|
SU1110574A1 |
| Электрододержатель для ручнойдугОВОй СВАРКи C OTCOCOM гАзОВ | 1979 |
|
SU795808A1 |
| Горелка для сварки плавящимся электродом в среде защитных газов | 1981 |
|
SU977123A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газопылевыделений | 1986 |
|
SU1344541A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1985 |
|
SU1323291A1 |