величине зажимного хода подпружиненного штока.
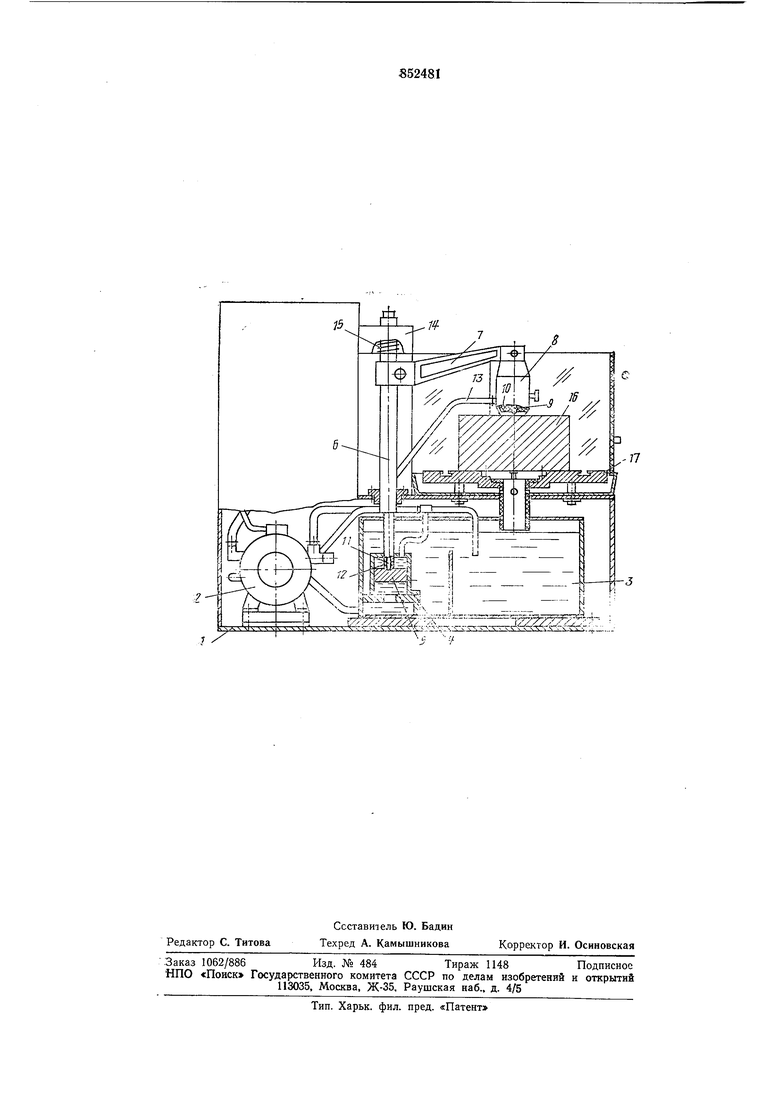
На станине J установлена латравляющая 14, в которой размещена верхняя часть штока 6, связанная лруж.иной /5 со Сталиной.
Станок .работает следующим образом.
Обрабатываемое «зделие 16 уста«авЛИвают .на ра-бочий стол 17. Насосом 2 электролит из ваины 6 натнетается в надиоршневую полость пидроцилиндра 4. Поршень 5 олуокается вниз и лосредствО|М штока 6, крон.штейна 7 и рабочей головки 8 зажимает обрабатываемое издел-ие. Как только радиальный .канал 12 в штоке 6 перейдет в надпоршневую зону гмдроцилнндра 4, эл екролит по радиальному 12 и осевому 11 каналам, гибкому трубопроводу 13 начнет носту1иать в рабочий зазор между электродоминструментом 9 ,и обрабатываемым изделием 16. При этом включается технологический ток и начинается процесс электрохимической обработки. ,
По истечении зада.нного времени обработки отключается технологический ток и насос 2. Шток 6 лод действием пружины 15 поднимается вверх, выжимая электролит из надлоршневой зоны гидродилиндра 4 в ваниу 3.
Рабочая головка 8 при этом освобождает обра1ботанное изделие 16.
При переходе на другой типоразмер обрабатываемые изделий К1рО|НштеЙ1Н 7 раскрепляют и 1иеремеш,ают вдоль штока 6 на необходимую вьюоту и фиксируют его в этом положении.
Зажим обрабатывае(мого изделия происходит одновременйо -с подачей электролита в рабочую .зону обработки, что повышает производительность обработки и значительно упрощает конструкцию станка, поскольку отпадает необходимость в опециальнО|М устройстве для К;реплен.ия изделий.
Станок может быть использован для электрохимического маркирования шзделий с глубиной .знака до 0,3-0,5 мм и при электрохимической р.азмерной обработке.
Формула .и 3 о б р е т е .н и я
1.Станок для элeктpoxJИlMичecкoй обработки изделий, содержащий ста.нину, механизм подачи эл9ктрода-1И:нспрумента, насос и ванну с электролитом, о т л и ч а ю щ и йс там, что, с .целью ло.вышения производительности обработки, механизм подачи электрода-инструмента выполнен в виде подпружикеиного .штока с поршлем, устано;вленным в гидроцилиндре, .надлоршневая полость которого соединена с иасосом, а подпоршневая - с ванной, причем в штоке выполнен осевой канал, соединенный с рабочей зоной, и радиальный канал, расположенный от верхне.го тарца поршня на расстоянии, равном ведичияе зажимного хода подпружиненного штока.
2.Станок по л. 1, отличающийся тем, что, с целью исключения кристаллизации электролита на стенках гидроцилиндра, последний погружен в ванну с электролитом, а подпоршневая полость гидроцилиндра выпо.лнена открытой.
Источник информации, принятый во вяимание при экспертизе:
1. Авторское свидетельство СССР №4.60150, кл. iB 23 Р :1/04, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| Автоматическая установка для нанесения покрытия | 1984 |
|
SU1281608A1 |
| Установка для нанесения покрытия электронатиранием | 1986 |
|
SU1361199A1 |
| Устройство для электрохимической обработки | 1972 |
|
SU650763A1 |
| Устройство для подгонки сопротивления проволочных резисторов с осевыми выводами методом электрохимического анодного травления | 1979 |
|
SU858121A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| Установка для восстановления гильз | 1985 |
|
SU1268637A1 |
| Станок для обработки концов труб давлением | 1980 |
|
SU889223A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |