В известных приспособлениях для автоматического управления станком с помощью системы жестких упоров и взаимодействующих с ними переключающих устройств предусматривается только раздельное управление подачами станка в различных направлениях, что не дает возможности использовать систему упоров для осуществления полного автоматического цикла обработки ступенчатых деталей.
В описываемом приспособлении этот недостаток устранен тем, что под воздействием каждого упора золотниковый или электрический переключатель одновременно осуществляет переключение поперечной и продольной подач, одна из которых включается, а другая - выключается.
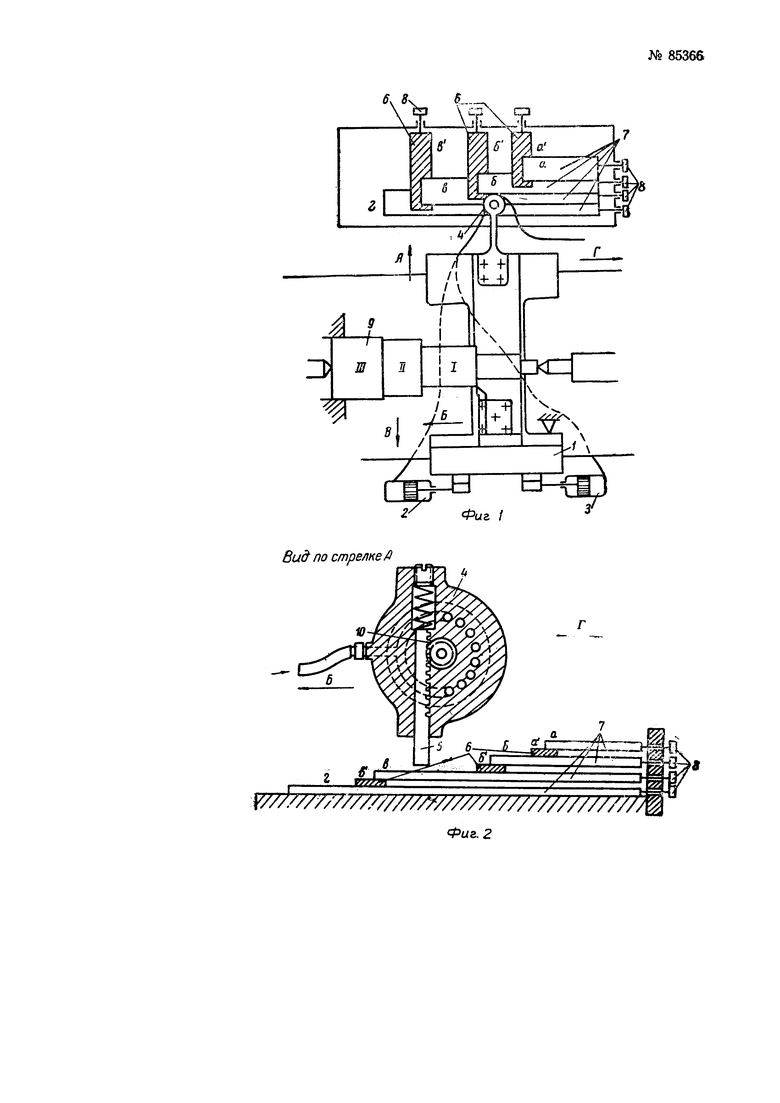
На фиг. 1 изображена схема приспособления для автоматического управления токарным станком в плане, на фиг. 2 - схема системы упорных линеек, управляющих переключением подач, вид по стрелке А.
На суппорте 1 токарного станка помещены пневматические цилиндры или соленоиды 2 и 3, которые управляют механизмами включения поперечной и продольной подач. На задней стороне суппорта укреплен золотниковый или электрический переключатель 4, управляющий пневмо-цилиндрами или соленоидами 2 и 3, контактный стержень 5 которого взаимодействует при продольном и поперечном движении суппорта с двумя системами взаимоперпендикулярных упорных установочных линеек 6 и 7.
Все линейки расположены так, что перекрывают друг друга в различных плоскостях, образуя ступени, и могут передвигаться при помощи установочных винтов 8.
Приспособление обеспечивает обработку установленного на станке ступенчатого изделия 9 по автоматическому циклу.
Приспособление работает следующим образом.
При запуске станка, включается продольная подача и суппорт начинает двигаться по стрелке Б, обтачивая первую ступень изделия 1. При этом контактный стержень 5 переключателя 4 двигается по линейке а. Дойдя до конца линейки а стержень соскакивает на лежащую ниже поперечную линейку а′, осуществляя при этом при помощи реечной передачи 10, имеющейся в корпусе переключателя 4, одновременное переключение пневмоцилиндров или соленоидов 2 и 3, один из которых выключает продольную подачу, а другой одновременно включает поперечную. При этом суппорт начинает двигаться по стрелке В, подрезая торец ступени II изделия. Контактный стержень 5 переключателя 4 двигается по поперечной линейке а′ до тех пор, пока не соскочит на лежащую еще ниже продольную линейку б. В этот момент переключатель снова осуществляет переключением пневмоцилиндров или соленоидов 2 и 3, причем поперечная подача выключается, а продольная включается. Начиная с этого момента суппорт снова двигается по стрелке Б, производя продольную обточку ступени II изделия.
Описанный цикл повторяется до тех пор, пока все ступени валика не будут обработаны и суппорт не вернется в исходное положение. Возвращение суппорта происходит путем реверсирования продольной подачи, которая осуществляется при попадании контактного стержня 5 на последнюю, самую нижнюю продольную линейку г, по которой он двигается в обратном направлении по стрелке Г.
1. Приспособление для автоматического управления металлорежущими станками, в частности токарными, при обработке многоступенчатых деталей с применением системы жестких упоров, взаимодействующих с пневматическими или электрическими устройствами, управляющими включением и выключением подачи станка, отличающееся тем, что, с целью осуществления включения продольной подачи с одновременным выключением поперечной, и наоборот, применен один взаимодействующий с упорами золотниковый или электрический переключатель, обслуживающий одновременно переключающие устройства обеих подач станка.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что упоры, управляющие переключением подач, выполнены в виде двух перпендикулярно расположенных пересекающихся систем установочных линеек.
