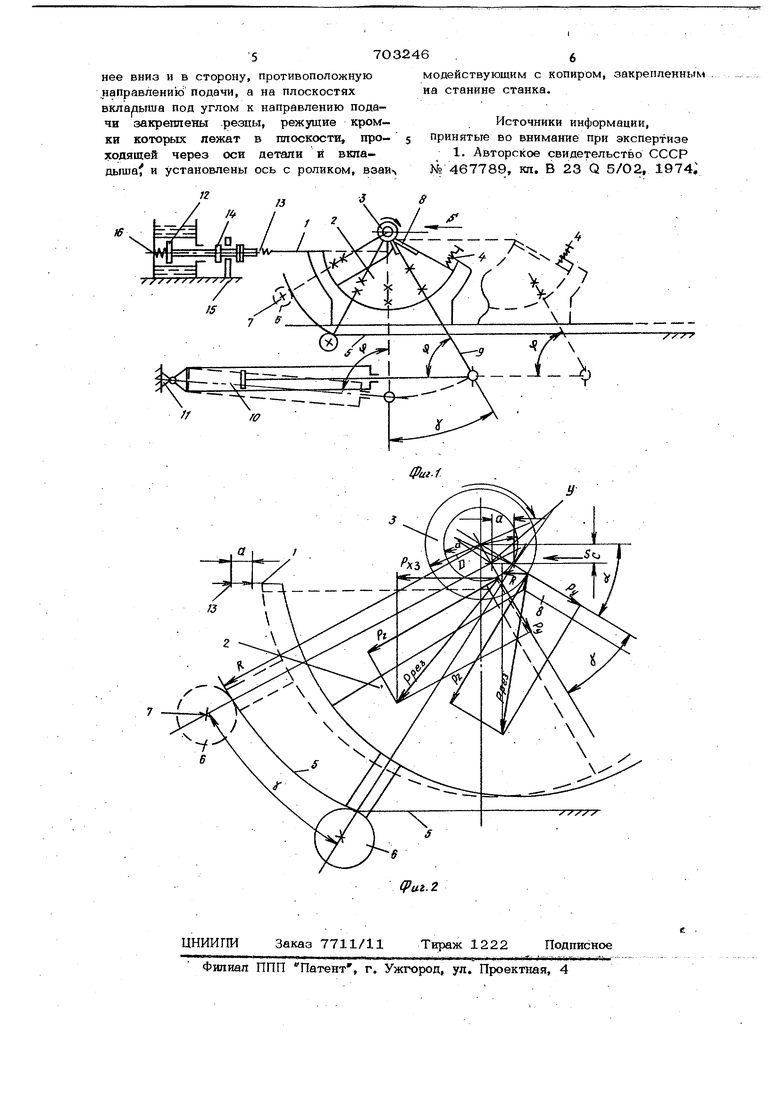
Изобретение относится к области стан костроения и может быть ирпользованр в токарных станках для обработки врезание с поперечной подачей. Известно устройство к токарному стан ку для обработки врезанием, содержащее суппорт с электрогидравлическим приводом подачи и: режущий инструмент 1. Целью изобретения является повышение контактной жесткости цепи привода Цель достигается тем, что на суппорт установлен с возможностью поворота вкладыш в виде сектора цилиндра, ось ко торого параллельна оси вращения обрабатываемой детали и смещена от нее вниз и в сторону, противоположнуюнаправлению подачи, а на плоскостях вкладыша под углом к направлению подачи закреплены резцы, режущие кромки которых ле- жат в плоскости, проходящей через оси детали и вкладьпиа, и установлена ось с роликом, взаимодействующим с копиром, .закрепленным на станине станка. На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - схема действующих усилий. В циклической опоре суппорта 1 уста- новлен вкладыш 2 в виде сектора цилиндра, ось которого паралельна оси вращения обрабатываемой, детали и смещена от нее вниз на величину oxilact. , где oL угол установки резцов по отнои1ению подачи S, обеспечивающий их захват вращающей я- деталью 3 в начале врезания; Д - диаметр заготовки. Свободный поворот вкладыша 2 в постели суппорта 1 ограничен против часовой стрелки упором 4, жестко закрепленным на суппорте 1, по часовой стрелке копиром 5 жестко закрепленным на станине станка, сг которым кинематически связан ролик 6, смонтированный на оси 7, жестко связанный с вкладышем 2. Профиль копира 5 выпсшнен из двух частей: прямой линейки, ппроллельной направлению подачи S (интервал ускоренного подвода-отвода супгюртп), и профиля рабочей подачи, обеспечивающего сохранение заданного угла резания на всем протяжении врезания, на схеме это соот ветствует углу поворота вкладыша за рабочий ход суйпорта, равный CiНа плоскости вкладыша 2, в резцедер жатёлях закрепленьг резцы 8 под углом 01к направлению подачи S со смещением режущих кромок резцов от оси вкладыша 2, как показано на схеме. С вкладышем 2жестко соединен рычаг 9, конец которого Ларнирно соединен со штоком пневмоцилиндра 10 ускоренного подврда-отвода суппорта 1. Пневмоцилиндр 10 шарнирно соединен с опорой 11, жёстко закрепленной на станине станка. Длина рычага 9 и место крепления опры 11 выбираются так, .чтобы угол V {угол меж осью рычага 9, проходящей через ось вкладыща 2 и осью пневмоцилиндра 10) был как при ускоренном подводе-отводе, так и при рабочей подаче суппорта 1 менее ЭОЧ На станине станка жестко (в ванне с рабочей |жийкостью) закреплен механизм противодавления, состоящий из гидроцилинщэа 12, торец штоКа которого во время рабочей подачи находятся в постоянном контакте с регулируемым упором 13, жестко закрепленным на суппорте I. Бесштоковая полость гидроцилиндра 12 оснащена дросселем с регулятором и обратным клапаном (на схеме не указаны), щтоковая Полость имеет свободное сообщение на рабочей жидкостью ванны. Шток гищэоцилиндра 12 имеет две регулируемьтё жесткие опоры 14, ограничивающие его перемещение до контакта их с жестким упором 15 станины станка: влево под действием усилия подачи, вправо под действием пружины 16. Работает устройство следующим образом. Из исходного положения (суппорт отведен в крайнее правое положение) пнев- моцилиндром 10 через рычаг 9 и вkлaдьIш 2 суппорт 1 ускоренно подводится доупора 15, При этом ролик 6 препятствует повороту вкладыша 2, а упор 4 - его отрьгоу от постели суппорта.1. Далее ролик 6 переходит на контакт с профильным участком копира - радиусом R (см. фиг. 2) от оси вращения обрабатываемой детали, что соответствует началу рабочего хода суппорта. Результирующая сил резания .В/ - Rq. обеспечивает постоянный прижым вкладыша 2 к постели суппорта I и одновременно стремится повернуть его по часовой стрелке вокруг оси, а суппорт I подать влево силой F, г.(сила захвата), что используется в предлагаемом устройстве в качестве силового элемента при- , вода рабочих подач суппорта. Под действием силы захвата РХ.И незначительного усилия пневмоцилиндра 10 ускоренного подвода-отвода суппорта 1 шток гидроцилиндра 12 перемешается упором 13 влево, вытесняя рабочую жидкость из бес штоковой полости гидроцилинщ)а 12 через дроссель с регулятором (на схеме не указаны) в ваннуГ до упора регулируемой опоры 14 в жесткий упор 15 статины станка (конец обработки). При этом ролик 6, контактируя с рабочим профилем konnpa 5, по мере продвижения суппорта -1 влево обеспечивает поворот вкладыша 2s сохраняющий постоянный угол резанля на всем протяжении врезания. Постоянство заданной величины рабочей подачи суппорта 1 обеспечивается соответствующей настройкой дросселя с регулятором (на схеме не показан) цилиндра 12. После выдержки на жестком упоре 15 (соответствует размеру d - диаметру обрабатываемой детали, фиг. 2) суппорт 1, пневмоцилиндромЮ отводится в исходное положение, при этом вначале вкладыш 2 рычагом 9 поворачивается до его упора в . упор 4, и ролик 6 доходит до прямолинейного участка копира 5, а далее суппорт 1 -ускоренно отводится в цсходное полоШток гидроцилиндра 12 пружиной 16 . отводится вправо до контакта регулируе-мой опоры 14 с жестким упором 15 ста- тины станка, вытесняя рабочую жидкость, из штоковой полости в ванну и забирая ее через обратный клапан (на схеме не показан) в бесштоковую полость из ван|1Ы. Далее цикл повторяется.формула изобретения Устройство к токарному станку для бработки врезанием, содержащее суппорт с электрогидравлическим приводом подачи и режущий инстру| ент, о т л и ч а юм щ е е с я тем, что, с целью повышения контактной жесткости цепи привода подаи, на суппорте установлен с возможностью поворота вкладыш в виде сектора цилиндра, ось которого параллельна оси вращения обрабатываемой детали.и смешена от
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Автооператор | 1977 |
|
SU680852A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Устройство для токарной обработки | 1974 |
|
SU552139A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
