I
Изобретение относится к обработке металлов давлением и может быть использовано при проектировании и модернизации опор полигримовых валков станов холодной прокатки труб всех типоразмеров.
,Известна опора пильгерного валка в клетк стана холодной прокатки труб, включающая подушку с отверстием, в котором размещен подшипник качения, . охватывающий шейку валка 1.
Наиболее близкой к предлагаемому является опора пильгерного валка, содержащая подушку с внутренним цилиндрическим отверстием и подшипник, имекедий сепаратор с роликами 2 .
Недостаток этих опор состоит в том, что при повышении степени деформаци металла возрастают на нее и шейк валка нагрузки, максимальные из которых в основном приходятся на 1/4 периметра валка. Ввиду малого межосевого расстояния валков дни имеют малый запас.прочности и при росте нагрузки происходит преждевременное их разрушение.
Цель изобретения - повышение срока службы при повышенных степенях деформации .
Поставленная цель достигается тем, что опора пильгерного валка в клети стана холодной прокатки труб, содержащая подушку с внутренним цилиндрическим отверстием и подшипник, имею-, щий сепаратор с роликами, она снабжена элементами скольжения, установленными на 3/4 Длины окружности отверстия подушки, и дуговым вкладышем
10 под ролики, смонтированным на остальной части отверстия, при этом подушка выполнена с горизонтальным разъемом, пересекающим внутреннее отверстие выше его диаметра, и имеет в мес15те разъема симметрично расположенные относительно отверстия направляющие под ролики, а сепаратор выполнен шарнирно-пластинчатым.
На фиг. 1 представлена опор, уста20новленная на шейке пильгервалка,продольный разрез, на фиг.2 - опора, установленная в клети стана холодной .прокатки труб, поперечный разрез.
Опора пильгерного валка 1 содер25жит подушку 2 с внутренним цилиндрическим отверстием, установленный в ней подшипник, имеющий сепаратор 3 с роликами 4, элементы 5 скольжения и дуговой вкладыш б. Элементы сколь30жения установлены на 3/4 длины окружности отверстия подуити. а дуговой вкладыш, контактируемый с роликами 4 размешен на остальной 1/4 части отверстия. Подушка выполнена с горизонтальным разъемом, пересекающим внутреннее отверстие подушки выше его диаметра. В месте разъема подушка имеет симметрично расположенные относительно отверстия направляющие под ролики 4, а сепаратор 3, несущий ролики, выполнен шарнирно-пластинчатым. размещена в корпусе 8 клет-и стана холодной прокатки труб. Элементы скольжения и ролики установлены в контакте с шейкой 9 валка 1 .
Принцип работы опоры в клети стана холодной прокатки труб заключается в следующем.
Корпус 8 клети, а вместе с ней подушки 2 и валки 1 совершают возвратно-поступательное движение. Кроме то го, от зубчато-реечного привода (не показано) валки совершают возвратнокачательное движение. При движении корпуса 8 влево и вращении валков по направлениям (при развороте валков на 360°), показанных яа фиг. 2 стрелками, ролики 4, связанные шарнирнопластинчатым сепаратором 3, перекатываются по шейкам 9 валков 1 и дуговым вкладышам 6 в направляющие 7, пр этом 3/4 периметра шеек валков сколь зят по поверхности элементов 5 скольжения. При движении корпуса вправо валки вращаются в противоположных напрасвлениях, а ролики .4 перекатываются таким же образом в освободившиеся на правлякяцие 7.5 оличество роликов выбирают таким,чтобы при каждом разворот валков -на 360° между шейкой валка и вкладышом на всем протяжении его был размещены ролики. Так работает клеть за один цикл прокатки (двойной ее ход) .
Поскольку в процессе прокатки максимальную вертикальную нагрузку при увеличении степени деформации металла за проход воспринимают в основном 4-6 роликов подшипника (что составляет 1/4 периметра валка), а остальная часть роликов подвержена воздействию сил от упругого пермёщения валка и осевой нагрузке, составляющей 10-20% от вертикальной нагрузки, то опора в этой части выполнена в виде
зкладыша с роликами, а остальная iacTb периметра валка - 3/4, воспринимающая малую нагрузку, представляет собой элемент скольжения, Выполненение элемента скольжения с периметром больше 3/4 периметра шейки валка приводит к тому, что он подвергается воздействию максимальных нагрузок. Это приводит к разрушению опоры и выходу из строя клети.
В предлагаемой рабочей клети размеры роликов и вкладыша не ограничиваются межосевым расстоянием валков и могут быть выбраны с требуемым запасом прочности. Одновременно появляется возможность увеличить диаметр шейки валка, что позволяет увеличить жесткость шеек и их прочность. Это дает возможность повысить срок службы валков и опоры и, соответственно, всей рабочей клети при повышенных степенях деформации металла. Кроме того, снижается трудоемкость сборки и разборки узла валок - опора.
Формула изобретения
Опора пльгерного валка в клети стна холодной прокатки труб, содержащая подушку с внутренним цилиндрическим отверстием и подшипник, имеющий сепаратор с роликами, отличающаяся тем, что, с целью повышения ее срока службы при повы иенных степенях деформации, она снабжена элементами .скольжения, установленными на 3/4 длины окружности отверстия подушки, и дуговым вкладышем под ролики, смонтированным на остальной части отверстия, при этом подушка выполнена с горйзонтгшьным разъемом, пересекакмдим внутреннее отверстие выше его диаметра, и имеет в месте разъема симметрично расположенные относительно отверстия направляющие под ролики, а сепаратор выполнен шарнирно-пластинчатым.
Источники информации, принятые во внимание при экспертизе
1.Розов Н.В. Холодная прокатка стальных труб. М., Метсшлургия, 1977, с. 97.
2.Кофф З.А. и др. Холодная прокатка труб. Металлургиздат, 1962, с. 39.
(риг J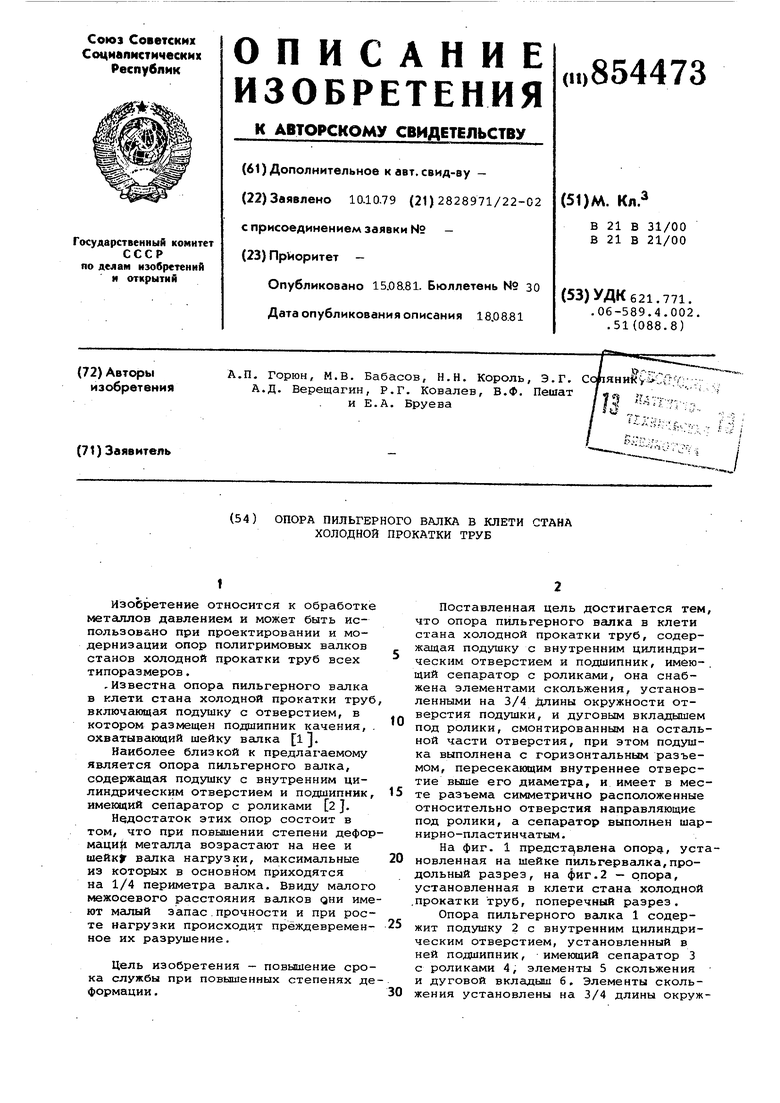
| название | год | авторы | номер документа |
|---|---|---|---|
| Опора пильгерного валка в клети стана холодной прокатки труб | 1990 |
|
SU1750758A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Подшипниковая опора рабочего валка прокатной клети | 1982 |
|
SU1061867A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2172653C1 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2009 |
|
RU2391157C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| СИСТЕМА ПРИВОДА ДЛЯ СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ | 2003 |
|
RU2247613C1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 2000 |
|
RU2172654C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| Рабочая клеть стана холодной прокатки труб | 1983 |
|
SU1148660A1 |