1362554
струмента. Корпус 1 устройства снабжен распределителями смазочно-охлаж- дающей жидкости (СОЖ). Распределители выполнены в торцовом сечении в виде криволинейной трапеции и установлены в кольцевом пространстве между шестернями 2, 3 и накатниками 4. В распределителе имеются отвер1
Изобретение относится к машиностроению и предназначено для изготовления как одновременно наружных и внутренних зубчатых профилей кинематической пары, так и отдельно внутренних и наружных зубчатых профилей на кольцевых заготовках.
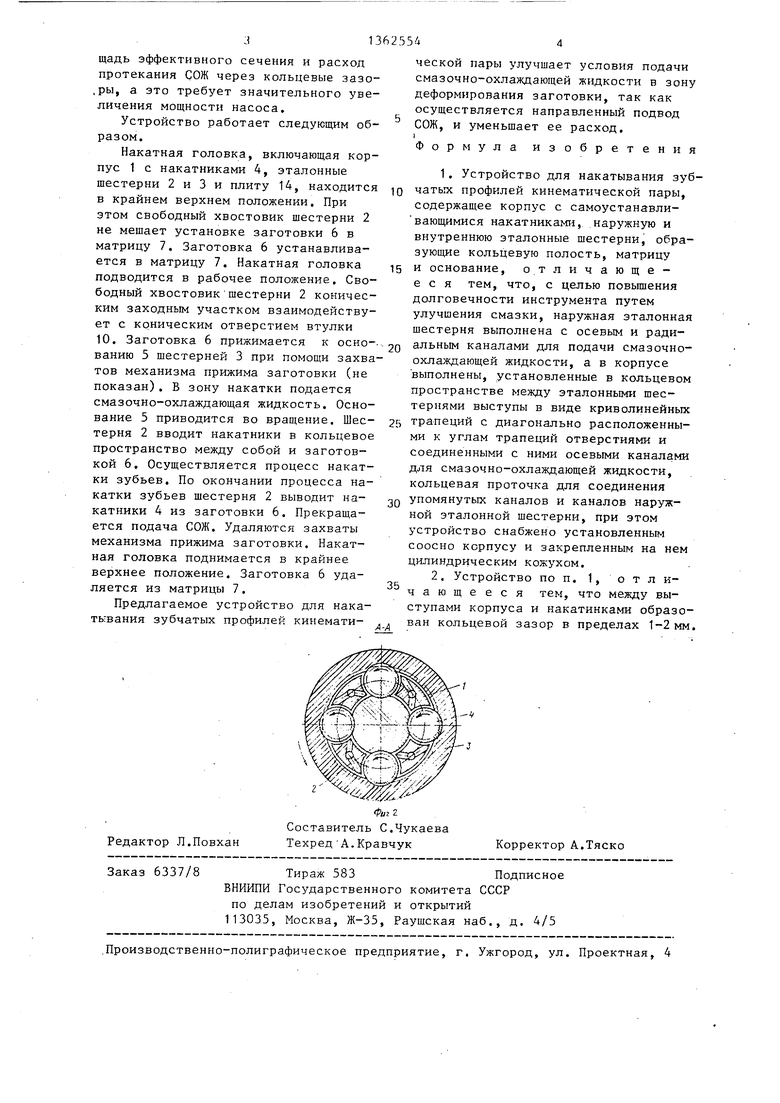
На фиг. 1 Изображено устройство для накатывания зубчатых профилей кинематической пары; на фиг. 2 - сечение А-А на фиг. 1.
.Корпус 1 снабжен распределителями установленными в кольцевом пространстве между наружной 2 и внутренней 3 эталонными шестернями, а также между накатниками 4, Распределители выполнены в торцовом сечении в виде криволинейной трапещиИ, сторонами которой являются дуги окружностей. , Между распределителем корпуса 1 и эталонными шестернями 2 и 3, а также между распределителем корпуса 1 и накатниками 4 имеетс я кольцевой зазор, величина которого изменяется в пределах 1,0-2,0 мм в зависимости от вязкости смазочно-охлаждающей жидкости (СОЖ). Данный кольцевой зазор способствует уменьшению расхода СОЖ. В распределителе корпуса 1 выполнены осевое и торцовые отверстия для псдачи СОЖ в зону деформирования заготовки. Торцовые отверстия направлены от осевого к диагонально расположенным углам трапеции сечения таким образом, чтобы движение потока СОЖ совпадало с направлением вращени накатника. На цилиндрической поверхности центрального отверстия корпуса 1 выполнен кольцевой коллектор, соединенный отверстием с .осевым отверстием распределителя. Для подвода ,СОЖ к коллектору корпуса 1 в хвостостия для направленной подачи СОЖ в зону деформирования. Подвод СОЖ осуществляется через хвостовик шестерни 2, а отвод - через отверстие основания 5. Для герметизации рабочей зоны устройства используются уплотнители 19,20,21,22 и 23. 1 з.п. ф-лы, 2 ил.
5
0
5
0
5
0
вике шестерни 2 выполнены осевое и радиальные отверстия. Отвод СОЖ осуществляется через отверстие в основании 5.. Заготовка 6 устанавливается на основании 5 в матрице 7, закрепленной на основании 5. Б центральном отверстии основания 5 установлен подпружиненный пружиной 8 плавающий стакан 9, в котором закреплена с возможностью вращения втулка 10. Втулка 10 коническим отверстием взаимодействует со свободным хвостовиком шестерни 2. Ограничители хода шестерни 3, выполненные в виде полуколец 11, взаимодействуют с упорной шайбой 12, закрепленной на шестерне 3. Ограничители хода накатников 13 выполнены в виде секторов. Шестерня 2 конической частью хвостовика устанавливается в суппорт станка (например, карусельного). Осевое усилие суппорта станка на накатники 4 передается через корпус 1, плиту 14 и упорную шайбу 15. Предотвращение проворачивания плиты 14 осуществляется шпонкой 16.Шарики 17 и 18 ум.ень- шают трение при вращении корпуса 1. Для герметизации рабочей зоны накатного устройства используют уплотнители 19-23.
Величина кольцевого зазора между распределителем и вершинами зубчатых профилей эталонных шестерен, а также накатни.ков лежит в пределах 1-2 мм.
Максимальная величина кольцевого зазора (2,0 мм) определяется из условия обеспечения необходимого давления подачи СОЖ (5-10 атм), ограни- .ченного мощностью насосов подачи СОЖ, так как при увеличении величины кольцевого резко увеличиваются площадь эффективного сечения и расход протекания СОЖ через кольцевые зазо- ,ры, а это требует значительного увеличения мощности насоса.
Устройство работает следующим образом.
Накатная головка, включающая корпус 1 с накатниками 4, эталонные шестерни 2 и 3 и плиту 14, находится в крайнем верхнем положении. При этом свободный хвостовик шестерни 2 не мешает установке заготовки 6 в матрицу 7. Заготовка 6 устанавливается в матрицу 7. Накатная головка подводится в рабочее положение. Свободный хвостовик шестерни 2 коническим заходным участком взаимодействует с коническим отверстием втулки 10. Заготовка 6 прижимается к основанию 5 шестерней 3 при помощи захва тов механизма прижима заготовки (не показан). В зону накатки подается смазочно-охлаждающая жидкость. Основание 5 приводится во вращение. Шестерня 2 вводит накатники в кольцевое пространство между собой и заготовкой 6. Осуществляется процесс накатки зубьев. По окончании процесса накатки зубьев шестерня 2 выводит накатники 4 из заготовки 6. Прекращается подача СОЖ. Удаляются захваты механизма прижима заготовки. Накатная головка поднимается в крайнее верхнее положение. Заготовка 6 удаляется из матрицы 7.
Предлагаемое устройство для накатывания зубчатых профилей кинемати10
15
20
26
30
35
-А
ческой пары улучшает условия подачи смазочно-охлаждающей жидкости в зону деформирования заготовки, так как осуществляется направленный подвод
СОЖ, и уменьшает ее расход.
1
Формула изобретения
1. Устройство для накатывания зубчатых профилей кинематической пары, содержащее корпус с самоустанавли- вающимися накатниками, наружную и внутреннюю эталонные шестерни, образующие кольцевую полость, матрицу и основание, отличающееся тем, что, с целью повышения долговечности инструмента путем yлyчLaeния смазки, наружная эталонная шестерня выполнена с осевым и радиальным каналами для подачи смазочно- охлаждающей жидкости, а в корпусе выполнены, установленные в кольцевом пространстве между эталонными шестернями выступы в виде криволинейных трапеций с диагонально расположенными к углам трапеций отверстиями и соединенными с ними осевыми каналами для смазочно-охлаждающей жидкости, кольцевая проточка для соединения упомянутых каналов и каналов наружной эталонной шестерни, при этом устройство снабжено установленным соосно корпусу и закрепленным на нем цилиндрическим кожухом.
2. Устройство по п. 1, о т л и- чающе еся тем, что между выступами корпуса и накатинками образован кольцевой зазор в пределах 1-2 мм.
Л.Повхан
Ш
Фиг г
Составитель С.Чукаева Техред А.Кравчук
Корректор А.Тяско
6337/8
Тираж 583Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4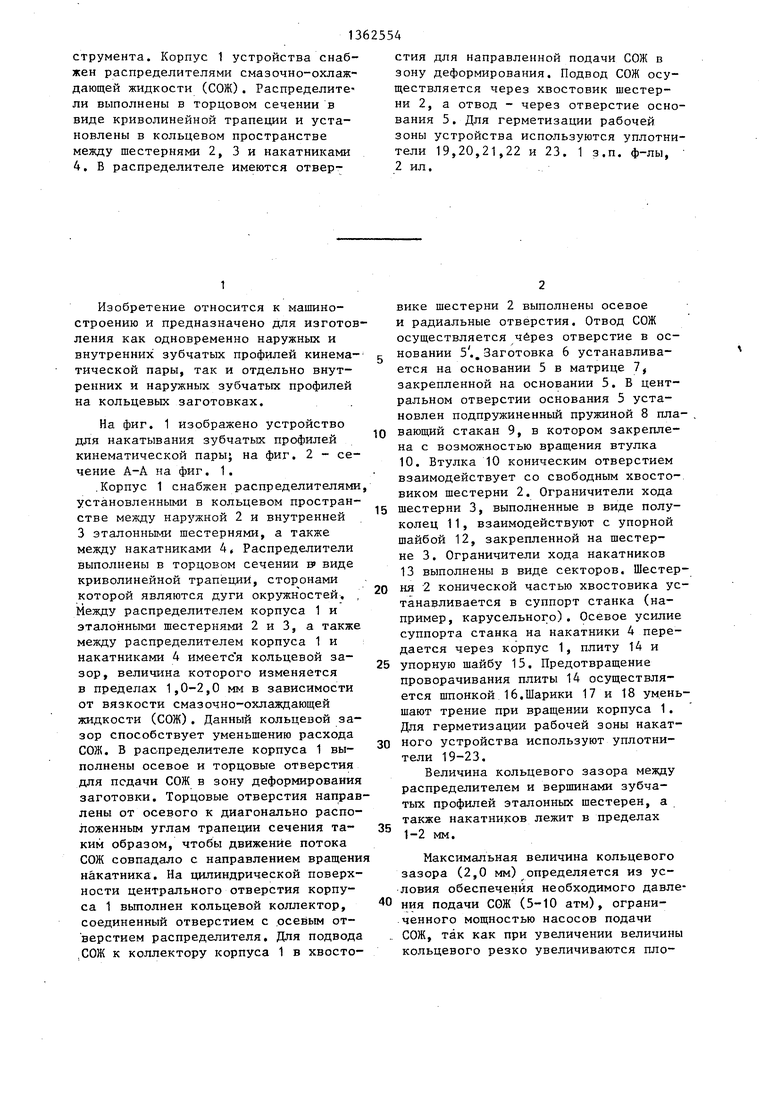
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания зубчатых профилей | 1986 |
|
SU1368093A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1986 |
|
SU1333461A2 |
| Устройство для обработки деталей накаткой | 1990 |
|
SU1738442A1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ НА КОЛЬЦЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2009751C1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления | 1987 |
|
SU1530314A1 |
| Резьбонакатная головка | 1987 |
|
SU1500425A1 |
| Устройство для накатывания зубчатых профилей | 1991 |
|
SU1811953A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1984 |
|
SU1228953A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1981 |
|
SU988434A1 |
Изобретение относится к области машиностроения и предназначено для изготовления как одновременно наружных и внутренних зубчатьрс профилей кинематической пары, так и отдельно внутренних и наружных зубчатых профилей на кольцевых заготовках.Изобретение позволяет повысить долговечность инП ,J кмеханиз п ми ПОиЯСЛ l-J птт ну nt на за отоЪки 7 no85off мас/ta СЛ J9 От/од мосла
| Устройство для накатывания зубчатых профилей кинематической пары | 1981 |
|
SU988434A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
