1
Изобретение относится к литейному производству, а именно к конструк и устройств для внепечной обработки расплавов, то есть - модифициро- . вания, рафинирования, легирования расплавов различными присадками.
Наиболее близким по технической сущности и достигаемому результату, является ковш для модифицирования железоуглеродистых сплавов,содержащий |Q углубление для присадок, расположенное в донной части ко.вша и закрытое огнеупорной крьппкой р .
Недостаток данной конструкции за- ,5 ключается в том, что ее использование требует длительной подготовки ковша к последующим циклам обработки.
Цель изобретения - обеспечение регулирования времени начала взаимо- 20 действия присадки и расплава и снижение трудоемкости подготовки его к последующему циклу обработки расплава.
Поставленная цель достигается . тем, что ковш для внепечной обработки расплавов присадками, включающий углубление в донной части, закрытое огнеупорной, крьпчкой, в которой выполнено по крайней мере одно отверг стие со сменной втулкой, расположенное против углубления, а в до;шой части выполнен уступ, снабженный кольцевой канавкой, причем,отверстие в крышке снабжено сменной втулкой.
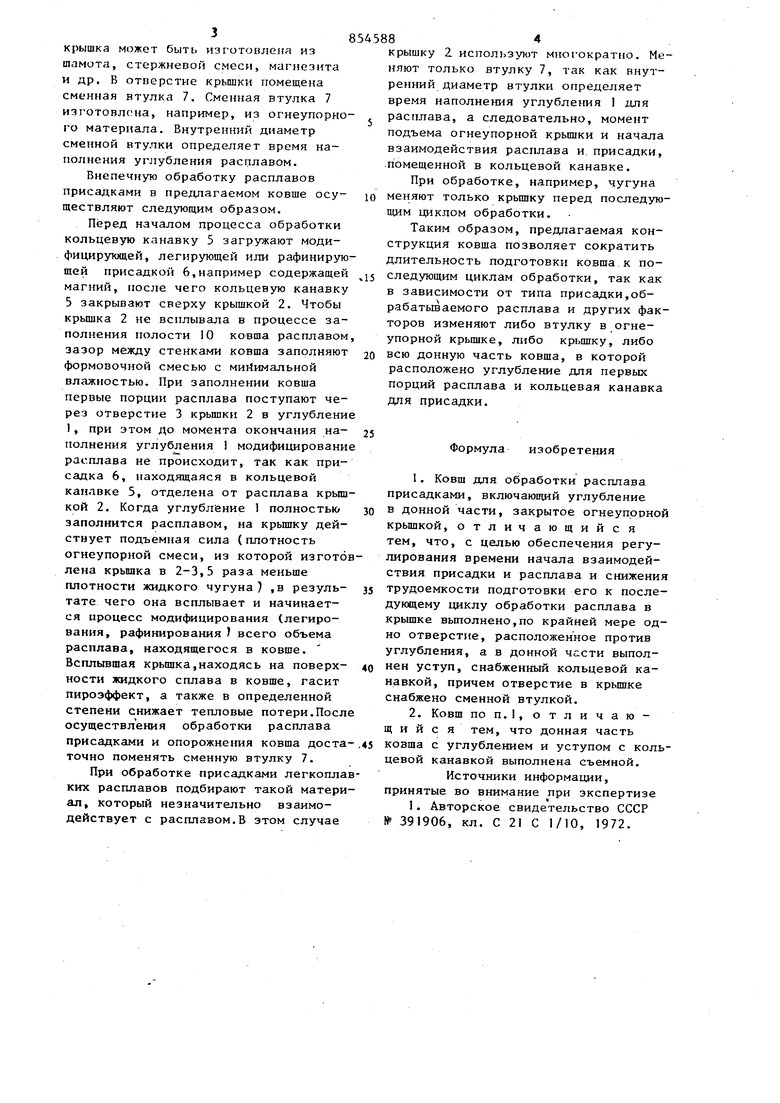
Донная часть ковша с углублением и уступом с кольцевой канавкой выполнена съемной.
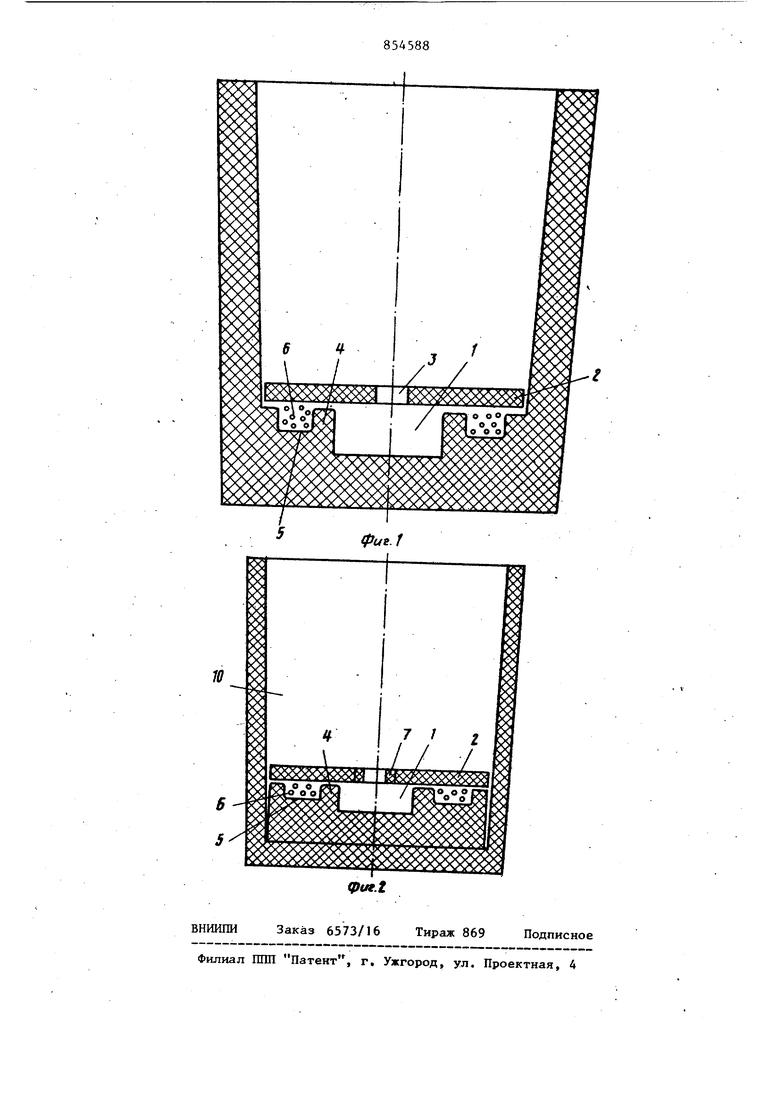
На фиг.1 изображен предлагаемый ковш; на фиг.2 - ковш со съемной донной частью.
Ковш содержит углубление 1 для первых порций расплава, огнеупорную крышку 2 с отверстием 3, уступ 4, углубление 5 для присадки 6,выполненное в ьиде кольцевой канавки. В зависимости от типа обрабатываемого расплава и типа присадки огнеупорная крышка может быть изготонлена из шамота, стержневой смеси, магнезита и др. В отверстие крьппки помещена сменная втулка 7. Сменная втулка 7 изготовлена, например, из огнеупорного материала. Внутренний диаметр сменной втулки определяет время наполнения углубления расплавом. Внепечную обработку расплавов присадками в предлагаемом ковше осуществляют следующим образом. Перед началом процесса обработки кольцевую канавку 5 загружают модифицирукхцей, легирующей или рафинирую щей присадкой 6,например содержащей магний, после чего кольцевую канавку 5 закрывают сверху крышкой 2. Чтобы крышка 2 не всплывала в процессе заполнения полости 10 ковша расплавом зазор между стенками ковша заполняют формовочной смесью с минимальной влажностью. При заполнении ковша первые порции расплава поступают через отверстие 3 крьш1ки 2 в углублени 1, при этом до момента окончания наполнения углубления 1 модифицировани расплава не происходит, так как присадка 6, находящаяся в кольцевой канавке 5, отделена от расплава крьпп кой 2. Когда углубление 1 полностью заполнится расплавом, на крьш1ку действует подъемная сила (плотность огнеупорной смеси, из которой изгото лена крышка в 2-3,5 раза меньше плотности жидкого чугуна) ,в результате чего она всплывает и начинается процесс модифицирования (легирования, рафинирования всего объема расплава, находящегося в ковше. Всплывшая крышка,находясь на поверхности жидкого сплава в ковше, гасит пироэффект, а также в определенной степени снижает тепловые потери.Посл осуществления обработки расплава присадками и опорожнения ковша доста- .45
точно поменять сменную втулку 7.
При обработке присадками легкоплавких расплавов подбирают такой материал, который незначительно взаимодействует с расплавом.В этом случае 8
девой канавкой выполнена съемной.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 391906, кл. С 21 С 1/10, 1972. 84 крышку 2 используют многократно. Мйняют только втулку 7, так как внутренний диаметр втулки определяет время наполнения углубления 1 хлля расплава, а следовательно, момент подъема огнеупорной крьш1ки и начала взаимодействия расплава и, присадки, помещенной в кольцевой канавке. При обработке, например, чугуна меняют только крьш1ку перед последующим циклом обработки. Таким образом, предлагаемая конструкция ковша позволяет сократить длительность подготовки ковша к последующим циклам обработки, так как в зависимости от типа присадки,обрабатьтаемого расплава и других факторов изменяют либо втулку в огнеупорной крьш1ке, либо крьшгку, либо всю донную часть ковша, в которой расположено углубление для первых порций расплава и кольцевая канавка для присадки. Формула изобретения 1.Ковш для обработки расплава присадками, включаюпщй углубление в донной части, закрытое огнеупорной крышкой, отличающийся тем, что, с целью обеспечения регулирования времени начала взаимодействия присадки и расплава и снижения трудоемкости подготовки его к последугацему циклу обработки расплава в крышке выполнено,по крайней мере одно отверстие, расположенное против углубления, а в донной чести выполнен уступ, снабженный кольцевой канавкой, причем отверстие в крьш1ке снабжено сменной втулкой. 2.Ковш по п.I, отличающий с я тем, что донная часть козша с углублением и уступом с коль
| название | год | авторы | номер документа |
|---|---|---|---|
| Ковш для внепечной обработкиРАСплАВОВ | 1979 |
|
SU804694A1 |
| Ковш для внепечной обработки расплавов | 1977 |
|
SU682568A1 |
| Устройство для ввода магнийсодержащих реагентов в расплав | 1983 |
|
SU1082829A1 |
| Емкость для обработки расплаваРЕАгЕНТАМи | 1979 |
|
SU840128A1 |
| Ковш для внепечной обработки расплавов | 1979 |
|
SU869964A1 |
| Устройство для ковшевого модифицирования чугуна | 1990 |
|
SU1786086A1 |
| Устройство для внепечной обработки жидкого металла | 1981 |
|
SU965116A1 |
| Устройство для обработки жидкогоМЕТАллА пРиСАдКАМи | 1979 |
|
SU846562A1 |
| КОВШ для МОДИФИЦИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ | 1973 |
|
SU391906A1 |
| Способ производства стали с регламентированным пределом по содержанию серы | 2023 |
|
RU2816888C1 |