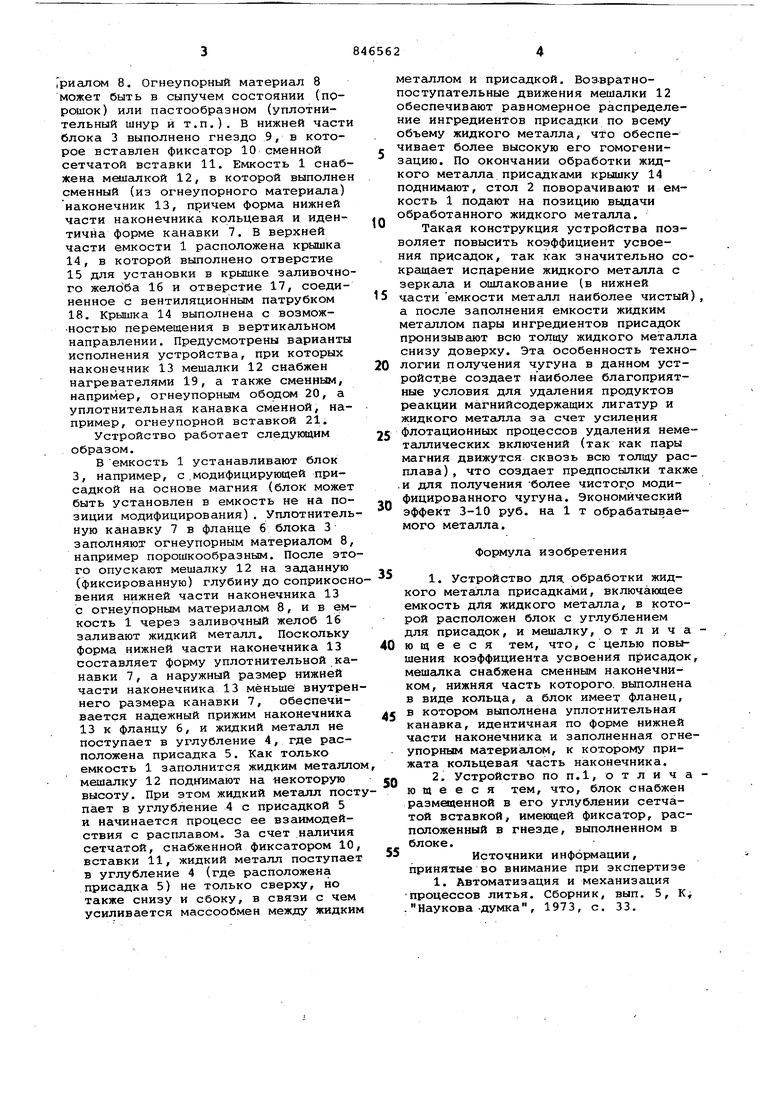
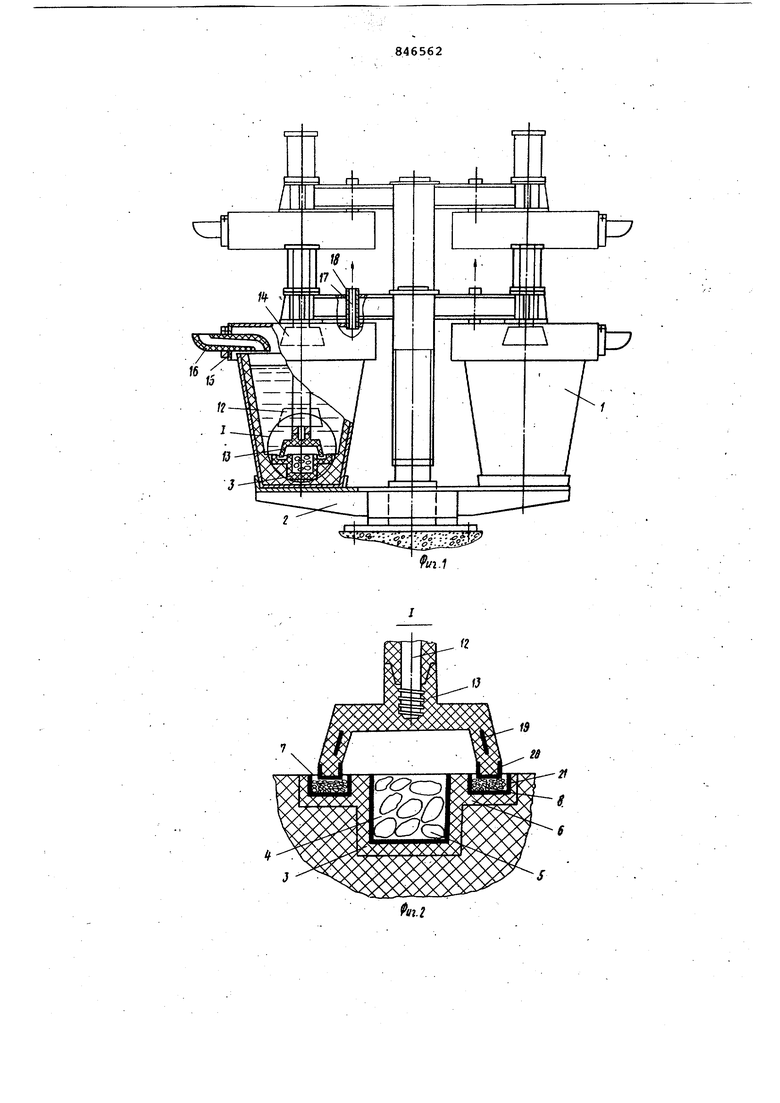
; ; 1 . Изобретение относится к литейном производству, а именно к конструкци устройств для внепечной обработки жидких металлов различными присадка ми: модификаторами, легирующими или рафинирующими, реагентами. Известна конструкция устройства для обработки жидкого метал.па присад узмя, включающая емкость для жидког металла с блоком в днище, имеющем углубление для присадок, и мешалку 1. Недостаток данной конструкции заключается в том, что при ее испол зовании невозмочсно получить максимал ный коэффициент усвоения присадок, так как при подаче присадок часть легкоиспаряющихся ингредиентов приса док (например, магний при обработке чугуна и т.п.) испаряется и практически не взаимодействует с расплавом, кроме того, часть присадок ошла ковывается. Цель изобретения - создание устройства для обработки жидкого металл присадкс1ми, позволяющего повысить коэффициент усвоения присадок при внепечной обработке. Указанная цель достигается за счет того, что в устройстве для обработки жидкого металла присадками, включающем емкость для жидкого металла, в которой расположен блок с углублением для присадок, и мешап- ку, мешалка снабжена сменным наконечником, а блок имеет фланец, в котором выполнена уплотнительная канавка, заполненная огнеупорным, например, сыпучим материалом, с которым взаимодействует наконечник, при зтом форма нижней части наконечника, выполненная в виде кольца, идентична фор1«ю канавки. Блок снабжен сетчатой вставкой, размещенной в углублении блока и имеющей фиксатор, расположенный в гнезде, выполненном в блоке. На фиг. 1 показано устройство, общий вид; на фиг. 2 - узел I на фиг. 1, конструкция блока с углублением для присадок, на фиг. 3 - то же, вариант. Устройство включает емкость 1 для жидкого металла, которая расположена на поворотном столе 2. Емкость 1 в донной части имеет сменный блок 3 с углублением 4 для присадки 5, причем блок 3 снабжен фланцем б, в котором выполнена уплотнительная канавка 7, которая заполнена огнеупорным мате риалом 8. Огнеупорный материал 8 может быть в сыпучем состоянии (порошок) или пастообразном (уплотнительный шнур и т.п.). В нижней част блока 3 выполнено гнездо 9, в которое вставлен фиксатор 10 сменной сетчатой вставки 11. Емкость 1 снаб })сена мешалкой 12, в которой выполне сменный (из огнеупорного материала) наконечник 13, причем форма нижней части наконечника кольцевая и идентичйа форме канавки 7. В верхней части емкости 1 расположена крышка 14, в которой выполнено отверстие 15 для установки в крышке заливочно го желоба 16 и отверстие 17, соединенное с вентиляционным патрубком 18. Крышка 14 выполнена с возможностью перемещения в вертикальном направлении. Предусмотрены варианты исполнения устройства, при которых наконечник 13 мешалки 12 снабжен нагревателями 19, а также сменным, например, огнеупорным ободсм 20, а уплотнительная канавка сменной, например, огнеупорной вставкой 21. Устройство работает следующим образом. В емкость 1 устанавливают блок 3, например, с.модифицирующей присадкой на основе магния (блок может быть установлен в емкость не на позиции модифицирования). Уплотнитель ную канавку 7 в фланце 6 блока 3 заполняют огнеупорным материалом В например порошкообразным. После это го опускают мешалку 12 на заданную (фиксированную) глубину до соприкосн вения нижней части наконечника 13 с огнеупорным материалом 8, и в ем кость 1 через заливочный желоб 16 заливают жидкий металл. Поскольку форма нижней части наконечника 13 составляет форму уплотнительной ка навки 7, а наружный размер нижней части наконечника 13 меньше внутре него размера канавки 7, обеспечивается надежный прижим наконечника 13 к фланцу 6, и жидкий металл не поступает в углубление 4, где расположена присадка 5. Как только емкость 1 заполнится жидким металл мешалку 12 поднимают на некоторую высоту. При этом жидкий металл пос пает в углубление 4 с присадкой 5 и начинается процесс ее взаимодействия с расплавом. За счет наличия сетчатой, снабженной фиксатором 10 вставки 11, жидкий металл поступае в углубление 4 (где расположена присадка 5) не только сверху, но также снизу и сбоку, в связи с чем усиливается массообмен между жидки металлом и присадкой. Возвратнопоступательные движения мешалки 12 обеспечивают равномерное распределение ингредиентов присадки по всему объему жидкого металла, что обеспечивает более высокую его гомогенизацию. По окончании обработки жидкого металла присадками крышку 14 поднимают, стол 2 поворачивают и емкость 1 подают на позицию выдачи обработанного жидкого металла. Такая конструкция устройства позволяет повысить коэффициент усвоения присадок, так как значительно сокращает испарение жидкого металла с зеркала и ошлакование (в нижней части емкости металл наиболее чистый), а после заполнения емкости жидким металлом пары ингредиентов присадок пронизывают всю толщу жидкого металла снизу доверху. Эта особенность технологии получения чугуна в данном устройстве создает наиболее благоприятные условия для удаления продуктов реакции магнийсодержащих лигатур и жидкого металла за счет усиления флотационных процессов удаления неметаллических включений (так как пары магния движутся сквозь всю толщу расплава) , что создает предпосылки также и для получения -более чистогр модифицированного чугуна. Экономический эффект 3-10 руб. на 1 т обрабатываемого металла. Формула изобретения 1.Устройство для. обработки жидкого металла присадками, включающее емкость для жидкого металла, в которой расположен блок с углублением для присадок, и мешалку, отличающееся тем, что, с целью повышеиия коэффициента усвоения присадок, мешалка снабжена сменным наконечником, нижняя часть которого, выполнена в виде кольца, а блок имеет фланец, в котором выполнена уплотнительная канавка, идентичная по форме нижней части наконечника и заполненная огнеупорным материсшом, к которому прижата кольцевая часть наконечника. 2.Устройство по п.1, о т л и ч а ю щ е е с я тем, что, блок снабжен размещенной в его углублении сетчатой вставкой, имеющей фиксатор, расположенный в гнезде, выполненном в блоке. Источники информации, принятые во внимание при экспертизе 1. Автоматизация и механизация процессов литья. Сборник, вып. 5, К .Наукова-думка, 1973, с. 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ковш для внепечной обработкиРАСплАВОВ | 1979 |
|
SU804694A1 |
| Металлургическая емкость для расплавленного металла | 1977 |
|
SU733854A1 |
| Ковш для обработки расплавов присадками | 1978 |
|
SU854588A1 |
| Устройство для обработки жидкогочугуНА B пОТОКЕ МАгНиЕМ | 1979 |
|
SU836114A1 |
| Ковш для внепечной обработки расплавов | 1977 |
|
SU682568A1 |
| Способ непрерывной обработки жидкого чугуна магнием | 1979 |
|
SU863653A1 |
| Шиберный затвор металлургической емкости | 1979 |
|
SU831329A1 |
| Устройство для внепечной обработки стали | 1986 |
|
SU1401056A1 |
| Устройство для обработки жидкого чугуна в потоке легкоплавкими реагентами | 1988 |
|
SU1680775A1 |
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
г
W U).3
19
