Изобретение относится к заготовительному производству в металлургии и машиностроении и может быть использовано для качественной резки горячего проката на длинномерные заготовки безотходным методом.
Известны ножницы для горячей резки сортового проката, содержащие неподвижный нож, закрепленный в корпусе, и подвижный нож, установленный в ножедержателе, совершающем поступательное движение в вертикальной плоскости, направленное перпендикулярно к оси разрезаемой заготовки. Ножницы осуществляют предварительный надрез и окончательную отрезку заготовки от профиля [1] .
Недостатком известных ножниц является невысокое качество реза.
Наиболее близким решением по технической сущности и достигаемому результату к изобретению являются ножницы для горячей резки проката круглого и квадратного поперечного сечения, содержащие станину, неподвижный ножедержатель с закрепленным на нем ножом, подвижный ножедержатель с основным ножом, установленный с возможностью возвратно-поступательного перемещения посредством кривошипно-шатунного механизма в направлении, перпендикулярном оси обрабатываемого проката, и зажимной механизм с прижимом [2] .
Недостатком указанных ножниц является низкое качество торцовой поверхности получаемых заготовок, так как при одностороннем резе особенно высокопластичных материалов, как правило появляется торцовой скос и заусенцы, характеризующие открытую резку на ножницах.
Целью изобретения является повышение качества получаемых заготовок.
Это достигается тем, что, ножницы для горячей резки проката круглого и квадратного поперечного сечения, содержащие станину, неподвижный ножедержатель с закрепленным на нем ножом, подвижный ножедержатель с основным ножом, установленный с возможностью возвратно-поступательного перемещения посредством кривошипно-шатунного механизма в направлении, перпендикулярном оси обрабатываемого проката, и зажимной механизм с прижимом, снабжены дополнительным ножедержателем с ножом, смонтированным в зажимном механизме, и приводной прижимной проводкой коробчатого сечения, установленной со стороны подвижного ножедержателя с возможностью возвратно-поступательного перемещения в направлении, параллельном направлению перемещения подвижного ножедержателя, при этом подвижный ножедержатель снабжен дополнительным ножом, закрепленным в нем противоположно основному, вал кривошипно-шатунного механизма выполнен с двумя коленами, смещенными по углу одно относительно другого, а привод перемещения прижимной проводки выполнен в виде второго колена упомянутого вала кривошипно-шатунного механизма. Зажимной механизм может быть выполнен клиновым.
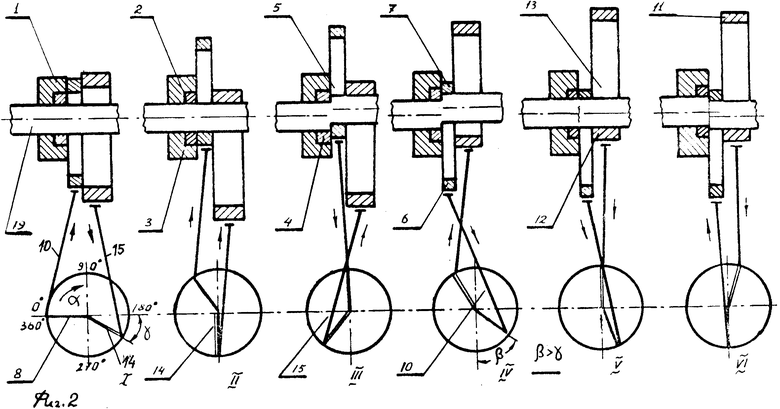
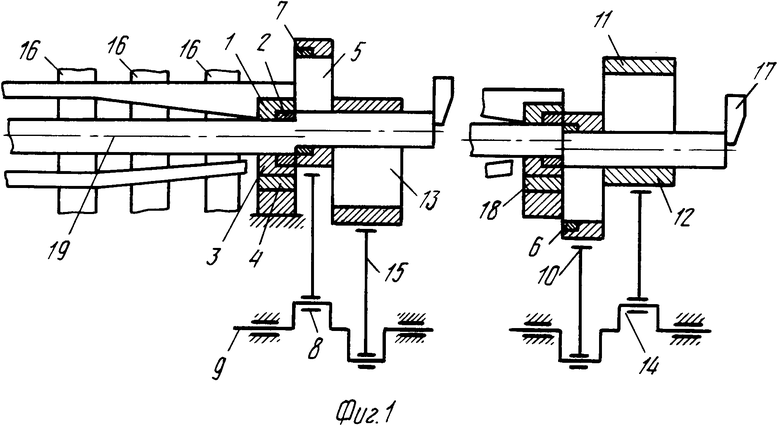
На фиг. 1 изображены ножницы для горячей резки проката, общий вид; на фиг. 2 - кинематика процесса резки.
Ножницы для горячей резки проката содержат корпус (не изображен) со смонтированным неподвижным ножедержателем 1 с ножом 2, ножедержатель - прижим 3 второго неподвижного ножа 4, подвижный ножедержатель 5 с ножами 6, 7. Ножедержатель 5 имеет жесткую кинематическую связь с коленом 8 двухколенчатого вала 9 посредством шатуна 10. Прижимные проводки 11, 12 смонтированы на ползуне 13, кинематически связанном с коленом 14 двухколенчатого вала 9 посредством шатуна 15. Расстояние между ножами 6 и 7 и зажимными проводками 11 и 12 является величиной, регулируемой в зависимости от толщины разрезаемого проката. Имеются также рольганги 16, упор 17 для фиксирования длины отрезаемой заготовки, клин 18 клинового механизма прижима (не показано).
Ножницы работают следующим образом.
В исходном положении (фиг. 2-1) колено 8 коленчатого вала 9 расположено параллельно оси разрезаемой заготовки 19, а колено 14 смещено на величину угла 180о+ γ (величина угла γ, определяющая величину предварительного надреза металла, зависит от максимальной толщины разрезаемой заготовки), клиновым механизмом прижима максимально раскрыты ножи 2 и 4 и заготовка 19 подается по рольгангу 16 до упора 17.
После включения привода клинового механизма прижима (не показано) заготовка 19 зажимается между ножами 2 и 4, включается главный привод (не показано), вращая двухколенчатый вал 9. Ножедержатель 5 начинает движение в сторону заготовки, приближая нож 6 и отдаляя нож 7 от нее. Одновременно движение ползуна 13 приближает зажимную проводку 11 с противоположной стороны заготовки, отдаляя зажимную проводку 12.
При повороте вала 9 на угол, равный α= (90о - γ), нож 6 достигает поверхности заготовки. Одновременно охватывает заготовку с противоположной стороны зажимная проводка 11 (фиг. 2-11). С этого момента начинается внедрение ножа 6 в металл с одновременным перемещением проводки 11 вместе с заготовкой . Процесс предварительного надреза продолжается до достижения угла поворота вала, равного α = 90о (фиг. 2 - III), после чего ножедержатель 5 и ползун 13 меняют направление своего движения.
При повороте вала на угол α = (270о -β) нож 7 достигает поверхности заготовки (фиг. 2 - IV) и начинает внедряться, одновременно зажим-проводка 12 приближается к заготовке с противоположной стороны и при достижении угла α = (270о - γ ) охватывает его (фиг. 2 - V). С этого момента внедрение ножа 7 в металл продолжается с одновременным перемещением проводки 12 вместе с заготовкой. Процесс окончательной резки продолжается до достижения угла α = 270о (фиг. 2 - VI), после чего ножедержатель 5 и ползун 14 вновь меняют направление движения до достижения исходного положения α = 0о (360о).
Реверсивное движение ножей обусловливает осуществление процесса резки в два этапа; надрез заготовки до трещинообразования в одном направлении и окончательное отделение в той же плоскости при одном полном повороте главного вала, что обеспечивает восстановление вмятины, образовавшейся на первой стадии резки, доводит до минимума образование торцового скоса и заусенцев, что особенно существенно при резке проката в горячем состоянии. Описанная конструкция значительно совершеннее известной, так как использование механизма прижима, представляющего одновременно ножедержатель второго неподвижного ножа, а также зажимов-проводок, кинематически связанных с главным валом и осуществляющих плотное зажатие разрезаемой заготовки в процессе реверсивной резки, приближает процесс резки к полузакрытой, что обеспечивает значительное улучшение качества отрезаемых заготовок. Кроме того, горизонтальное движение ножей исключает необходимость наличия качающегося стола. (56) Заявка Японии N 55-36445, кл. В 23 D 15/04, 1980.
2. Королев А. А. Механическое оборудование прокатных и трубных цехов. М. : Металлургия, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1990 |
|
RU2006345C1 |
| Ножницы для резки проката | 1982 |
|
SU1013138A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| КРИВОШИПНЫЕ ЗАКРЫТЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1968 |
|
SU219362A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| Ножницы для резки проката | 1983 |
|
SU1152726A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2342227C2 |
Использование: в заготовительном производстве в металлургии и машиностроении для качественной резки горячего проката на длинномерные заготовки безотходным методом. Сущность изобретения: ножницы содержат второй неподвижный нож, расположенный в ножедержателе, который размещен в клиновом механизме прижима, и второй подвижный нож. Оба подвижных ножа размещены в ножедержателе по обе стороны проката. К ножедержателю подвижных ножей посредством кривошипно-шатунных механизмов, сидящих на соответствующих коленах двухколенчатого вала, подсоединен ползун прижимной проводки. Колена двухколенчатого вала смещены одно относительно другого на угол, определяемый максимальной толщиной разрезаемой заготовки. Расстояние между ножами и прижимными проводками является величиной, регулируемой в зависимости от толщины разрезаемого проката. 1 з. п. ф-лы, 2 ил.
