соединен с электроприводом 11 посредством другой обгонной муфты, звездочка 15 которой йкреш1ена на приводном валу 12, а обойма 16 соединена с электроприводом 11. Цепной конвейер 1 имеет возможность вертикальных перемещений от пневмогсипиндра 17 относительно оси ведущего вала 10.
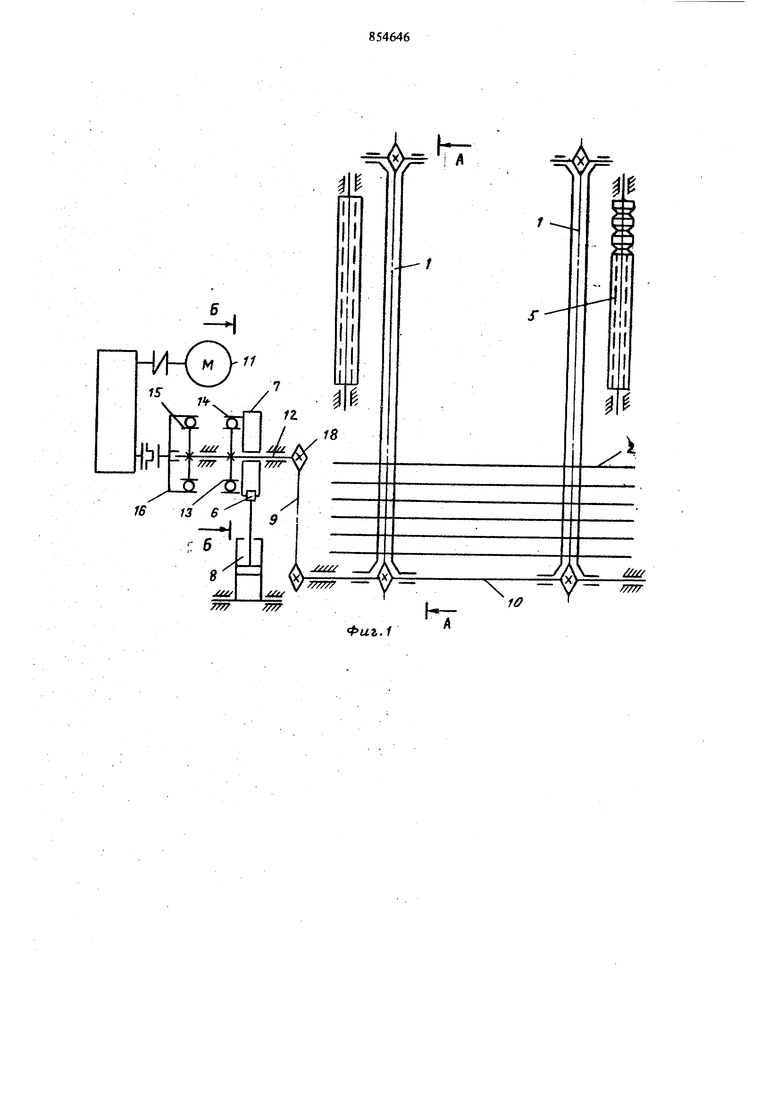
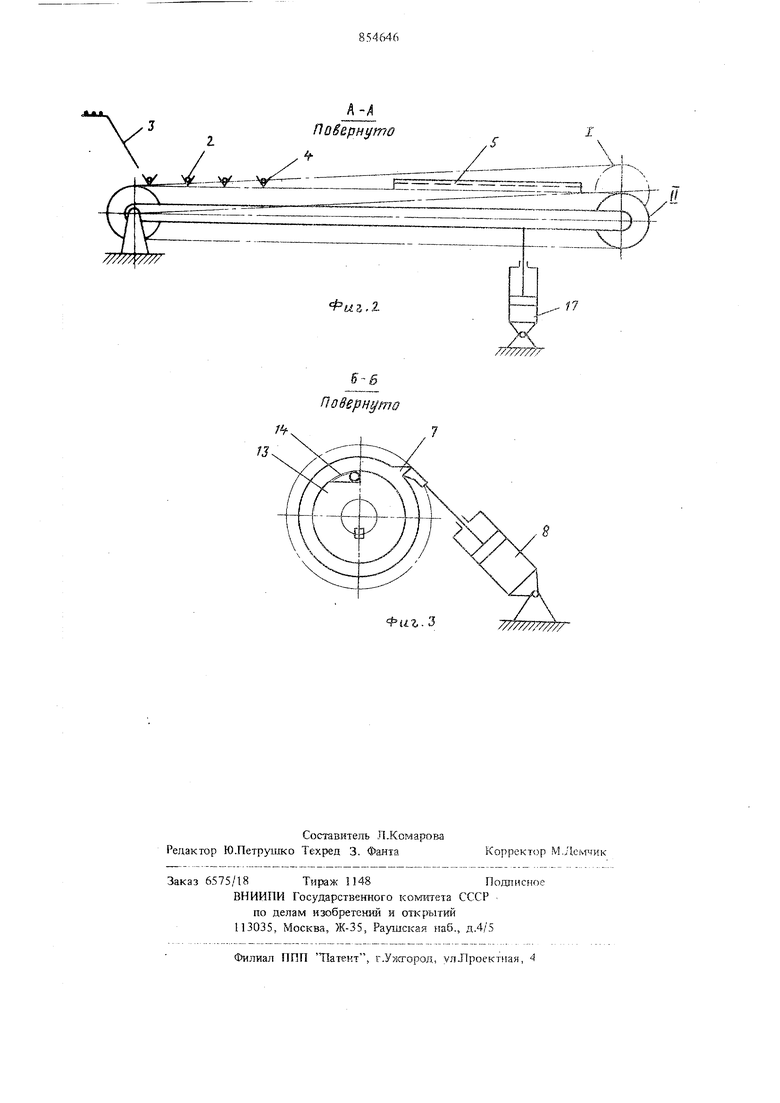
Устройство работает следующим образом. Из механизма 3 пощтучной выдачи Продольные стержни 2 подаются на ложементы 4 конвейера 1. После подачи первого стержня необходимо продвинуть конвейер на шаг раскладки стержней. Для этого пневмоцмлинхф 8 совершает рабочий ход, поворагшвая храповиком 7 обойму 14, которая за счет заклинивания роликов обгонной муфты поворачивает звездочку 13, жестко ycrairoBHetmyro на приводном валу 12, тем самым передает вращение ему и через цепную передачу 9 ведущему валу 10, за счет чего конвейер гфодвигается на шаг раскладки стержней, а под механизмом 3 поштучной выдачи устанавливается следующий ложемент, в который укладывается следующий стерже п. При возврате порщня пневмоцилиндра 8 в исходное положение собачка храповика прощелкивает по храповому колесу. Работа пневмоцилиндра 8 повторяется таким образом до того момента, пока в ложементы 4 будет уложено необходимое количество продольных стержней для подачи на рольганг 5. После поштучной раскладки необходимого количества продольных стержней на ложементы конвейера необходимо быстро подать их в зону расположения рольгат-а 5 Для этого пневмоцилиндром 17 вертикально поднимают конвейер 1 в зоне расположе)чия рольганга относительно оси ведущего вала 10 до положения I, когда верхняя ветвь цепного транспортера находится выше рольганга. .Для ускоренного перемещения стержней в зону рольганга 5 включается электропривод И, который через редуктор и уравнительнзгю муфту вращает обойму 16 обгонной муфты, которая за сче заклинивания роликов вращает звездочку 15 и, соответственно, приводной вал 12, а через цепную передачу 9 вращение передается ведущему валу 10. Звездочка 13, жестко установленная на приводном 12, не вращает обойму 14, так как ролики обгонвой муфты не вклинены.
Таким образом, поштз но разложешпле на конвейере стержни быстро перемещаются в зоliy рольганга (над шм), ко шейер от конечного вьпслючателя останавливается, электродвигатель вьпслгочается. Затем конвейер от пневмоциливдра 17 опускается в положение П, укладывая стержни в соотаетствующие направляющие канавки рольгангов, которые перемещают их к сварочной машине. После этого включается электропривод II, и конвейер быстро возвращается в исходное положе1ше, совершая
холостой ход, при котором первый ложемент устанавливается под механизмом поштучной подачи.
Данное устройство обеспечивает повьпление производительности за счет сокращения времени холостого хода конвейера при возврате в исходное положение и быстрого перемещения стержней над рольгангом. Кроме того, применение быстрого перемещения конвейера от электродвигателя на сравнительно большое
расстояние в сочетании с приводом от храпового или аналогичного ему меха1шзма, совершающего перемещение ш короткое расстояние с частыми остановками, решает вопросы поштупюй раскладки стержней и в то же время исключает перегрев электродвигателя, возможный в случае его частых включений.
Формула изобретения
Устройство для подачи продольных стержней Б махпину для сваркт) арматурных сеток, содержащее механизм поиггучной подачи продольных стержней, цепной конвейер для приема стержней и механизм шагового перемещешш цешюго конвейера, выполнешгый в виде установленного на приводном валу храпового колеса, кинематически связанного с ведущим валом цепного конвейера, отличающее с я тем, что, с целью повышения производительности за счет сокращения времени холостого хода конвейера, устройство дополнительно снабжено электроприводом и двумя обгонными муфтами, звездочки которых закреплены т. приводном валу, при этом обойма одной из них соединена с электроприводом, а обойма другой муфты соединена с храповым колесом.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 553028, кл. В 23 К 11/10, 1975.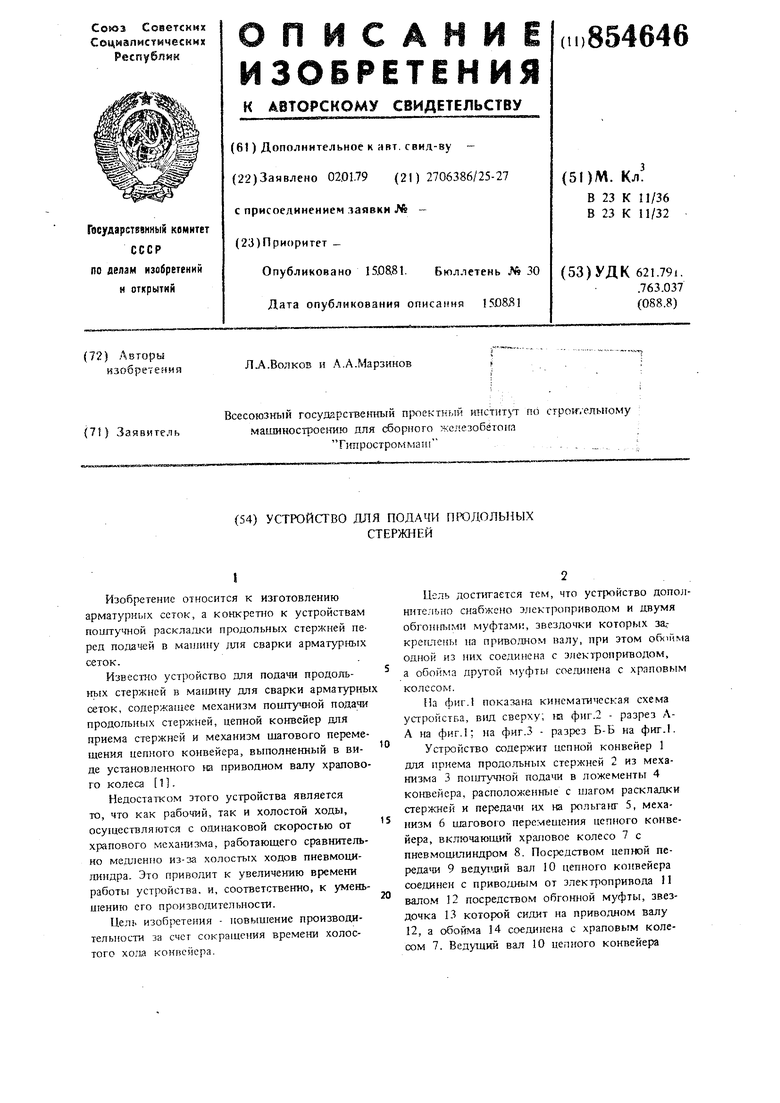

| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| РОЛЬГАНГ | 2015 |
|
RU2588182C1 |
| Устройство для нанесения окрасочных покрытий | 1986 |
|
SU1389874A1 |
| Ревервивный рольганг | 1974 |
|
SU510418A1 |
| Устройство для деления и укладки тестовых заготовок в люльки расстойного конвейера | 1986 |
|
SU1433450A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАТЯЖКИ СУКОН | 1965 |
|
SU175387A1 |
Фи1.1
Повернуто
S-B
