1
Изобретен1 е относится к области изтотовления стальных сеток, применяемых нреимущественно для армирования железобетонных конструкций.
Известна установка для контактной точечной сварки арматурных сеток, содержащая размещенные на станине загрузочное устройство, механизм иодачи поперечных стержней иод электроды сварочной машины, устройство для фнксации иоиеречных стержней и механизм шаговой нодачи сетки. Механизм подачи поиеречиых стержней выиолнен в виде стола с пазами, установленного под загрузочным устройством, с возможностью перемещения по направляющим стаиииы от привода шаговой подачи и снаб/кенного иоднружиненным фиксатором, взаимодействующим с закрепленной на станине планкой с гнездами. Устройство для фиксации поперечных стержней выполнено в внде гребенки, установленной с возможностью перемещения по направляющим стола и обеспечивающей зажим поперечных стержней между скошенными стенками пазов стола и гребенки. Механизм шаговой подачи сетки выиолнен в виде жестко связанной со штоком иневмоцилиндра рейки, взаимодействующей с закрепленным на столе поворотным нодпружинеииым уиором 1.
Недостатком указанного устройства является то, что все всиомогательиые оиерации (разборку иакета и раскладку стержней в пазы стола) производят вручную и механизирована только подача поперечных стержней.
Наиболее близким по технической сущности и достигаемым результатам является устройство для подачи продольных стержней, нреимуществеиио в мащинах для сварки арматурных сеток, содержащее станину, механизм выдачи продольиых стержней иод электроды 2.
Однако такое устройство может быть использовано только для подачи поперечиых ирутков из бухт.
Целью изобретения является повышение ироизводительиости сварочной мащнны.
Это достигается тем, что механизм выдачи продольных стержней снабжен шарни)но закрепленным на станиие с возможностью колебания секторным бункером с пазом, оснащеииым отсекателямн, установленными но обе стороны иаза один над другим, и жестко закреиленной па станине перед бункером но ходу иодачи стержня стойки с назом, расположенным против паза бункера, цепной конвейер, оснащенный приводом возвратно-поступательного неремещенпя в направлении, иериенднкулярном илоскости иодачи стержнек, iMexainnM подачи стержней под электроды, выполненный в виде размещенного между ветвями конвейера секционного рольганга, одна из секций которого оснащена приводными подающими роликами.
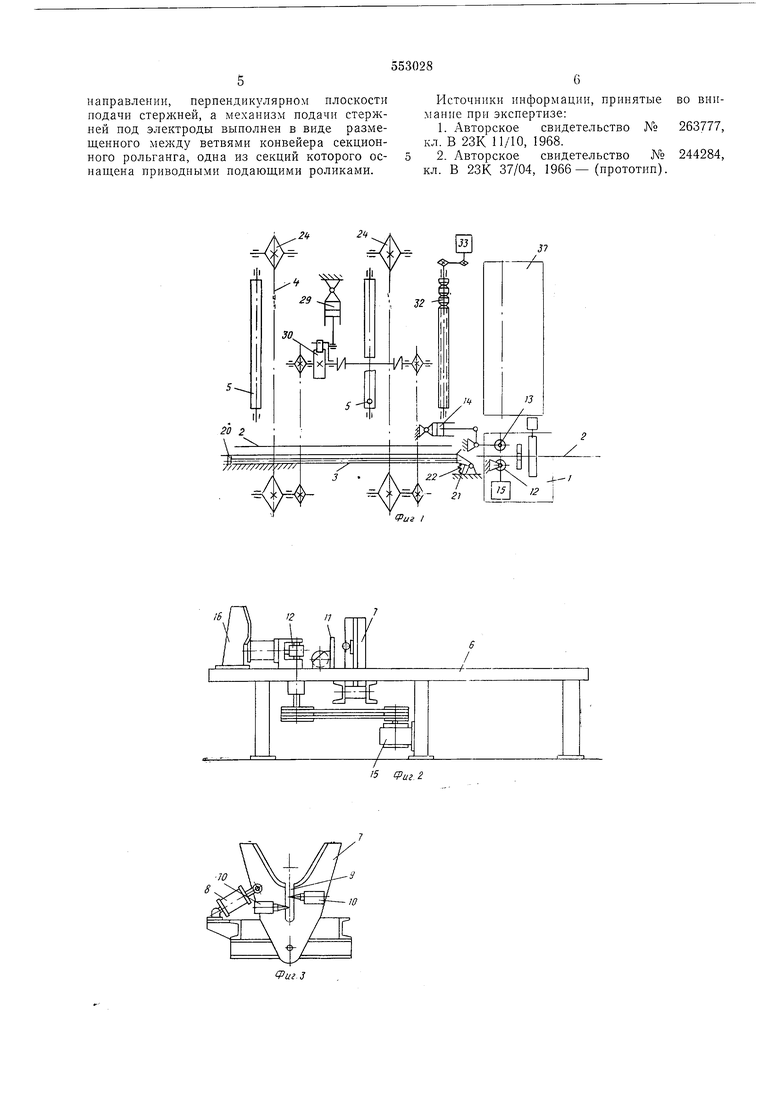
На фиг. 1 пзобрал ена кинематическая схема описываемого устройства; на фиг. 2 - механизм выдачи стержней из пакета; на фнг. 3 - секторный бункер с отсекателями; на фиг. 4 - приводной ролик рольганга и траверса с прижнмнымп роликами; на фиг. 5- цепной конвейер.
Устройство состоит из механизма выдачи 1 стержней 2 из пакета, механизма загрузки 3, цепного конвейера 4, рольганга 5. Механизм выдачи смонтирован на сварной станине 6 и содержит секторный бункер 7, шарнирно установленный иа станине. Бункер 7 соединен с цневмоцилиндром 8, предназначенным для сообщения ему колебательных движений. В бункере выполнен паз 9, ширина которого может регулироваться ио диаметру стержня. По обе стороны паза 9 один над другим установлены отсекатели 10, положение которых также может регулироваться. На станине перёд бункером по ходу подачи стержня жестко закреплена стойка 11 с пазом, расположенным против паза бункера. Нод пазом 9 бункера 7 установлены приводной 12 и прижимной 13 ролики. Нрижимной ролик 13 кинематически связан с пневмоцилиидром 14, а приводной ролик 12-с электродвигателем 15. На станине жестко укреплен ограничитель 16 для продольных стержней 2. Механизм загрузки 3 предназначен для загрузки стержнями 2 цепного конвейера 4. Механизм загрузки 3 содержит лоток 17, выполненный в виде раскрывающегося желоба, одна стенка которого жестко закреплена, а вторая стенка 18 установлена на шарнирах и связана со штоком пневмоцилнндра 19. Ноложение стержня в лотке 17 фиксируется с одной стороны упором 20, а с другой стороны - собачкой 21, соединенной с пружиной 22.
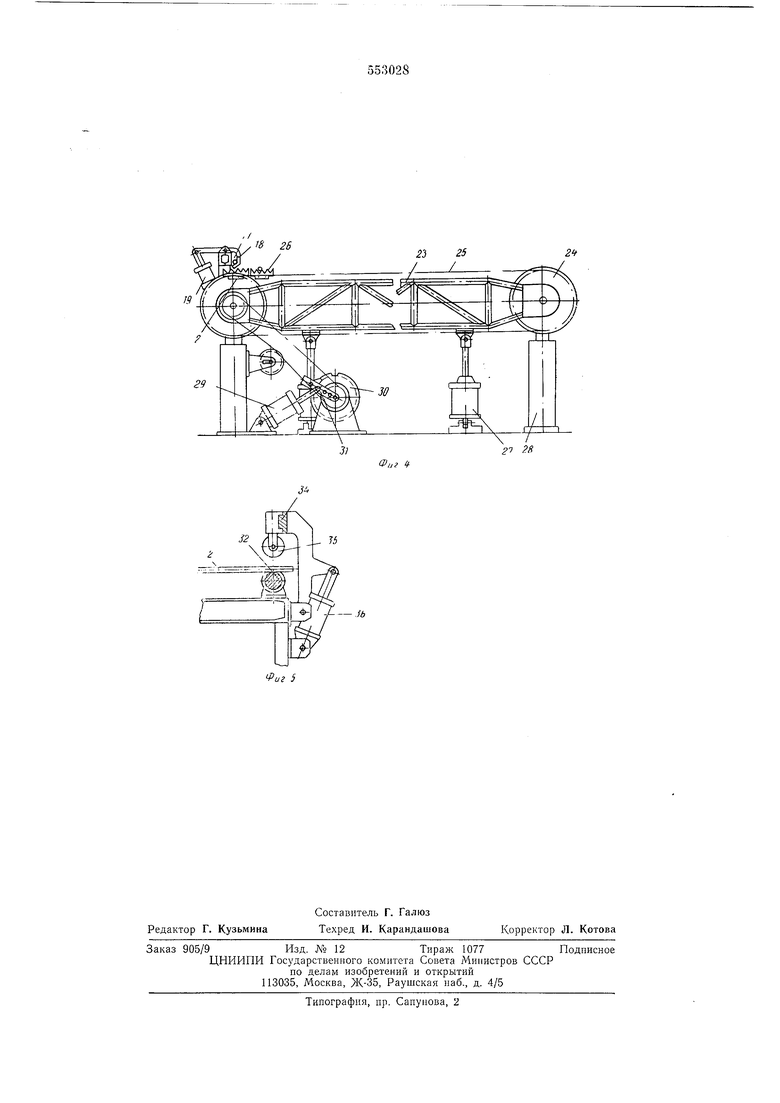
Цепной конвейер 4, предназначенный для загрузки продольными стержнями 2 рольганга 5, состоит из нескольких ветвей, каждая из которых выполнена, в виде сварной фермы 23 со звзездочками 24, несущими тяговые цепи 25, с ложементами 26 для стержней 2. Ферма 23 соединена со штоками пневмоцнлиндров 27, под действием которых имеет возможность перемещаться вверх и вниз по направляющим 28. Привод всех ветвей цепного конвейера 4 осуществляется от одного пневмопривода 29 через храповой механизм 30. Изменением длины плеча водила 31 обеспечена возможность получения различных величин перемещения цепей конвейера 4. Между последними установлены секции рольганга 5. Приводной ролик 32 первой секции рольганга 5 кинематически связаи с приводом 33. Над приводным роликом 32 установлена траверса 34, несущая прижимные ролики 35 и соединенная с пневмоцилиндром 36.
Приводной ролик 32 установлен иеред сварочной мащнной 37.
Устройство работает следующим образом. Пакет стержней 2 разгрул ают в секторный бункер 7, таким образом, чтобы передние концы стержней 2 доходили до ограничителя 16. Секторному бункеру 7 сообщают колебательное движение. При взаимодействии неподвижиой стойки 11, секторного бункера 7 и
отсекателей 10 конец одного стержня 2 попадает в зазор между ириводным 12 и црнжимным 13 роликами. Включается пневмоцилиндр 14 прижимного ролика 13, и стержень 2 подается в лоток 17. Из лотка 17 стержень
2 сбрасывается в ложементы 26 цепного конвейера 4. Перемещение цепей конвейра 4 на заданный шаг осуществляется от иневмоцилиндра 29 через храповой механизм 30. После загрузки необходимого количества стержней
2 конвейер 4 по направляющим 28 под действием иневмоцилиндров 27 перемещается вннз до тех пор, пока верхняя ветвь тяговой цепи с ложементами 26 окажется ниже роликов рольганга 5, и стержни расположатся
на роликах его. В это время срабатывает иневмоцилиидр 36, и стержни 2 зажимаются между приводным роликом 32 и прижимным роликом 35, которые перемещают их под электроды сварочной машины 37. Начинается
сварка сетки.
Применение устройства с машинами для сварки сеток позволяет полностью механиз ровать трудоемкие операции по разборке пакетов стержней весом до трех тонн, раскладке их с требуемым шагом и подаче в зону сварки. Операции подачи стержней совмещены с процессом сварки сетки. Таким образом, устройство для иодачи продольных стержней позволяет значительно сократить время на
вспомогательные операции и, тем самым, повысить производительность сварочной машины почти в два раза.
Формула изобретения
Устройство для подачи продольных стержней, преимущественно в машинах для сварки арматурных сеток, содерл ащее станину, механизм выдачи продольных стержней, цепной конвейер и механизм иодачи стержней под электроды, отличающееся тем, что, с
целью повышения производительности, механизм выдачи иродольных стержней снабжен шарнирио закреиленным иа станине с возможностью колебания секторным бункером с пазом, оснащенным отсекателями, установленными по обе стороны паза один над другим, и жестко закрепленной на станине перед бункером ио ходу подачи стержня стойки с пазом, расположенным против паза бункера, цепной конвейер оснащен приводом
возвратно-поступательного перемещения в 5 направлении, перпендикулярном плоскости подачи стержней, а механизм подачи стержней под электроды выполнен в виде размещеиного между ветвями конвейера секционнего рольганга, одна из секций которого ос-5 нащена приводными подающими роликами. 6 Р1сточники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 263777, кл. В 23К П/Ю, 1968. 2. Авторское свидетельство № 244284, кл. В 23К 37/04, 1966- (прототнц).

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Устройство для подачи продольныхСТЕРжНЕй B МАшиНу для СВАРКиКАРКАСОВ | 1978 |
|
SU816636A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| Устройство для подачи продольных стержней | 1979 |
|
SU854646A1 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
,Zf24
S7
сРиг I
5 сраг. 2
31
п
./А
2t
