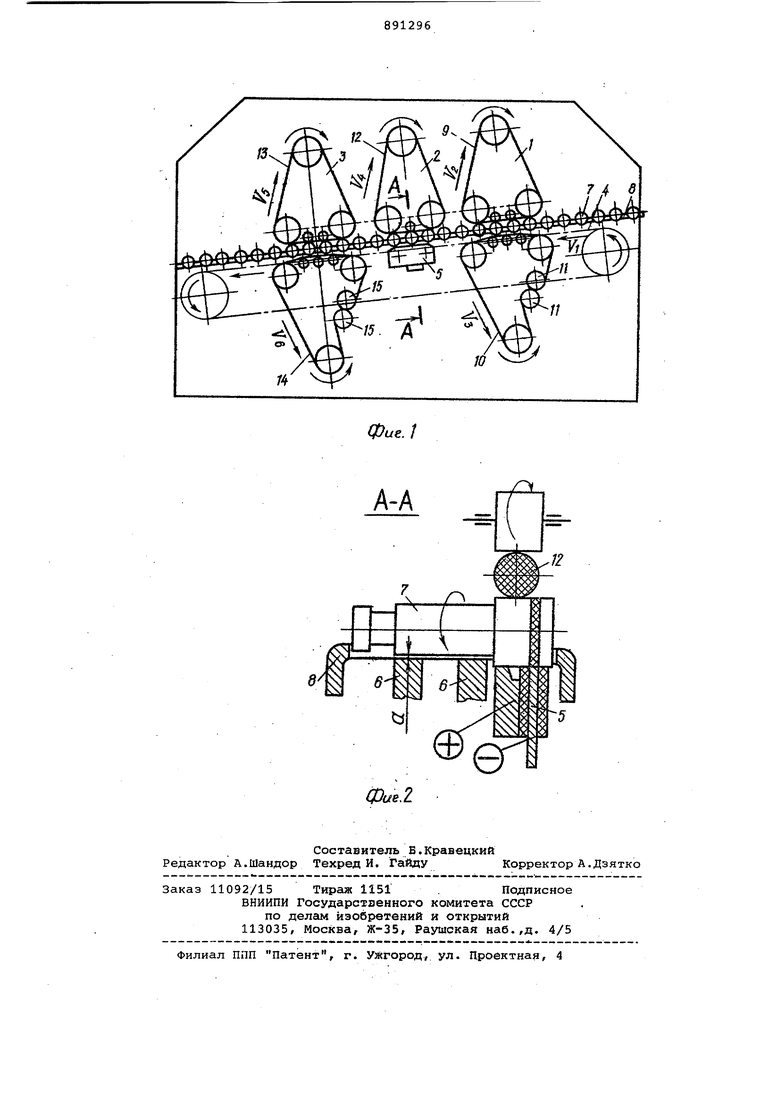
Изобретение относится к машиностроению и может быть использовано при электрохимическом маркировании цилин дрических .поверхностей, прецизионных пар -в сборе, имеющих жировое покрытие . Известно устройство для электрохимического маркирования кольцеобразных металлических деталей с прокаткой по плоскому неподвижному клей му, погруженному в электролит. Причем детали при маркирювании прокатываются непрерывньйд транспортирующим ремнем, а токоподйод к ним осуществляется посредством прижимаемых сбоку пружинящих пластин 1 . Недостатком известного устройства является то, что на нем невозмож но маркировать прецизионные пары в сборе, имеющие жировое покрытие на поверхности. Цель изобретения - повышение про изводительности и возможность обработки прецизионных пар в сбореi Поставленная цель достигается тем что кассеты-спутники выполнены в ви де тары с гнездами, имеющими форму контура размещаемых в них прецизион ных пар, а механизмы обезжиривания и удаления гидроокиси оснащены беск нечными лентами, выполненными по типу лент Мёбиуса, контактирующими с транспортируемыми прецизионными парами и перематываемыми с помощью приводных роликов навстречу движению прецизионных пар. На фиг. 1 изображена схема предлагаемого автомата-, на фиг. 2 - разрез А-А на фиг. 1. Автомат для электрохимического маркирования содержит механизм 1 обезжиривания, механизм 2 маркирования, механизм 3 удаления гидроокиси, линейный .транспортер 4, плоское клеймо 5 и плоские направляющие 6, проходящие по всей длине автомата. Перемещение прецизионных пар 7 производится в кассетах-спутниках 8 транспортером 4 последовательно через механизмы 1-3. Кассеты-спутники 8 представляют собой жесткую коробчатую тару с гнездами, выполненными по форме контура прецизионных пар из материала, предохраняющего высокоточные поверхности прецизионных пар от повреждений, ориентирующими их при прокатке на автомате. Кассеты-спутники 8 могут одновременно служить и тарой для транспортирования прецизионных пар
с операции, предшествующей автомату (например, гидроиспытание) на операцию последующую (например, консервацию). При загрузке кассет-спутников 8 на плоские направляющие б прецизионные пары 7 приподнимаются из гнезд и образуют зазор для их свободной прокатки.
Механизм 1 обезхсиривания содержит эластичный ремень 9, одетый на ведущие, направляющие и прижимные ролики и осуществляющий прокатку прецизионной пары 7 по плоским направляющим 6. Протирочная лента 10, одетая на ведущие, направ гяющие и прижимные , ролики, своим встречным движением производит протирку от..жирового покрытия поверхности, подлежащей маркированию. Протирочная лента 10 изготавливается из мягкого бе§ ворса материала, хорошо впитывающего масла и дизельное топливо, например замши технической и другого подобного материала.
Ролики 11 служат для отжимания масляного загрязнения и увеличения срока службы протирочных лент.
Механизм 2 маркирования содержит: эластичный маслостойкий ремень 12, одетый на ведущие, направляющие и прижимные ролики и быстросменное .л Плоское клеймо 5. С помощью ремня 12 производится прокатка маркируемой поверхности прецизионной пары 7 по плоской поверхности клейма 5,смоченного электролитом. При этом между прецизионной парой 7 и плоскими направляющими 6 образуется гарантированный зазор а .
Механизм 3 удаления гидроокиси аналогичен механизму обезжиривания и содержит эластичный ремень 13 и протирочную ленту 14, одет:ую на ведущие, направляющие и прижимные ролики, которая своим встречным движением производит протирку замаркированной поверхности изделия от гидроокиси и.остатков электролита. Протирочная лента 14 аналогична протирочной ленте 10 механизма 1 обезжиривания. Ролики 15 служат для выжимания загрязнений из ленты 14 и увеличения срока ее службы.
Скорость движения Vj , V , Vj- ремней кинематически связана со скоростью движения V транспортера
Vo V,
V,
2V
1° 4 5 Автомат работает следующим образом.
Прецизионные детали 7 в сборе укладываются в кассеты-спутники 8 и со скоростью V последовательно проходят операции обезжиривания,маркирования и удаления гидроокиси.
Использование предлагаемого автсг мата позволяет повысить производительность за счет ликвидации ручного труда при протирке изделий, улучшить их товарный вид, повысить культуру производства.
Формула изобретения
Автомат для электрохимического маркирования цилиндрических поверхностей изделий прокаткой по Плоскому клейму, содержащий расположенные последовательно механизмы обезжиривания, маркирования и удаления гидроокиси и кассеты-спутники, перемещаемые непрерывно-линейно транспортером,
отличающийся тем,что, с целью повышения производительности и возможности маркирования прецизионных пар в сборе/ кассеты-спутники выполнены в виде тары с гнездами,
имеющими форму контура размещенных в них прецизионных пар, а механизмы обезжиривания и удаления гидроокиси оснащены бесконечными лентами,выполненными по типу лент Мёбиуса, контактирующими с транспортируемыми прецизионными парами и перематываемыми с помощью приводных роликов навстречу движению прецизионных пар. Источники информации,
принятые во внимание при экспертизе
1. Патент ФРГ 2161464, кл. С 25 F 3/14, опублик. 1971 (про тотип).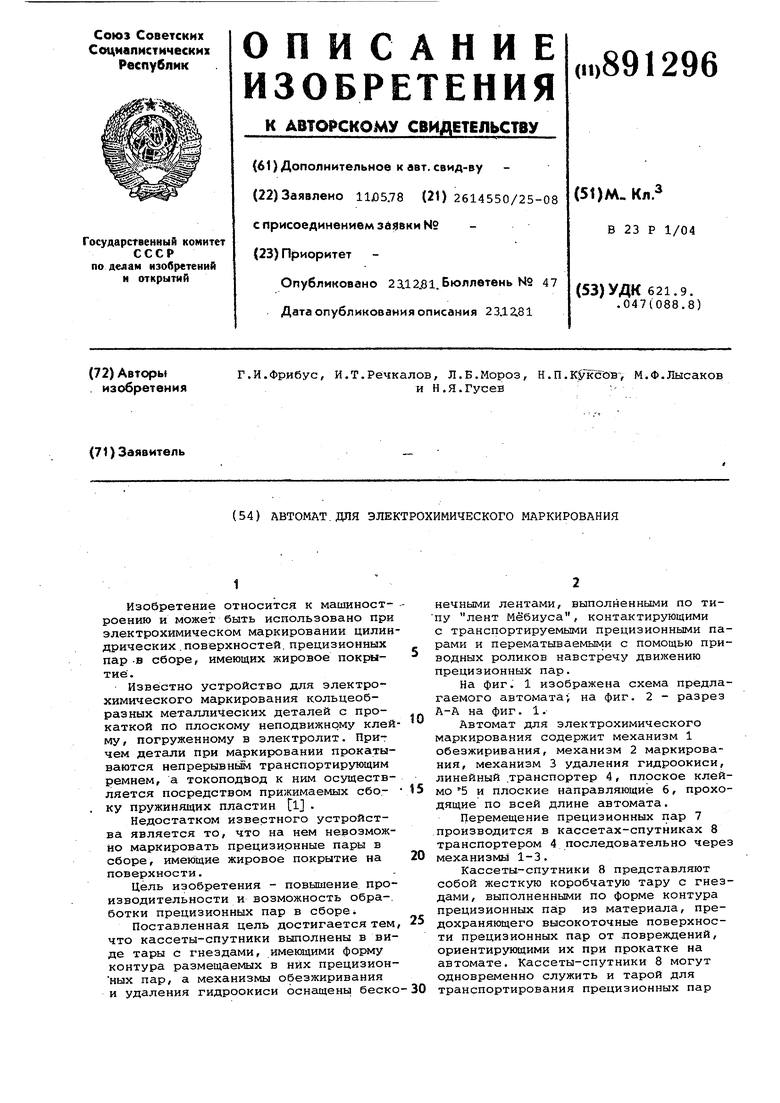
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электрохимического маркирования изделий | 1981 |
|
SU1087294A1 |
| Автомат для сборки комплектадЕТАлЕй | 1979 |
|
SU841895A1 |
| Устройство для электрохимического маркирования | 1979 |
|
SU854660A1 |
| Устройство для маркировки плоских изделий | 1976 |
|
SU704821A1 |
| Устройство для изготовления маркировочных бирок | 1977 |
|
SU701735A1 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Устройство для маркировки плоских изделий | 1981 |
|
SU977204A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Устройство для упаковки радиодеталей | 1979 |
|
SU865704A1 |
| Устройство для маркировки плоских изделий | 1981 |
|
SU1066838A1 |