(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСГБЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Способ электроэрозионного изготовления фасонных волок | 1988 |
|
SU1590239A1 |
| Устройство для электроэрозионной обработки электродом-проволокой | 1985 |
|
SU1291316A1 |
| Электроэрозионный станок | 1980 |
|
SU948598A1 |
| Способ волочения проволочного электрода и устройство для его осуществления | 1986 |
|
SU1444013A1 |
| Устройство для электроэрозионного вырезания электродом-проволокой | 1982 |
|
SU1115877A1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| Устройство для электроэрозионной обработки | 1976 |
|
SU1021550A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
Изобретение огносигся к элекгроэрозионной о абогке мегаллов ароволочным электродом-инструментом и может быть использовано при разработке нового станка. Известны устройства, которые позволяют по копирам обрабатывать детали с конической поверхностью с переменным углом наклона образующей с различными по контурами в сечениях. Обработку ведут электродом-проволоке, перема- тьшаемым по скобам с опорами ij. Однако из-за того, что копиры располагаются на некотором расстоянии от плсзскостей детали, формы контуров на входе в деталь и выходе из нее не точно повторяют формы копиров Устранить эти неточности путем внесения корректив в форму копиров очень сложно. На снижение точности обработки влияет и то, что ОЩУпывание одного из копиров производится изношенной проволокой. Кроме того этим устройством нельзя обрабатывать деталь типа волоки, так как сопряжение элементов волочильного канала фасонньос волоквходной распушки с рабочим конусом, рабочего конуса с калибрующим пояском и калибрующего пояска с выходной распущкой - находится внутри нее. Копиры же невозможно расположить внутри обрабаЧгываемой заготовки. Цель изобретения - повышение точности и расширение технологических возможностей. Для достижения этой цели копиры, количество которых на один больше, чем количество сопрягаемых конических поверхностей, монтируются в блок, кинематически связанный с обрабатываемой заготовкой. При этом электрод-проволока базируется на четьфех опорах двух самостоятельных скоб так, что, проходя через эти опоры, с«а делится на 2 .участка; копировальный и рабочий, котсрые остаются постоянно параллельными. Опоры первой скобы расположены на равных рас стояниях от верхнего копира и верхнего торца офабатываемой детали, а оперы
скобы расположены на равных рас ct-ояниях от нижнего копира н нижнего терца обрабатываемой детали, причем верхние опоры обеих скоб предназначены для нагфавления копировального участка, а нижние опоры - для на правления рабочего участка электрода-проволоки.
Таким образом, при изменении относительного расположения скоб положение рабочего участка повторяет положение копировального, а их наклон в каждый мо- мент определяется взаимным расположе-
нием точек контакта копировального участка электрода-проволоки с кахщым иэ Двух соседн1 х копиров.
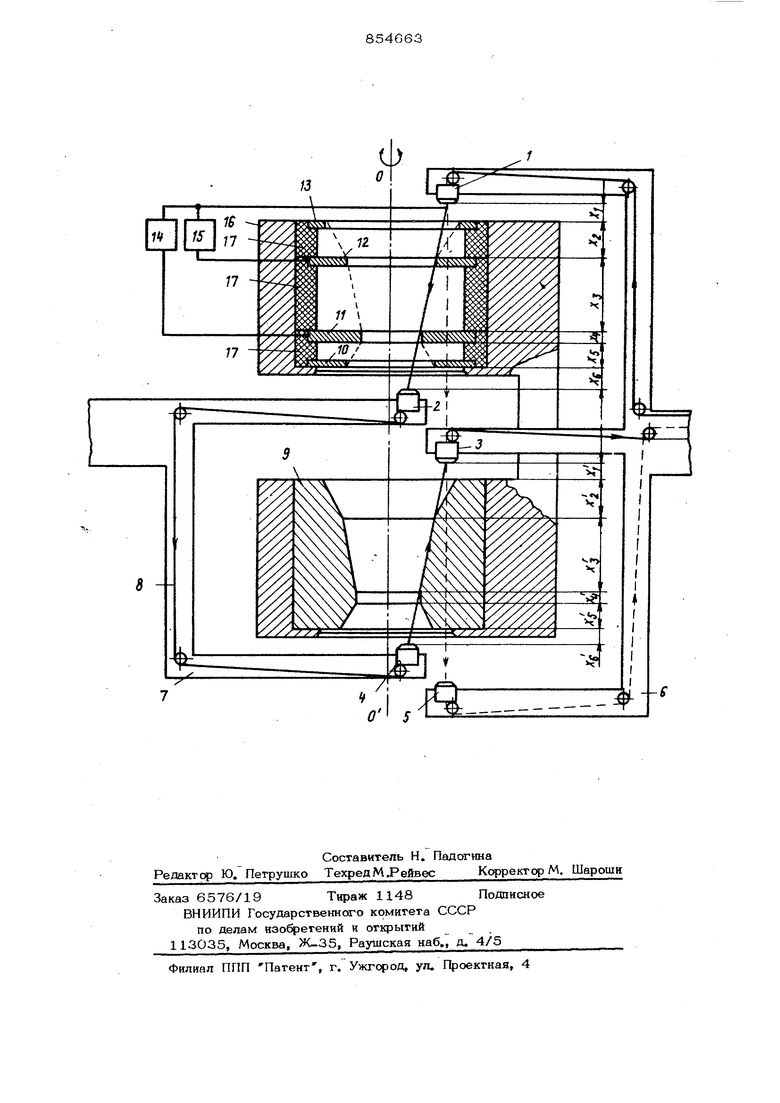
На чертеже схематически изображено предлагаемое устройство.
Устройство содержит опоры 1-5, установленные на скобах 6 и 7, электродфоволоку 8, проходящую через опоры скоб, заготовку 9, изолированные электрически копиры 10-13, регуляторы 14 и 1 копировальных промежутков, соединительное звено 16, обеспечивающее связь ко«Пиров с заготовкой шайбы 17.
Е заимное расположение копиров как по расстояниям между плоскостями их рабочих кромок, так и по совмещению контуров относительно другдруга должно соответствовать взаимному расположению сопряжений конических поверхностей. Кроме того, копиры и заготовка располагаются относительно соответствующих опор таким образом, что обеспечиваются равны расстояния между верхними опфами копировального и рабочего участка электродапроволоки и в хними плоскостями верхнего копира заготовки и1 между нижними опорами копировального и рабочего участков и нижними плоскостями нижнего копира и заготовки, т.е.
X Х V 5( V -у -V V -у Х -V N .Ъ 4 46 5 Ь ЬФормообразование производится путем последовательной обработки конических поверхностей, заключенных между рабочими кромками двух соседних копиров.
Так, обработка волочильной поверхности волоки по схеме, при которой заготовке 9 и кинематически связанным с ней копирам сообщается вращение вокруг вертикальной оси со сжоростью, пропсч Цйональной скорости эрозии, достигается совокупносгью этого вращения с перемещениями скоб 6 и 7, управпяемых соответствующими регуляторами 14 и 15 копировальных промежутков, офазованных электродом-.проволок(Л 8 и двумя соседними
копирами, например копирами 11 и 12, при обработке рабочего конуса. Обработка конических поверхностей входной и выходной распушек волоки, образуемых соответственно рабочими кромками копиров 10,,11 и 12,13, производится идентишо. Обработка калибрующего пояска производится по копиру 11 вертикально установленной электродом-проволокой в опорах 1,3 и 5 скобы 6, Ширина калибрующего пояска волоки определяется толщиной копира 11, так как обе его кромки являются раб очими, что соответствует двум копирам.
С помощью данного устройства можно обрабатывать сложные профили и по схем при которой заготовка и копиры неподвижны, а каждая из скоб имеет приводы, обеспечивающие их регулируемые перемещения во взаимно-перпендикулярных на прав- лениях. За счет то, что устройство обеспечивает ощупывание копиров не эродированной проволокой, также повышается точность обработки.
Предлагаемым устройством могут быть оснащены разрабатываемый станок с проволочным электродом или, например, два станка мод. 4531, работающие совместно. Формула изобретения
Устройство для электроэрозионной обработки кс«ических поверхностей электродом-проволокой, имеющим рабочий и копировальный участки, содержащее копиры и скобы с опорами, отличающееся тем, что, с целью повышения точности обработки и расширения технологических возможностей, копиры, количество которых на один больще, чем количество обрабатываемых конических пов хностей, разделены по высоте шайбами из изоляционнсяго материала и скреплены в жесткий блок, Kt торый расположен соосно с обрабатываемой деталью, опоры первой скобы расположены на равньа расстояниях от в хнего копира и верхнего торца обрабатываемой детали, а опфы второй скобы расположены на равных расстояниях от .нижнего копира и нижнего торца обрабатьюаемсА детали, причем верхние опоры обевх скоб предназначены для направления копировального участка, а нижние опоры-для направления рабочего участка электродапроволоки.
Источники инфс мация, принятые во внимание при 1, Авторское свидетельство СССР № 618236, кл, В 23 Р 1/О8, 1976.
