Изобретение относится к машиностроению, конкретно к электрозрозионной обработке.
Цель изобретения - снижение трудоемкости и повышение точности рабочего канала волоки.
Цель достигается тем, что в способе электроэрозионногр изготовления фасонных волок, включающем вырезание в заготовке непрофилированным электродом-проволокой калибрующего цилиндрического отверстия, прошивку входного конического участка волоки фасонным коническим электродом-инструмен- том, форма и размеры оснований которого соответствуют форме и размерам минимального и максимального сечений прошиваемого входного конического участка волоки, прошивку
входного конического участка волоки производят в несколько проходов электродом-инструментом с высотой конической части,в 2,0-2,5 раза превышающей заданную высоту входного конического участка готовой волоки, путем подачи электрода-инструмента внутрь обрабатываемой волоки в каждом проходе на глубину, равную заданной высоте входного конического участка волоки, при этом после каждого прохода конец электрода-инструмента, принявший в ходе прошивки цилиндрическую форму, удаляют.
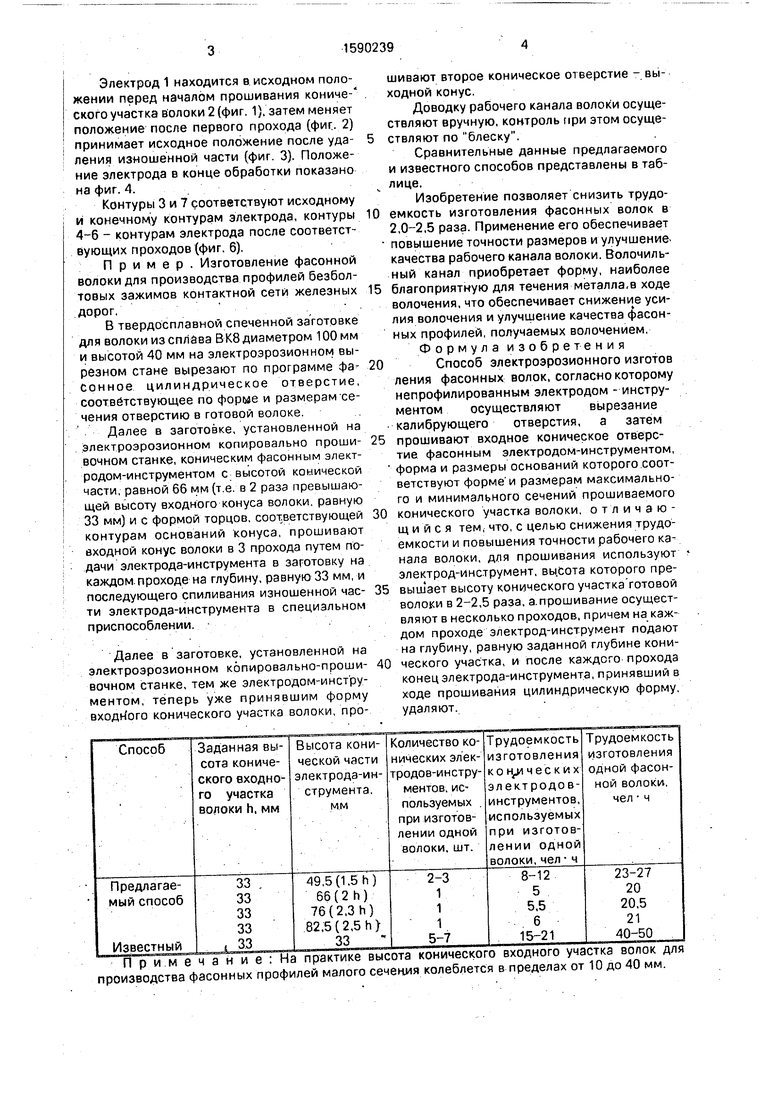
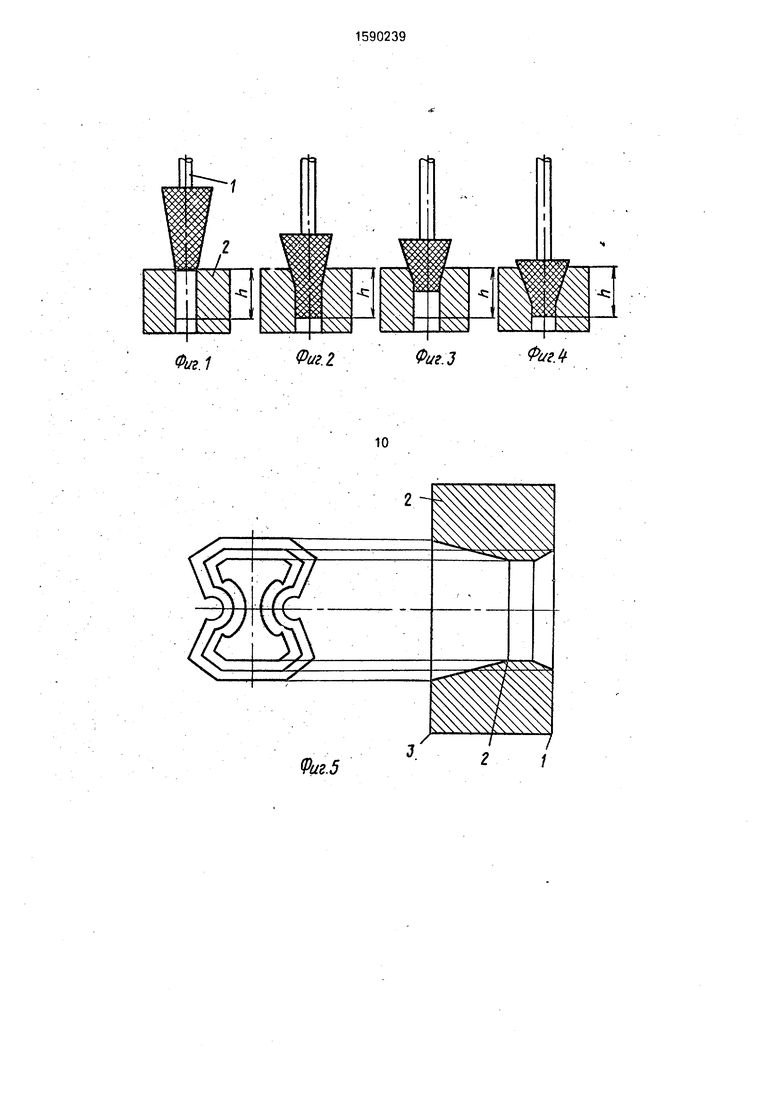
На фиг. 1-4 изображены последователь- ностадии прошивания конического участка: на фиг. 5 - фасонная волока, в двух видах; на фиг. 6 - фасонный электрод после завершения каждого прохода.
СО
Электрод 1 находится в исходном поло- жении перед началом прошивания кониче- ского участка волоки 2 (фиг. 1). затем меняет положение после первого прохода (фиг. 2) принимает исходное положение после удаления изношенной части (фиг. 3). Положение электрода в конце обработки показано
на фиг. 4..
Контуры 3 и 7 соответствуют исходному
и конечному контурам электрода, контуры 4-6 - контурам электрода после соответствующих проходов (фиг. 6).
Пример. Изготовление фасонной волоки для производства профилей безболтовых зажимов контактной сети железных
дорог.
В твердосплавной спеченной заготовке
для волоки из сплйва ВК8 диаметром 100 мм и высотой 40 мм на электрозрозионном вырезном стане вырезают по программе фасонное цилиндрическое отверстие, соответствующее по форме и размерам се- чения отверстию в готовой волоке. . Далее в заготовке, установленной на электроэрозионном копировально прошивочном станке, коническим фасонным электродом-инструментом с высотой конической части, равной 66 мм (т.е. в 2 раза превышающей высоту входного конуса волоки, равную 33 мм) и с формой торцов, соот.ветствующей контурам оснований конуса, прошивают входной конус волоки в 3 прохода путем по- ; дачи электрода-инструмента в заготовку на каждом.проходе на глубину, равную 33 мм, и последующего спиливания изношенной части электрода-инструмента в специальном приспособлении.
Далее в заготовке, установленной на электроэрозионном копировально-проши- вочном станке, тем же электродом-инструментом, теперь уже принявшим форму входного конического участка волоки, про0
5
0
25
30
35
40
шивают второе коническое отверстие - выходной конус.
Доводку рабочего канала волоки осуществляют вручную, контроль при этом осуществляют по блеску.
Сравнительные данные предлагаемого и известного способов представлены в таблице,
Изобретение позволяет снизить трудоемкость изготовления фасонных волок в 2,0-2,5 раза. Применение его обеспечивает повышение точности размеров и улучшение- качества рабочего канала волоки. Волочильный канал приобретает форму, наиболее благоприятную для течения металла,в ходе волочения, что обеспечивает снижени е усилия волочения и улучшение качества фасонных профилей, получаемых волочением. Формула изобретения
Способ электроэрозионного изготов пения фасонных волок, согласно которому непрофилированным электродом - инструментом осуществляют вырезание калибрующего отверстия, а затем прошивают входное коническое отверстие фасонным электродом-инструментом, форма и размеры оснований которого .соответствуют форме и размерам максимального и минимального сечений прошиваемого конического участка волоки, отличающийся тем, что, с целью снижения трудоемкости и повышения точности рабочего канала волоки, для прошивания используют электрод-инструмент, вы.сота которого пре- выш ает высоту конического участка готовой волоки в 2-2,5 раза, а.прошивание осуществляют в несколько проходов, причем на каждом проходе электрод-инструмент подают на глубину, равную заданной глубине конического участка, и после каждого прохода конецэлектрода-инструмента, принявший в
ходе прошивания цилиндрическую форму, удаляют.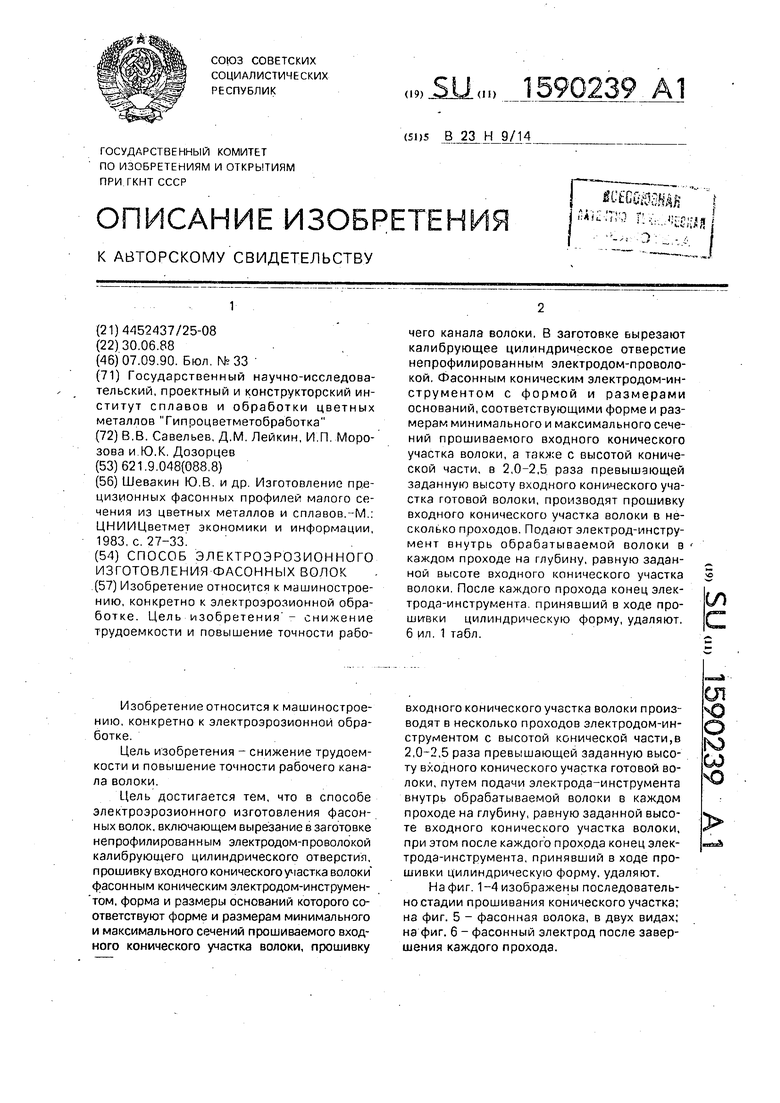
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроэрозионной обработки отверстий | 1978 |
|
SU963787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ и устройство для изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом | 2016 |
|
RU2669673C2 |
| Способ изготовления полых фасонных заготовок | 1989 |
|
SU1648621A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Способ электроэрозионной обработки | 1990 |
|
SU1703315A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
Изобретение относится к машиностроению, конкретно к электроэрозионной обработке. Цель изобретения - снижение трудоемкости и повышение точности рабочего канала волоки. В заготовке вырезают калибрующее цилиндрическое отверстие непрофилированным электродом-проволокой. Фасонным коническим электродом-инструментом с формой и размерами оснований, соответствующими форме и размерам минимального и максимального сечений прошиваемого входного конического участка волоки, а также с высотой конической части, в 2,0-2,5 раза превышающей заданную высоту входного конического участка готовой волоки, производят прошивку входного конического участка волоки в несколько проходов. Подают электрод-инструмент внутрь обрабатываемой волоки в каждом проходе на глубину, равную заданной высоте входного конического участка волоки. После каждого прохода конец электрода-инструмента, принявший в ходе прошивки цилиндрическую форму, удаляют. 6 ил. 1 табл.
пособ
Заданная высота конического входного участка волоки h, мм
Высота конической части электрода-инструмента, мм
Предлагаемый способ
3349,5(1,5h)
3366(2h)
3376(2,3h)
3382,5 (2,5 h)
коническо о входного У а сТка волок д1 производства фасонных профилей малого сечения колеблется в пределах от 10 до 40 мм.
%./
Фиг.г
Фиг.5
Фиг.З
Фиг.
Фиг.б
| Шевакин Ю.В | |||
| и др | |||
| Изготовление прецизионных фасонных профилей малого сечения из цветных металлов и сплавов.-М.: ЦНИИЦветмет экономики и информации, 1983, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
