Изобретение относится к машиностроению, а именно к обработке шлифованием, и может быть использовано при плоском шлифовании заготовок.
Известен способ шлифования с подачей СОЖ поливом (Худобин Л.В. Техника применения смазочно-охлаждающих средств в металлообработке / Л.В.Худобин, Е.Г.Бердичевский. - М.: Машиностроение, 1977, с.130-132).
К причинам, препятствующим достижению указанного технического результата при использовании известного способа, относится низкая эффективность проникновения СОЖ в зону шлифования при обработке участков, расположенных возле торца заготовки, обращенного к соплу для подачи СОЖ, и высокая вероятность появления дефектов на этих участках.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ круглого врезного шлифования (А.с. СССР 965746, МКИ3 В24В 55/02. Способ шлифования / Л.В.Худобин, М.А.Белов (СССР). - №3000311/25-08; заявл. 04.11.80, опубл. 15.10.82, Бюл. №38, 4 с.), заключающийся в том, что в зоне обработки создается жидкостная ванна за счет установки на заготовку двух пластин в виде шайб из упругого неметаллического материала.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа очистки, принятого за прототип, относится низкая эффективность проникновения СОЖ в пространство между шлифовальным кругом и заготовкой в случае применения известного способа для плоского шлифования заготовок.
Сущность изобретения заключается в следующем. Перед обработкой к торцу заготовки присоединяется пластина из легкообрабатываемого материала, размер обрабатываемой поверхности которой в направлении, параллельном оси шлифовального круга, выбирается не менее соответствующего размера заготовки, а верхняя плоскость пластины располагается на уровне обрабатываемой поверхности заготовки, причем пластина присоединяется к торцовой поверхности заготовки, обращенной к соплу для подачи смазочно-охлаждающей жидкости.
Технический результат - уменьшение вероятности появления дефектов на участках заготовки, примыкающих к ее торцовым поверхностям.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе шлифования, СОЖ подается поливом, а на заготовку устанавливается пластина из легкообрабатываемого материала, особенность при этом заключается в том, что пластина из легкообрабатываемого материала присоединяется перед обработкой заготовки к ее торцу, размер обрабатываемой поверхности пластины в направлении, параллельном оси шлифовального круга, выбирается не менее соответствующего размера заготовки, а верхняя плоскость пластины расположена на уровне обрабатываемой поверхности заготовки, причем пластина присоединяется к торцовой поверхности заготовки, обращенной к соплу для подачи смазочно-охлаждающей жидкости. Пластина способствует интенсификации проникновения СОЖ в пространство между шлифовальным кругом и заготовкой за счет образования гидродинамического клина и, как следствие, сохранению показателей качества шлифованной поверхности при обработке участков, расположенных возле торца заготовки.
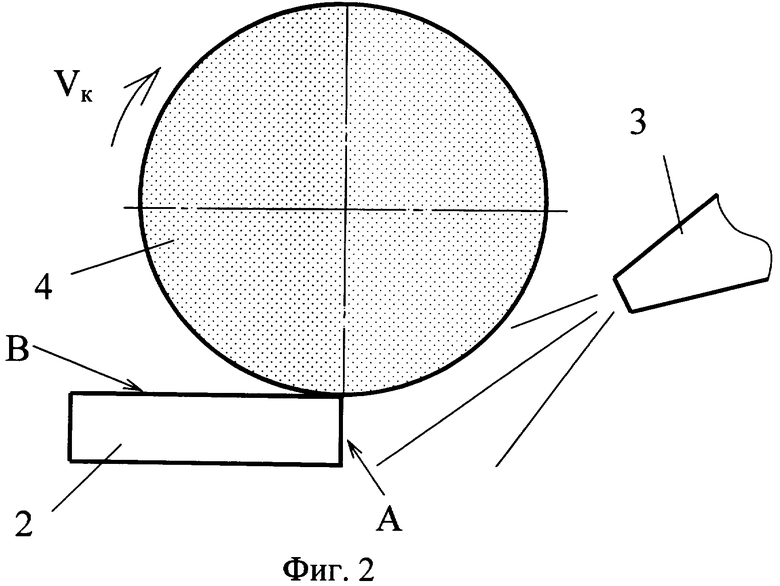
На чертежах представлены: фиг.1 - схема шлифования с использованием заявленного изобретения; фиг.2 - традиционная схема шлифования.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Пластина 1, присоединенная к заготовке 2, способствует образованию гидродинамического клина при обработке участков поверхности заготовки, расположенных вблизи от торца А заготовки, обращенного к соплу 3 для подачи СОЖ поливом. Перед обработкой верхняя плоскость Б пластины располагается на уровне обрабатываемой поверхности В заготовки, а в процессе обработки заготовки с поверхности пластины из легкообрабатываемого материала удаляется припуск, за счет чего зазор между рабочей поверхностью круга 4 и заготовкой равен зазору между кругом и пластиной, поэтому геометрические параметры клина между кругом и пластиной сохраняются неизменными.
То обстоятельство, что размер пластины в направлении, параллельном оси шлифовального круга, выбирается не менее соответствующего размера обрабатываемой поверхности заготовки, обеспечивает постоянные геометрические параметры клина в направлении, параллельном оси шлифовального круга. Гидродинамический клин способствует интенсификации проникновения жидкости в зону контакта круга с заготовкой.
Экспериментальные исследования провели при плоском маятниковом шлифовании заготовок из стали Р6М5 кругом 1А1 250×16×76×5 ЛКВ50125/100100%. Рабочая скорость круга составляла 35 м/с, скорость продольной подачи 0,7…1,5 м/мин, врезная подача 0,05…0,1 мм/дв. ход. В зону шлифования подавали 3%-ный раствор продукта Синхо-6 с расходом 10 дм3/мин. Перед обработкой к заготовке 2 приклеивалась пластина 3 из легкообрабатываемого материала (пенополистерола), верхняя плоскость пластины Б расположена на уровне обрабатываемой поверхности А заготовки, причем пластина присоединяется к торцовой поверхности В заготовки, обращенной к соплу 4 для подачи смазочно-охлаждающей жидкости, которая подается поливом. При вращении шлифовального круга 1 образуется гидродинамический клин (фиг.1), имеющий область избыточного давления 5 и область вакуума 6, который способствует затягиванию смазочно-охлаждающей жидкости в пространство между шлифовальным кругом и заготовкой. При шлифовании без использования заявленного изобретения (фиг.2) на участках шлифуемой поверхности, примыкающих к торцу заготовки, обращенному к соплу для подачи СОЖ, гидродинамический клин не образуется, что способствует возникновению прижогов. Установка пластины из легкообрабатываемого материала позволила исключить появление прижогов на участках, расположенных в непосредственной близости от торца заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2009 |
|
RU2419533C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |

Изобретение относится к области абразивной обработки и может быть использовано на операциях плоского шлифования заготовок. В зону шлифования кругом заготовки подают поливом смазочно-охлаждающую жидкость (СОЖ) с использованием пластины из легкообрабатываемого материала. Последнюю перед обработкой присоединяют к торцу заготовки, обращенному к соплу для подачи СОЖ. Верхнюю плоскость пластины располагают на уровне обрабатываемой поверхности заготовки. Размер поверхности пластины в направлении, параллельном оси шлифовального круга, выбирают не менее размера соответствующей обрабатываемой поверхности заготовки. В результате уменьшается вероятность появления дефектов в виде прижогов на участках заготовки, примыкающих к ее торцовым поверхностям. 2 ил.
Способ плоского шлифования, включающий подачу поливом смазочно-охлаждающей жидкости (СОЖ) в зону шлифования кругом заготовки с использованием пластины, отличающийся тем, что перед обработкой к торцу заготовки, обращенному к соплу для подачи СОЖ, присоединяют пластину из легкообрабатываемого материала, причем верхнюю плоскость пластины располагают на уровне обрабатываемой поверхности заготовки, а размер поверхности пластины в направлении, параллельном оси шлифовального круга, выбирают не менее размера соответствующей обрабатываемой поверхности заготовки.
| Способ шлифования | 1980 |
|
SU965746A1 |
| Устройство для подачи смазочно-охлаждающей жидкости к шлифовальному кругу | 1983 |
|
SU1168394A1 |
| RU 2005046 С1, 30.12.1993 | |||
| Способ доводки шариков | 1978 |
|
SU701771A1 |
| Автооператор для гальванических ли-ний | 1973 |
|
SU509665A1 |

