(54) МУНДШТУК К ПГОШИВНОМУ ПРЕССУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к прошивному прессу | 1978 |
|
SU783015A1 |
| Мундштук для прессования полых углеродных заготовок | 1989 |
|
SU1609653A1 |
| Мундштук к прессу для формования строительных изделий | 1979 |
|
SU742135A1 |
| Способ получения углеграфитовых изделий | 1979 |
|
SU920345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| Мундштук ленточного пресса | 1985 |
|
SU1288073A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
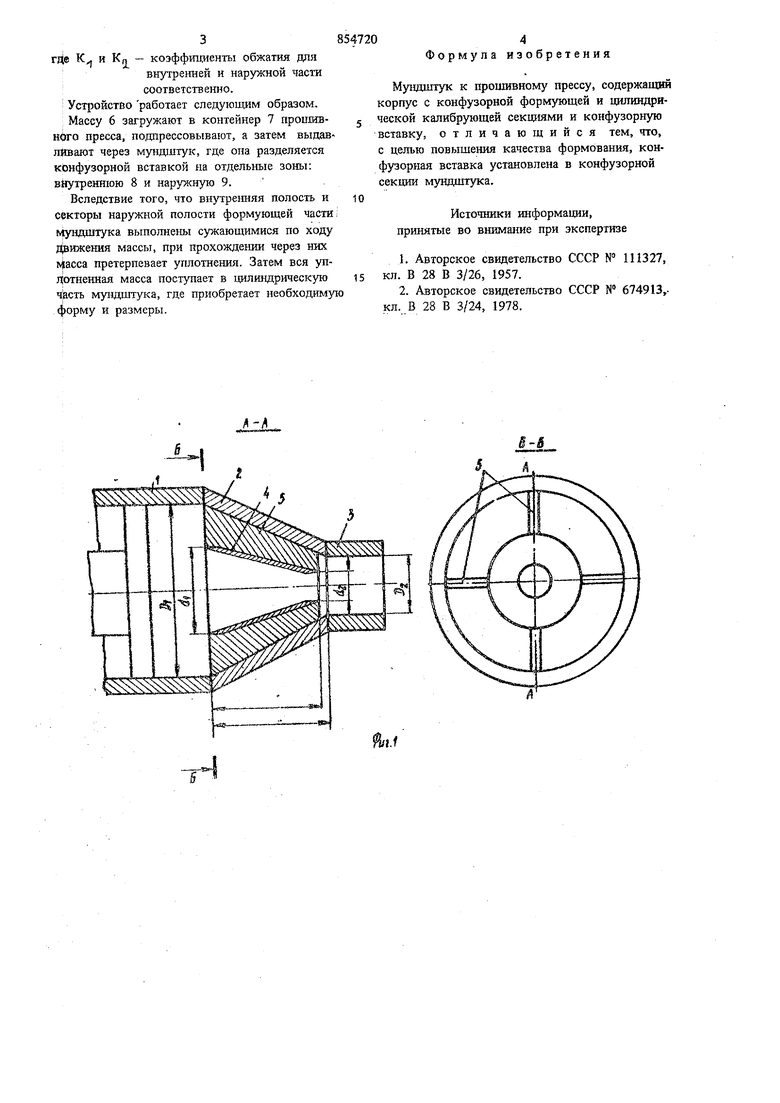
Изобретение относится к устройствам для фо рмованкя неметаллических материалов и мб; же быть использовано в огнеупорной, химической и металлургической нромышлениости ври изготовлении изделий давлением. Известно устройство для формования неметаллических материалов, содержащее циливдрический корпус, в котором установлен шнек с приводом, многосекционный мундштук с формующей конусной и калибрующей цилиндрической секщшми (11. Наиболее близким техническим решением к предлагаемому является устройство для фор мования, содержащее конус с конфузорНой формующей и цилиндрической калибрующей секциями и конфузорную вставку 2. Недостатком известных устройств является то, что формовочная масса в центральной части имеет меньшую плотность, чем на периферии, что снижает качество формования. Цель изобретения - повышение качества формования. Поставленная цель достигается тем, что в мундштуке к прошивному прессу, содержащем корпус с конфузорной формующей и цилиндрической кал}йрующей секциями и конфуэорную вставку, конфузорная вставка установлена в конфузорной секции мундштука. На фнг. { схематически изображено предлагаемое устройство (разрезы А-А и Б-Б); на фиг. 2 - схема выдавливания заготовки. Мундштук состоит из корпуса 1, конфузорной формующей части 2 и цилиндрической калибрующей часта 3. В конфузорной части размещена конфузорная вставка, выполненная в виде усеченной конусной втулки 4. На наружной поверхности чставки выполнены фиксаторы ее положения 5 относительно .конфузорной части мундщтука в виде раднальн расположенга 1Х ребер, сопрягаемых своими периферийными участками с конусной частью мундштука, причем размер. конфузорной части и конфузорной вставки имеют следующие соотношения D D 2 и d d,j, величины которь1х выбираются, исходя из степени обжатия формуемой массы, для внутренней части К -f|-r для наружной части .,
где К и Kf, - коэффициенты обжатия для внутренней и наружной часга соответствегою.
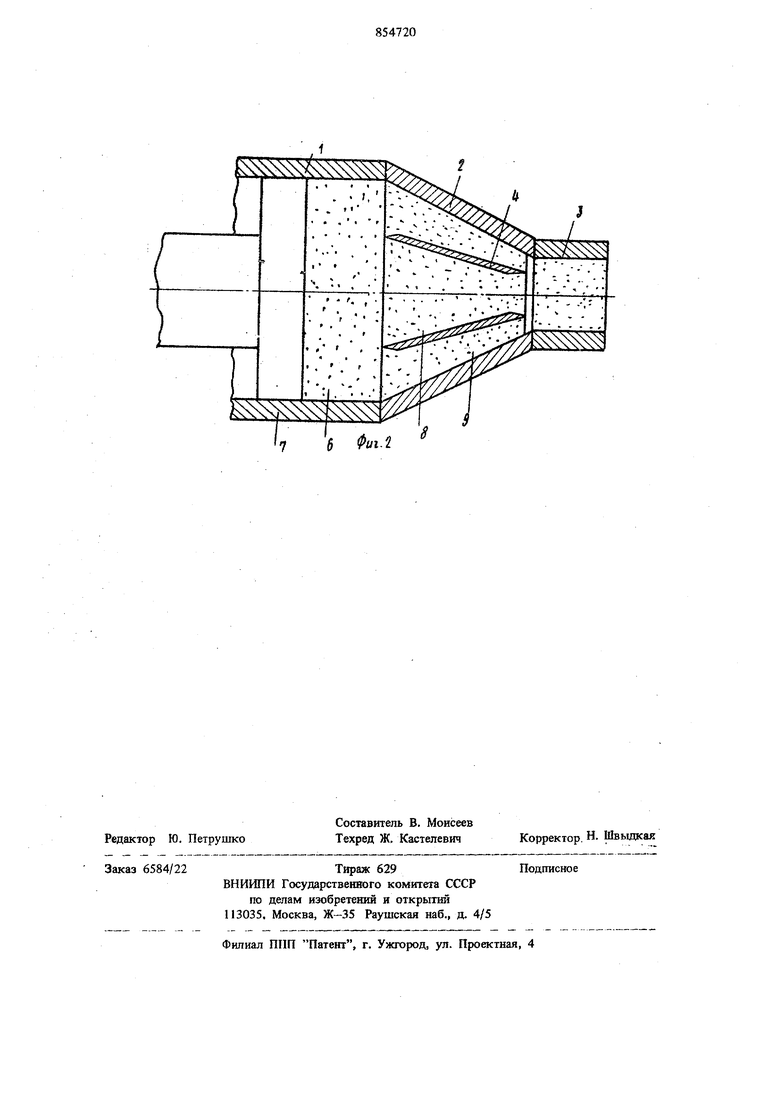
Устройство работает следующим образом:.
Массу 6 загружают в контейнер 7 проимвного пресса, подпрессовывают, а затем выдавливают через мунд1лтук, где она разделяется конфузорной вставкой на отдельные зоны: BttyxpeHHioro 8 и наружную 9.
Вследствие того, что внутре1шяя полость и секторы наружной полости формующей части мундштука вынолнены сужающимися по ходу движения массы, при прохождении через них претерпевает уплотнения. Затем вся упфтненная масса поступает в вдлиндрическую qjacTb мундштука, где приобретает необходимую форму и размеры.
Формула изобретения
Му1здштук к прошивному прессу, содержащий корпус с конфузорной формующей и щшшадрической калибрующей секщмми и конфузорную вставку, отличающийся тем, что, с целью повыщения качества формования, конфузорная вставка установлена в конфузорной секщш мундщтука.
Источники информации, принятые во внимание при экспертизе
.
SSSS 7 б WI
