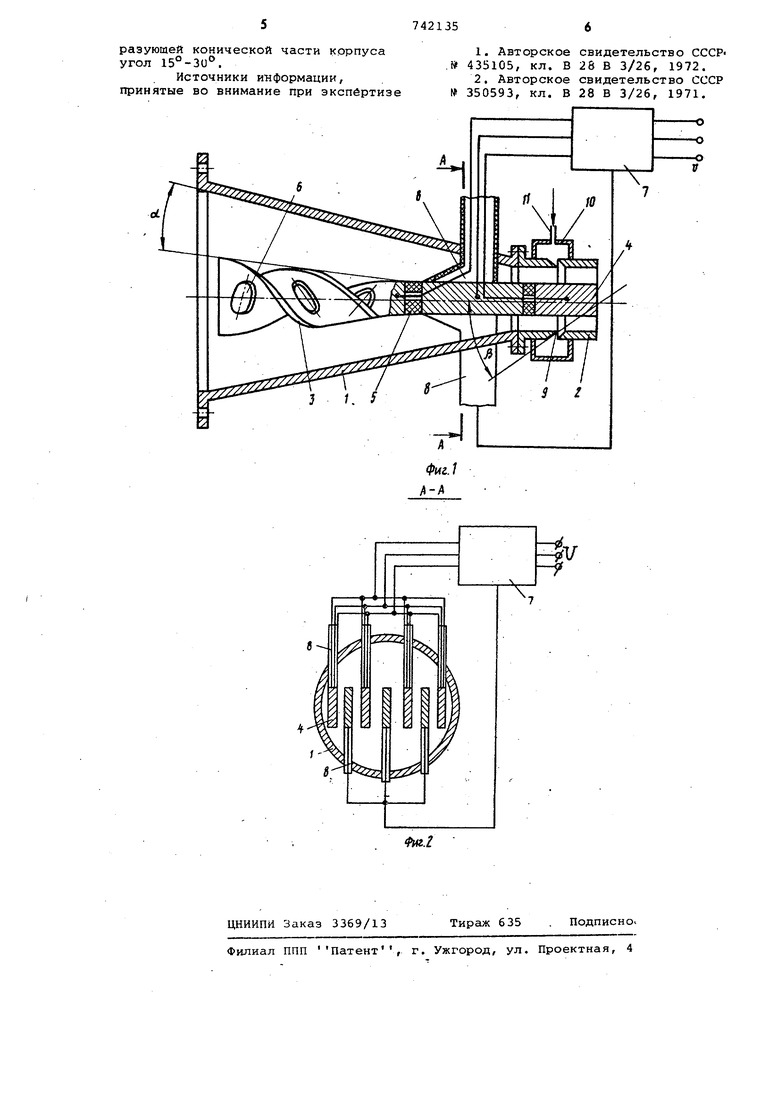
со спиральным участком, расположенным в формующей части корпуса мундштука, и соединен с источником электрическо го тока, а смазывающее приспособлени выполнено в виде эжекционных сопел, расположенных под углом к продольной оси дорнов, кроме того, спиральный участок каждого дорна выполнен с отверстиями и уменьшающимс по его длине диаметром, причем образующая спирального участка дорна составляет с образующей конической час ти корпуса угол . На фиг. 1 изображен предлагаемый ;мундштук, общий ВИД; на фиг. 2 - разрез А-А на фиг. 1. Мундштук к прессу для формования строительных изделий состоит из корпуса, выполненного из конической фор мующей 1 и калибрующей 2 прямоугольной в сечении частей. Внутри корпуса размещены дорны в виде секций, имеющие спиральный участок 3 и калибрующий участок 4, разделенные между собой диэлектрическими прокладками 5. Спиральный участок 3 расположен в ко нической части 1 корпуса и выполнен с отверстиями 6 на рабочей поверхности. Кроме того, спиральный участок 3 имеет коническую форму с умень шающимся по его длине диаметром. Прк этом угол между образующими конической части 1 корпуса и спирального участка 3 составляет из условия обеспечения наилучшего перемешивания слоев массы . Мундштук имеет коммутационный блок 7 преобразователя электрического тока, а секции каждого дорна выполнены из электропроводного материала и параллельно друг другу соединены с блоком 7, включенным в цепь питания дорнов, которые прикреплены к корпусу при помощи дорнодержателей 8 . В калибрую щей части 2 корпуса выполнено смазывающее приспособление в виде расположенных по периметру корпуса эжекционных сопел 9, оси которых составляют .с продольной ОСБЮ дорнов угол 10-35 , выбранный из условия возможности нанесения смазывающего агента в виде тонкой неразрывной пленки в режиме эжекции при прессова НИИ глиняных масс. Сопла 9 охвачены коробом 10, сообщенным с трубопроводом 11 подачи рабочего агента. Муйдштук к прессу работает следую щим образом. Глиняная масса из корпуса ленточ ного пресса попадает под давлением в коническую часть 1 корпуса мундшт ка, где уплотняется и одновременно перемешивается за счет прохождения по рабочей поверхности спирального участка 3 дорна. Участки каждого до на могут быть нагреты до различной требуемой температуры за счет преобразования параметров электрическо го, тока коммутационным блоком 7 по величине силы тока и по величине напряжения. Прохождение глиняной массы по поверхностиспирального участка 3 и через отверстия б в его рабочей поверхности увеличивает теплоотдачу дорна и интенсифицирует прогрев массы. При этом в процессе прессования в этой части мундштука снимаются напряжения, возникающие в.процессе перемещения глиняной массы непосредственно в прессе,и уменьшается слоистость глиняной массы, а следовательно, и самого изделия. Заданный в пределах от 15° до 30 угол между образующими корпуса и дорна обеспечивает достижение наилучшего качества изделий за счет оптимального градиента давлений, достигаемого требуем№.1 направлением и интенсивностью перемещения глиняной массы. В процессе перемещения она попадает в калибрующую часть корпуса мундштука, где на всю ее поверхность за счет эжекции наносится слой смазки. При этом концевой секцией дорна произродитс нагрев изделия до более высокой по сравнению со спиральным участком дорна температуры, компенсирующей охлаждение поверхности температуры изделия смазкой, если нагрев последней до более высокой температуры не представляется возможным по технологическим соображениям. Коммутационный блок 7 позволяет производить разогрев глиняных масс-в любом режиме с любой заданной интесивностью нагрева каждой секции дорна. .Формула изобретения 1. Мундштук к прессу для формования строительных изделий, содержащий корпус с конической формующей и калибрующей частями, внутри которого закреплены дорны/ и расположенное по периметру калибрующей части смазывающее приспособление с трубопроводом подачи рабочего агента, отличающийся тем, что, с целью повышения качества изделий за счет предотвращений их слоистости и трещинообразования, каждый дорн выполнен со спиральным участком, расположенным в формующей части корпуса, и соединен с источником электоического тока,а смазывающее приспособление выполнено в виде эжекционных сопел, расположенных под углом 10°35° к продольной оси дорнов. 2. Мундштук по п.1, отличаю.щ и и с я тем, что спиральный участок каждого дорна выполнен с отверстиями и уменьшающимся по его длине диаметром, причем образующая спирального участка дорна составляет с образуюшей конической части корпуса угол 15°-30°.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 435105, кл. В 28 В 3/26, 1972.
2.Авторское свидетельство СССР № 350593, кл. В 28 В 3/26, 1971,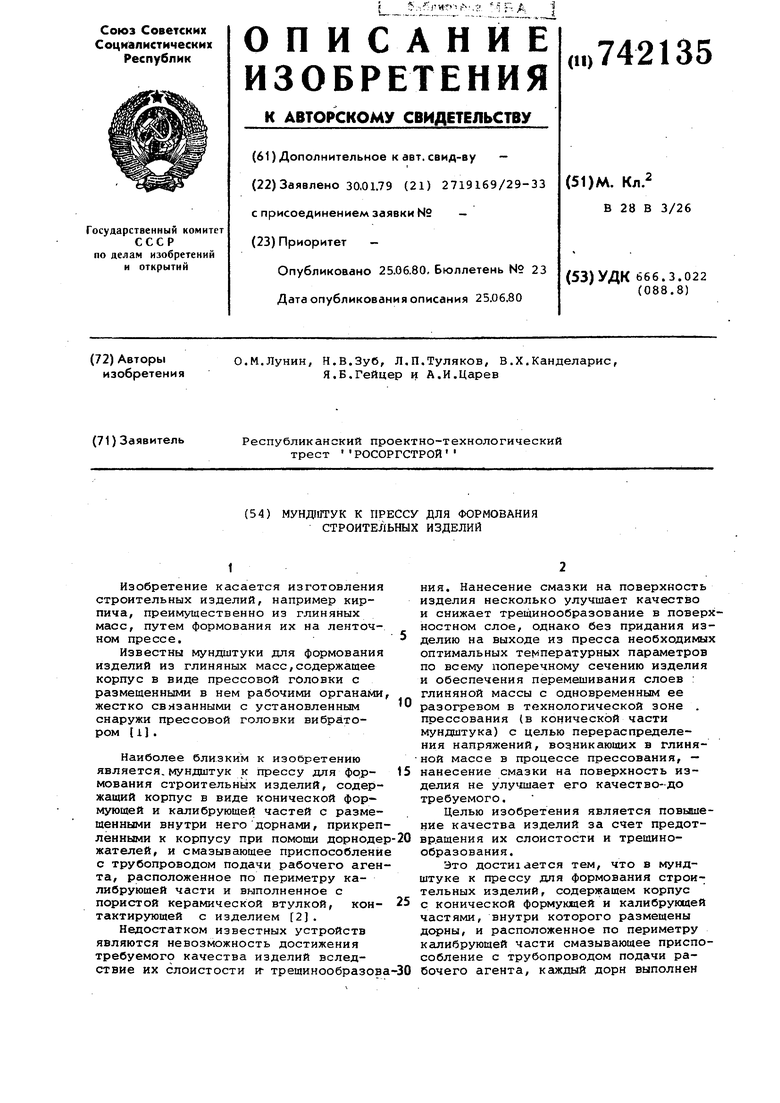

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗОЛЯТОРА С ОСЕВОЙ СТУПЕНЧАТОЙ ПОЛОСТЬЮ МЕТОДОМ ЭКСТРУЗИИ | 1998 |
|
RU2152302C1 |
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ВЛАГОЗАДЕРЖИВАЮЩЕГО ПОКРЫТИЯ НА ГЛИНЯНЫЙ БРУС | 2003 |
|
RU2237524C1 |
| Устройство для непрерывного прессования керамических изделий | 1981 |
|
SU1043007A1 |
| ГОЛОВКА ШНЕКПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ | 1970 |
|
SU274351A1 |
| Мундштук для формования керамическихиздЕлий | 1979 |
|
SU852569A1 |
| Приспособление к шнековому прессу | 1988 |
|
SU1664565A1 |
| ПРЕСС ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018442C1 |
| Шнековый пресс | 1990 |
|
SU1784460A1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |