Иэофегение относигся к обшему маши.« нос1роеишо и может быть использовано дл угловой и .осевой фиксации преимущественно .цилиндрических деталей. Известно устройство для -фиксации цилиндрических деталей типа осей от прсм орачввания, содержащее плоскую опенку, раэ мещенную между двумя стопорными деталя ми, контактирующую своими концами с лысками на боковой поверхности оси, и крепежный элемент в виде всшта Ц. ОШ1ако шо не обеспечивает демонтаж изношенных осей, плотно установленных в посадочных отверстиях, а также требует подгшки планки по месту при ее установке междзг осями, что усложняет монтаж осей. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для фиксации цилинфических деталей от проворачивания, содержащее упругий элемент в виде корытообразной пластины с зубчатыми кашами, размещенной между стопорными деталями И входящей концами в пазы на их боковых поверхностях, расположенных вдоль продопы1оЯ оси деталей . Одаако надежность стопорения ограничена жесткостью корытообразнс 1 пластины, что не дает возможности использовать устройство для сто1(0|1ения тяжело нагруженных в процессе работы цилиндрических деталей типа, например, ножевых втулок ножниц. Кроме Того, конструкция устройства такова, что не обеспечивает демонтаж цилиндрических деталей, плотно установленных в посадочных отв к;тиях, при их и носе. Цель изофетения - улучшение эксплуатацисвшых качеств. Указанная цель достигается тем, что в устройстве для фиксации деталей, содержащем установленный между ними упругий элемент, концы которого размещены в боковых пазах деталей, угтругий элемент выполнен в виде гофрированной планки, поласатоб по вершинам гофр, а также тем, что устройство снабжено пакетом опорных
пластин, расположенных под гофрированной планкой.
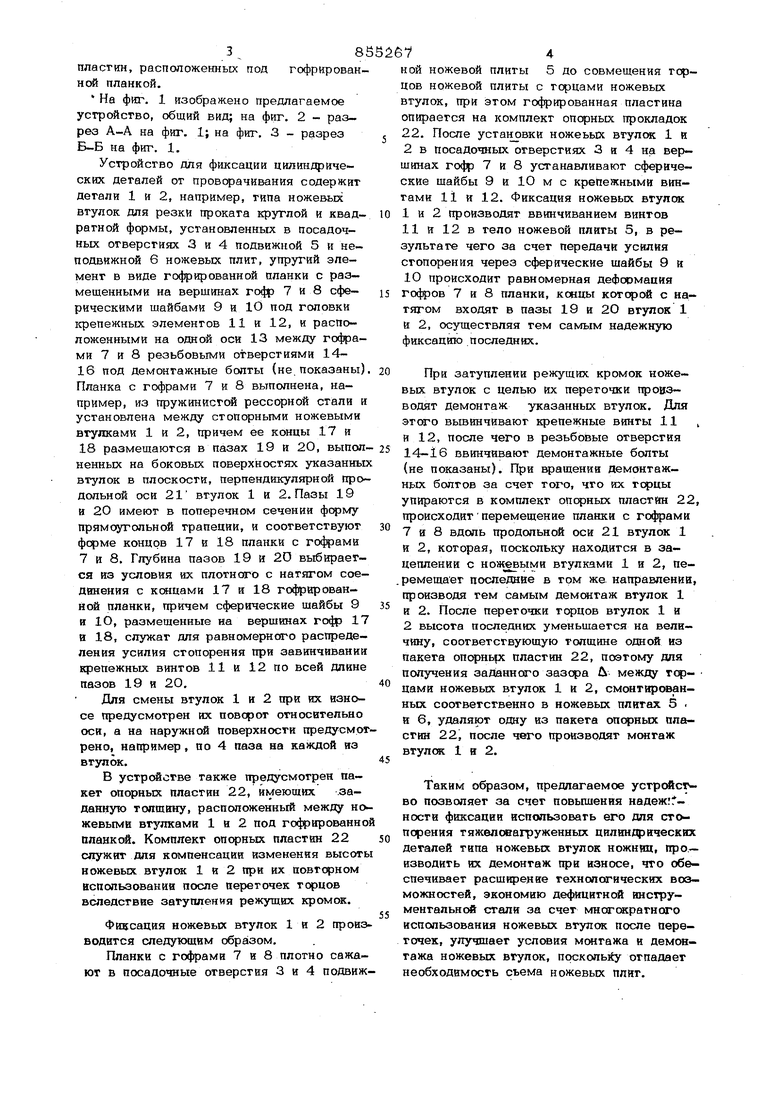
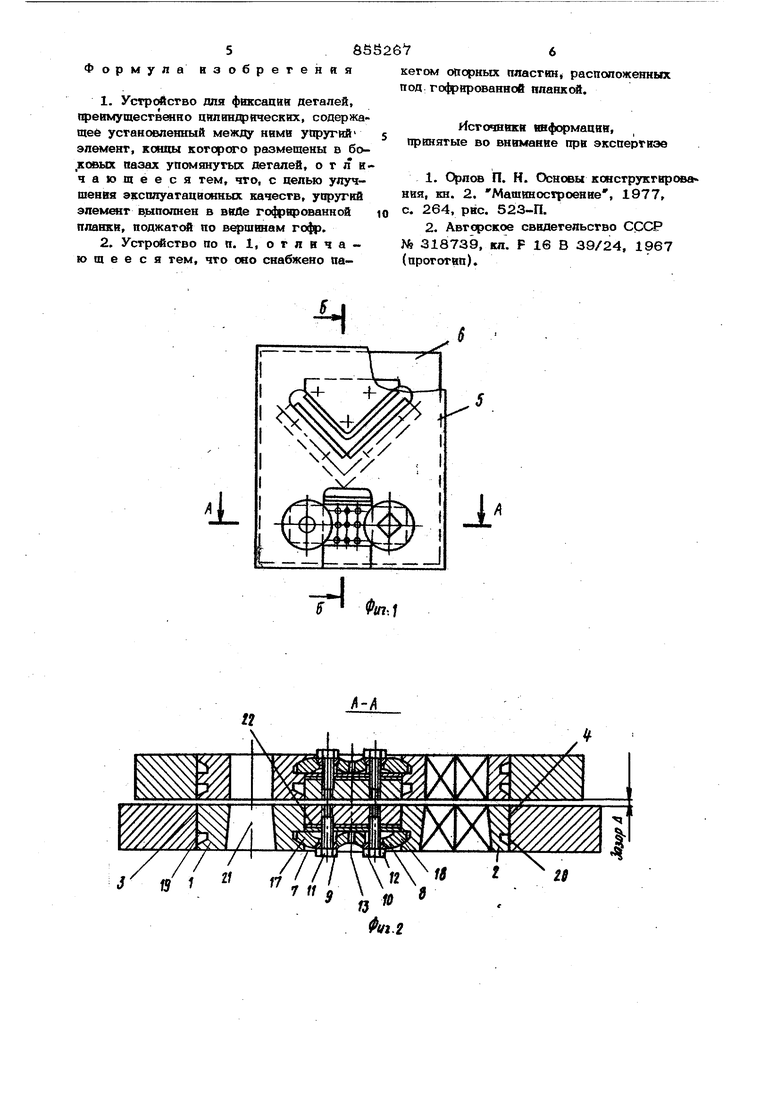
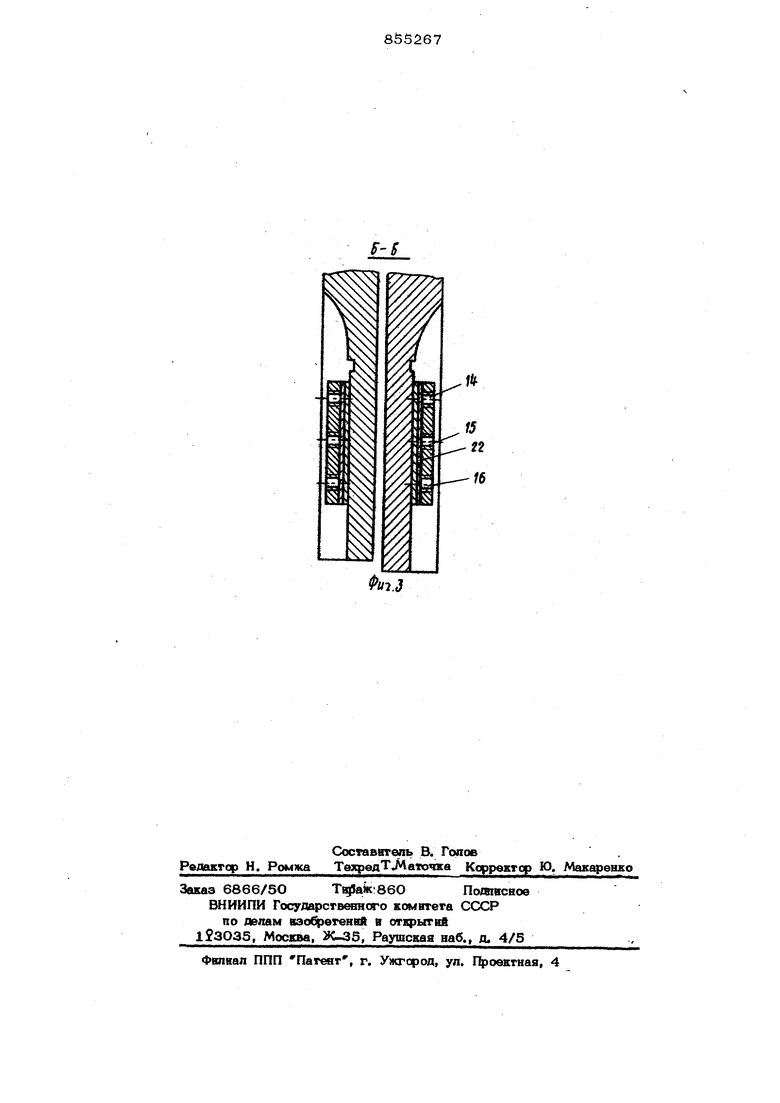
На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг, 1.
Устройство для фиксации цилиндрических деталей от провсрачивания содержит детали 1 и 2, например, типа ножевых втулок для резки проката круглой и квадратной фqэмы, установленных в посадочных отверстиях 3 и 4 подвижной 5 и неподвижной б ножевых плит, упругий элемент в виде гофрированной планки с размещенными на вершинах гофр 7 и 8 сфе- рическими шайбами 9 и Ю под головки 1фепежных элементов 11 и 12, и расположенными на одной оси 13 между гофрами 7 и 8 резьбовыми отверстиями 1416 под демонтажные бсяты (не. показаны). Планка с гофрами 7 и 8 выполнена, например, из пружинистой рессорной стали н установлена между стопорными ножевыми втулками 1 и 2, причем ее концы 17 и 18 размещаются в пазах 19 и 20, выполненных на боковых поверхностях указанных втулок в плоскости, перпендикулярной продольной оси 21 втулок 1 и 2. Пазы 19 и 20 имеют в поперечном сечении форму прямоугольной трапеции, и соответствуют форме концов 17 и 18 планки с гофрами 7 и 8, Глубина пазов 19 и 20 выбирается из условия их плотного с натягом соединения с кшцами 17 и 18 го зврованной планки, причем сферические шайбы 9 и Ю, размещенные на вершинах гофр 17 а 18, служат для равномерного распределения усилия стопорения при завинчивании крепежных винтов 11 и 12 по всей длине пазов 19 и 2О.
Для смены втулок 1 и 2 при их износе предусмотрен их поворот относительно оси, а на наружной поверхности предусмотрено, например, по 4 паза на каждой из втулок.
В устрсйстве также предусмотрен пакет опорных пластин 22, имеющих .заданную топшнну, расположенный между ножевыми втулками 1 и 2 под гофрированной планкой. Комплект опорных пластин 22 служит для компенсации изменения высоты ножевых втулок 1 и 2 при их noaTqDHOM использовании после переточек торцов вследствие затупления режущих кромок.
Фиксация ножевых втулок 1 и 2 производится следующим образом,
Планки с гофрами 7 и 8 плотно сажают в посадочные отверстия 3 и 4 подвижной ножевой плиты 5 до совмещения торцов ножевой плиты с торцами ножевых втулок, при этом гофрированная пластина опирается на комплект опорных прокладок 22, После установки ножевых втулсж 1 и 2 в посадочных отверстиях 3 и 4 на верщинах гофр 7 и 8 устанавливают сферические щайбы 9 и 10 м с крепежными винтами 11 и 12, Фиксация ножевых втулсж
1и 2 производят ввинчиванием винтов 11 я 12 в тело ножевой плиты 5, в результате чего за счет передачи усилия стопорения через сферические шайбы 9 и Ю происходит равномерная деформация гофров 7 и 8 планки, концы которой с натягом входят в пазы 19 и 20 втулок 1
и 2, осуществляя тем самым надежную фиксацию .последних.
При затуплении режущих кромок ножевых втулок с целью их переточки производят демонтаж указанных втулок. Для этого вывинчивают крепежные винты 11 и 12, после чего в резьбовые отверстия 14-16 ввинчивают демонтажные болты (не показаны). При вращении демонтажных болтов за счет того, что их терцы упираются в комплект опорных пластин 22 происходит перемещение планки с гофрами 7 и 8 вдоль продольной оси 21 втулок 1 и 2, которая, поскольку находится в зацеплении с ногкевыми втулками 1 и 2, перемещает последние в том же направлении производя тем самым демонтаж втулок 1 и 2, После переточки торцов втулок 1 и
2высота последних уменьшается на величину, соответствующую толщине одной из пакета опорньрс пластин 22, поэтому для получения заданного зазора Л между торцами ножевых втулок 1 и 2, смсшгирюанных соответственно в ножевых плитах 5 . и 6, удаляют одну из пакета оперных пластин 22, После чего производят монтаж втулок 1 и 2.
Таким образом, предлагаемое устрсйсг во позволяет за счет повыщения надеж ности фиксации использовать его для стопорения тяжелсжагруженных цилиндрических деталей типа ножевых втулок ножниц, производить их демонтаж при износе, что обеспечивает расширение технапс«гических возможностей, экономию дефицитной инструментальной стали за счет многократного использования ножевых втулсж после переточек, улучшает условия мсистажа и демонтажа ножевых втулок, псюколы отпадает необходимость съема ножевых плит.
Формула
зобрегеняя
1.УстрсЛсгво для фвксацив дегалей, превмушесгвенно ципШ1Дряческтс, содержащее установленный между нвмв упругий элемент, концы которого размешены в бо,ковых пазах упомянутых деталей, отличающееся тем, что, с целью улучшения эксШ1уатацвошсых качеств, упругий элемент вддполнен в ввДе гофрированной плаикв, поджатой по вершинам гофр.
2.Устройство по п. 1, о т л в ч а ю щ е е с я тем, что оно снабжено пакетом опорных пластин, расположенных под гофрированной планкой.
Источники ивфсфмации, принятые во внимание при экспертизе
1.Орлов П. Н. Основы конструктиров ния, кн. 2. Машиностроение, 1977,
с. 264, рис. 523-П.
2.Авторское свидетельство СССР № 318739, ЕЛ. F 16 В 39/24, 1967 (прототип).
1
f
