(54) СПОСОБ ИЗГОТОВЛЕНИЯ КРУГОВОЙ ШКАЛЫ
Изобретение относится к приборостроению и может быть использовано для изготовления круговых шкал путем записи меток.
Известен способ изготовления растровых решеток, по которому предварительно изготавливают эталонный образец, затем по нему получают требуемое количество копий 1.
Известен также способ изготовления круговых растровых решеток путем использования полуавтоматических и автоматических делительных машин 1.
Применение этих способов оправдано при серийном производстве и нецелесообразно при единичном производстве.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ изготовления круговой шкалы путем записи меток на врашающуюся основу, включающий процесс генерации и выбора меток путем отсчета их необходимого количества, проверку масштабов генерируемой серии меток и шкалы посредством измерения разности между периодом оборота основы и длительностью генерируемой серии меток, коррекцию масшта.ба генерируемой серии меток и последующую запись меток 2.
В этом способе при корректировке изменяют временной масштаб генерируемой серии меток, т. е. изменяют цену деления шкалы, что приводит к ряду нгудобств,а в некоторых случаях к невозможности использовать изготовленную таким образом шкалу.
В системах программного управления, при модернизации существующего оборудования использования шкалы, например как датчика положения или перемешения,
10 цена деления шкалы задается заранее и остается строго постоянной, что определяет качество и точность шкалы.
Использование шкалы как датчика положения или перемещения с разбросом 5 между шагом оказывает существенное влияние на точность работы системы управления в целом, а при несоответствии полученного шага шкалы заданному приводит к отказу в работе оборудования.
Цель изобретения - повышение точ20ности круговой шкалы за счет обеспечения заданной цены деления.
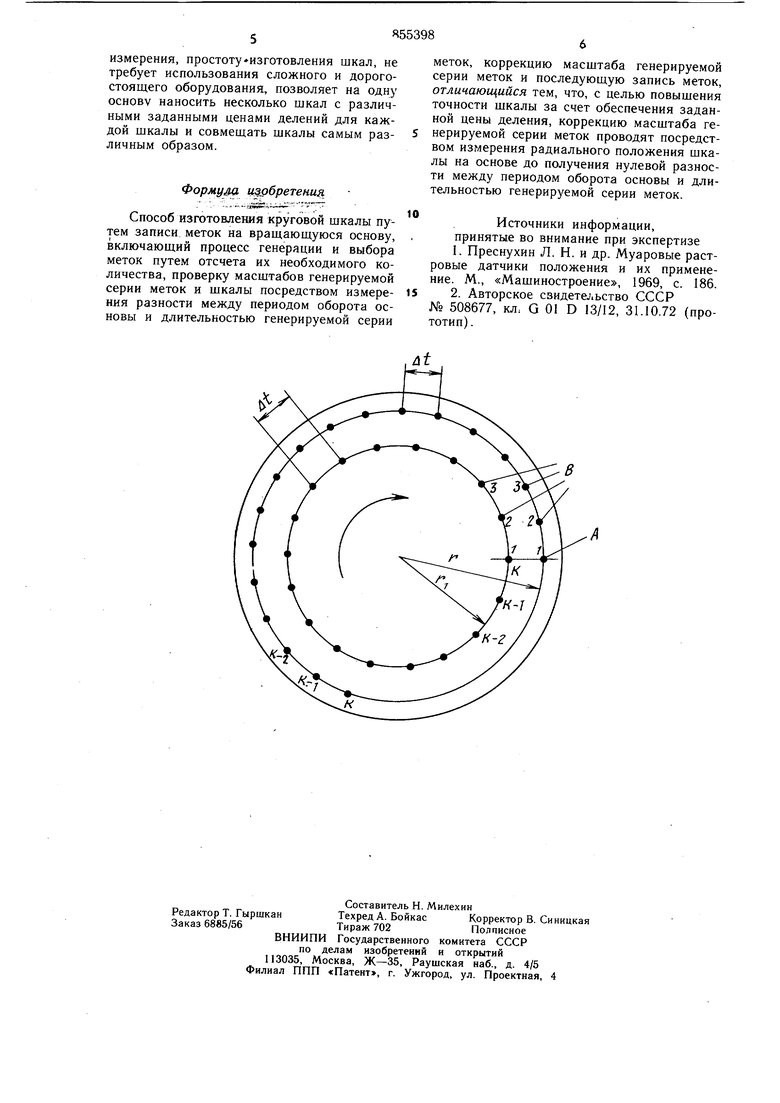
Эта цель достигается тем, что в предлагаемом способе коррекцию масщтаба генерируемой серии меток проводят посредством изменения радиального положения шкалы на основе до получения нулевой разности между периодом оборота и длительностью генерируемой серии меток. На чертеже представлена диаграмма предлагаемого способа. На основу наносят маркировочную метку А, затем приводят основу во вращение с постоянным вполне определенным числом оборотов и воспроизводят маркировочную метку А. По сигналу от маркировочной метки генерируют серию меток В, временной масштаб которых заранее задан, т. е. задано расстояние между метками по окружности (длина дуги окружности между метками). Введены следующие обозначения, где г - радиус шкалы К - число меток; Af-длина дуги между метками; Т-период оборота основы; t - длительность серии меток; At - время между нанесением меток. Тогда получим следующие соотнощения: K-A.2t{r; Д 1; At-K t; T t; Т Д1-К; R- т --At.л1 2Яг Ai Jiir V--При постоянных т и At из выражения следует, что найден такой радиус г, при котором A-t постоянно, а шкала замкнута. Процесс генерации заканчивают путем подсчета меток в серии. Между последней меткой серии и следующей за ней во времени маркировочной меткой измеряют временной интервал. Если временной интервал не равен нулю, изменяют радиальное положение мapкиpqвoчнoй метки, т. е. наносят ее заново, располагают ближе к центру вращения основы, если период оборота основы больше длительности генерируемой серии меток, и удаляют от центра если меньше. Затем весь процесс повторяется. Для того, чтобы маркировочная метка не повлияла на качество и точность шкалы, ее наносят в виде полоски один раз вдоль всего радиуса. В последующих изменениях пространственного положения записывающего устройства (т. е. смещения его по радиусу к центру или от центра вращения, что в конечном итоге выливается в пространственное расположение шкалы на окружностях меньщего или большего радиуса), маркировочную ленту не удаляют. Таким образом, если обороты основы и частота генерируемой серии постоянны, то получив замкнутую круговую шкалу предлагаемым способом, шаг между метками или цена деления шкалы соответствует заданной, а следовательно, гарантируется обеспечение расчетной точности измерения. Предлагаемый способ может быть проверен при изготовлении магнитной круговой шкалы, используемой как датчик углового перемещения. На лк ралюминиевую основу сЫОО мм наносят слой магнитного носителя. Основу магнитной щкалы привоят во вращение с помощью специального лектропривода, при этом период оборота основы составляет 2,5 с. Предварительно задают щаг между метками шкалы или цену деления шкалы в единицах длины дуги, который равен 0,1 мм. На шкалу предполагается нанести 2500 меток. Исходя из этого определяют длину окружности шкалы и ее радиус (длина окружности равна 250 мм а радиус равен 39,8 мм). . Для выполнения условия постоянства цены деления, равной 0,1 мм, при периоде оборота основы, равном 2,5 с, частота генерируемой серии меток генератором прямоугольных импульсов ГПИ-1 равна 1000 Гц. Процесс изготовления шкалы заключается в следующем. На основу наносят маркировочную метку вместе, приблизительно равном радиусу окружности, путем изменения намагниченности магнитного носителя основы с помощью универсальной магнитной головки и стандартного генератора сигналов ГЗ-39. Затем приводят основу во вращение и воспроизводят маркировочную метку с помощью универсальной головки. По сигналу от маркировочной метки запускают ГПИ-1 и выдают серию импульсов с частотой 1000 Гц. Количество импульсов в серии - 2500. Между последней меткой серии и маркировочной меткой измеряют временной интервал с помощью разработанного устройства и стандартных счетчика импульсов Ф5007 и генератора прямоугольных импульсов Ф590 (величина разност: составляет приблизительно 0,1 С). После смещают универсальную головку к центру вращения основы и повторяют процесс до тех пор, пока величина интервала между последней меткой и следующей за ней во времени маркировочной меткой не равна нулю. После переключают универсальную головку на запись, т. е. подключают ее к генератору ГПИ-1 и производят запись всех меток щкалы на основу Проведенные исследования изготовленной таким образом щкалы показывают, что равномерность нанесения меток вполне удовлетворительная: отклонения от заданной- цены деления щкалы не превыщают 27i,T.ft.B среднем не превышают 0,002 мм, или в угловых единицах 10. Использование предлагаемого способа изготовления круговой шкалы обеспечивает точное соответствие цены деления изготовленной шкалы наперед заданной и, следовательно, гарантирует заданную точность
измерения, простотуизготовления шкал, не требует использования сложного и дорогостоящего оборудования, позволяет на одну основу наносить несколько шкал с различными заданными ценами делений для каждой шкалы и совмеш;ать шкалы самым различным образом.
Форму изобретения
. . ...-..-..-f ff -J J- fi---- -- ;
Способ изготовления круговой шкалы путем записи меток на вращаюшуюся основу, включающий процесс генерации и выбора меток путем отсчета их необходимого количества, проверку масштабов генерируемой серии меток и шкалы посредством измерения разности между периодом оборота основы и длительностью генерируемой серии
Л
меток, коррекцию масштаба генерируемой серии меток и последующую запись меток, отличающийся тем, что, с целью повышения точности шкалы за счет обеспечения заданной цены деления, коррекцию масштаба генерируемой серии меток проводят посредством измерения радиального положения шкалы на основе до получения нулевой разности между периодом оборота основы и длительностью генерируемой серии меток.
Источники информации, принятые во внимание при экспертизе
№ 508677, кл, О 01 D 13/12, 31.10.72 (прототип).
6
