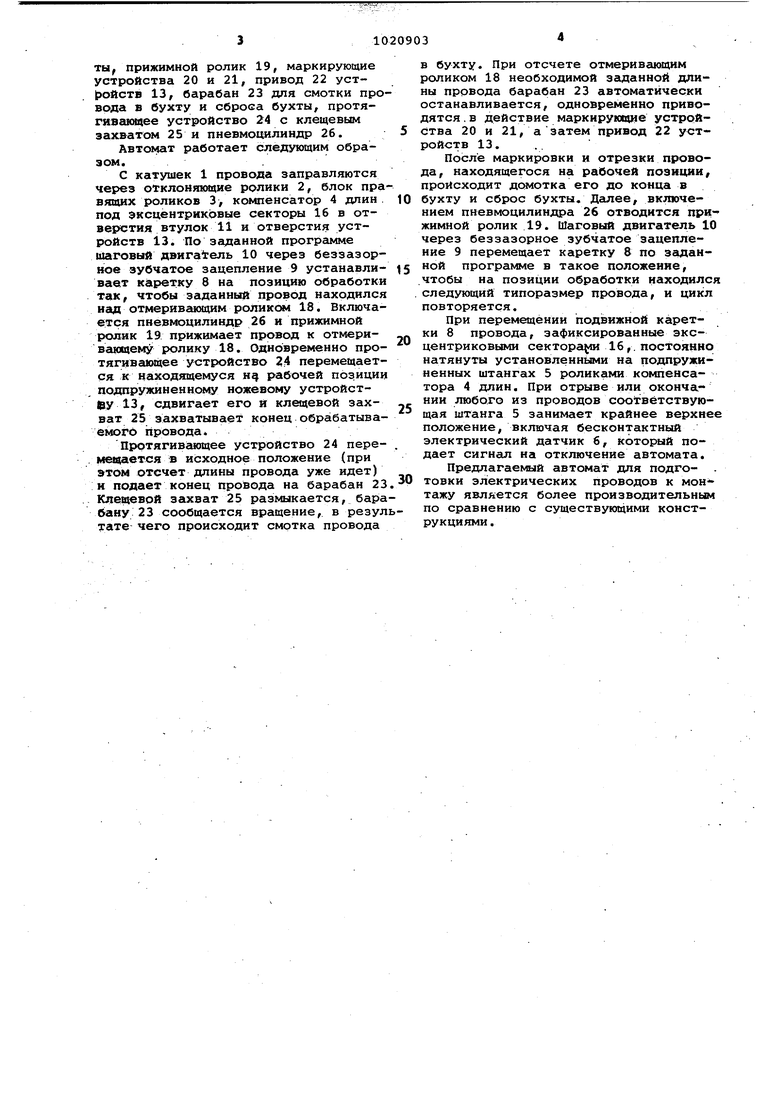
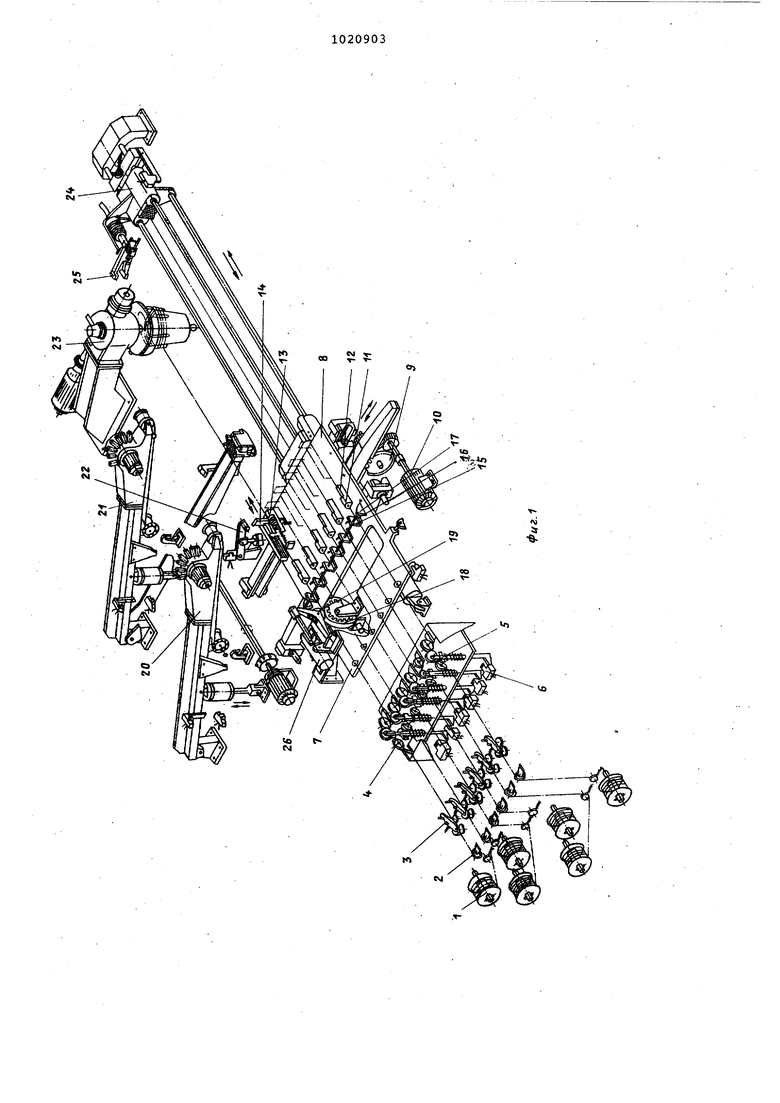
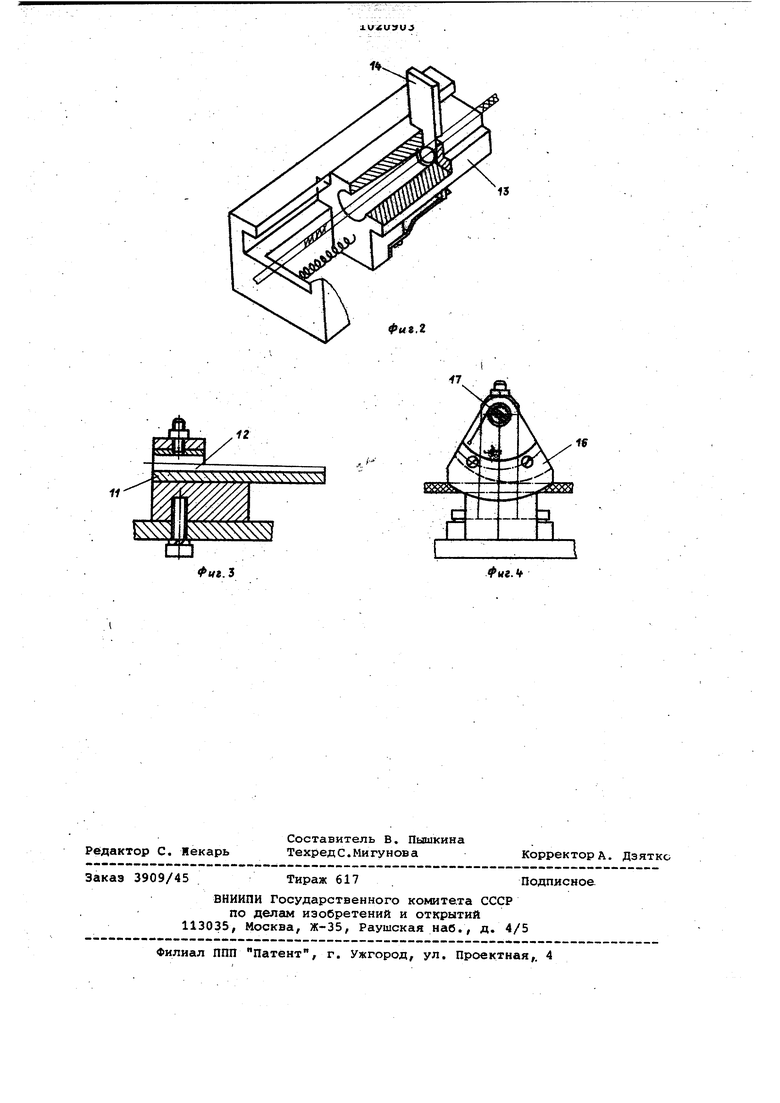
Изобретение относится к электротехнике и может быть использовано в качестве технологического оборудова ния для комплексной подготовки прово дов на жгут при производстве электро монтажных работ. Известно устройство для подготовк электрических проводов к монтажу, содержащее узел выбора запрограммированного провода, узел подачи прово да кареткой вдоль оси ., узел отмера длины проводаво протяжки его, узел резки провода. ПрИ этом известное устройство не осуществляет такой важной операции как маркировка провода, которая несет информацию о нахождении провода В электрообррудова НИИ машины, значительно снижакиоую затраты труда при электромонтаже мащ тш и в период ее ремонта Cl;). Наиболее близким к предлагаемому является автомат, содержащий узел. мерной порезки, узел маркировки и узел смотки отрезанных и замаркированных проводов в бухту t2i Подобный автомат рассчитан на обра ботку только одного типоразмера провода . Переход на. обработку другого типоразмера провода требует длительной ручной перенападки автомата. Для этого необходимо извлечь рбрабатывae fiзIй провод из подакидих роликов, мерного ролика и механизма реза, снять бухту с бухторазматывателя, одеть бухту провода, подлежащего обработке , продеть конец провода в вышеперечисленные ролики и механизм реза, произвести регулировку механиз ма маркировки по высоте в зависимости от диаметра провода, набрать нужный шифр маркировки и установить дли ну отрезаемого конца при помоп|и зада ющего устройства. Цель изобретения - повмиение производительности труда путем программной автоматизации переналадки автомата на маркировку различных типораз меров проводов. Поставленная цель достигается тем что автомат для подготовки электричв ких прдводов к монтажу, содержащий устройство для отсчета длины провода, устройство для отрезки провода, включающее корпус и ножи, маркирующее устройство и приемно-протягивакнций барабан, содержит каретку для подачи провода на позицию обработки, снабженную приводом возвратио-постунательного пepe щeиня, дополнительными ,устройствами для отрезки провода, элементами центрирования и механизмами фиксации для определенного типа провода, при этом каждый элемент центрирования и механизм фикса- ции.для определенного типа провода и одно из устройств для отрезки провода расположены-на плите последовательно вдоль оси подачи провода. Кроме того, каждый корпус устройства для отрезки выполнен подпружиненным и установлен с возможностью перемещения вдоль оси подачи провода.. Привод снабжен беззазорным зубчатым зацеплеиием. Каждый элемент центрирования выполнен в виде ВТУЛКИ с диаметром отверстия, соответствующим определенному .диаметру обрабатываемого провода, на одном конце которой имеется срез для маркирующего устройства. На фиг. 1 схематично изображен автомат, общий фиг. 2 - устройство для отрезки провода/ на фиг. 3 - элемент центрирования прО вода; на фиг. 4 - механизм фиксации провода Автомат содержит в левой части 1(;танины в торцевом отсеке шесть тех-/ нологических катушек 1 с различными проводами, сечение и тип которых обусловлены производственной необходимостью. На переход е проводов с ве Утикальной плоскости в горизонтальную установлены отклоняющие ролики 2, затем блок роликов 3 для правки провода в горизонтальной плоскости, многоручьевой компенсатор 4 длин, каждый из ручьев которого выполнен в виде трех роликов с канавками, расположенных в одной плоскости. Средний ролик установлен на подвижной подпружиненной штанге 5, взаимодействующей с датчиком 6 наличия провода в ручье БВК (бесконтактным выкдаочателем конечньол) . Затем концы всех проводов продеты в направляющие элеману 7 каретки 8, устройство, доставляющее заданный программой провод на позицию обр 1ботки. Концы проводов должны Находиться на линии реза ножей..Каретка 8 представляет собой плиту, подвижную в поперечном направлении к осям проводов, кинематически связанную через беззазорное зубчатое зацепление 9 с силовым шаговым двигателем Ю. Каретка 8 снабжена для каждого провода цеитрируюцикш элементами в виде втулок 11 с от.вврстиями 12, соответствующими диаметргш обрабатываемых проводов, устройствами 13 для отрезки провода, каждое из которых выполнено в виде подпружиненного корпуса, ПЕОДВижного едоль провода, в котор л4 встроен подпружиненный нож 14, подвижный перпендикулярно оси провода, и механизмами 15 фиксации, предотвраща.ющимя выск.ал,ьз|:1вание провода, выполненныкш в виде шарнирно установленных подпружиненных эксцентриковых секторов 16, центры тяжести которых смещены относительно оси шарниров 17. Автомат включает отмеривающий ролик 18, расположенный в прорези плиты, прижимной ролик 19, маркирующие устройства 20 и 21, привод 22 устройств 13, барабан 23 для смотки про вода в бухту и сброса бухты, протягявгиоцее устройство 24 с клещевым захватом 25 и пневмоцилиндр 26. Автомат работает следующим образом. С катушек 1 провода заправляются через отклоняющие ролики 2, блок пра вящих роликов 3 компенсатор 4 длин под эксцентриковые секторы 16 в отверстия втулок 11 и отверстия устройств 13. По заданной прогрг лме шаговый двигатель 10 через беззазорное зубчатое зацепление 9 устанавливает каретку 8 на позицию обработки так, чтобы заданный провод находился над отмеривающим роликсм 18. Включается пневмоцилиндр 26 и прижимной рюлик 19 прижимает провод к отмеривающему ролику 18. Одновременно протягивгиощее у ;тройство 24 перемещается к находящемуся н§ рабочей позиции подпружиненному ножевому устройст1ВУ 13, сдвигает его и клещевой захват 25 захватывает конец обрабатываемого Нровода. Протягив;ающее устройство 24 перемецается в исходное положение (при дтом отсчет длины провода уже идет) и подает конец провода на барабан 23 Клещевой захват 25 размыкается, бара б-ану 23 сообщается вращение, в резул тате чего происходит смотка провода в бухту. При отсчете отмеривающим роликом 18 необходимой заданной длины провода барабан 23 автоматически останавливается, одновременно приводятся .в действие маркирующие устройства 20 и 21, а затем привод 22 устройств 13. .. После маркировки и отрезки провода, находящегося на рабочей позиции, происходит домотка его до конца в бухту и сброс бухты. Далее, включением пневмоцилиндра 26 отводится прИ жимной ролик 19. Шаговый двигатель 10 через беззазорное зубчатое зацепление 9 перемещает каретку 8 по згшанной программе в такое положение, чтобы на позиции обработки находился следующий типоразмер провода, и цикл повторяется. При перемещении подвижной каретки 8 провода, зафиксированные эксцентриковыми секторами 16,. постоянно натянуты установленными на подпружиненных штангах 5 роликами компенсатора 4 длин. При отрыве или окончании любого из проводов соответствующая штанга 5 занимает крайнее верхнее положение, включая бесконтактный электрический датчик 6, который подает сигнсШ на отключение автомата. Предлагаемый автомат для подготовки электрических проводов к монтажу является более производительным по сравнению с существующими конструкциями .
12
11
Фнг.З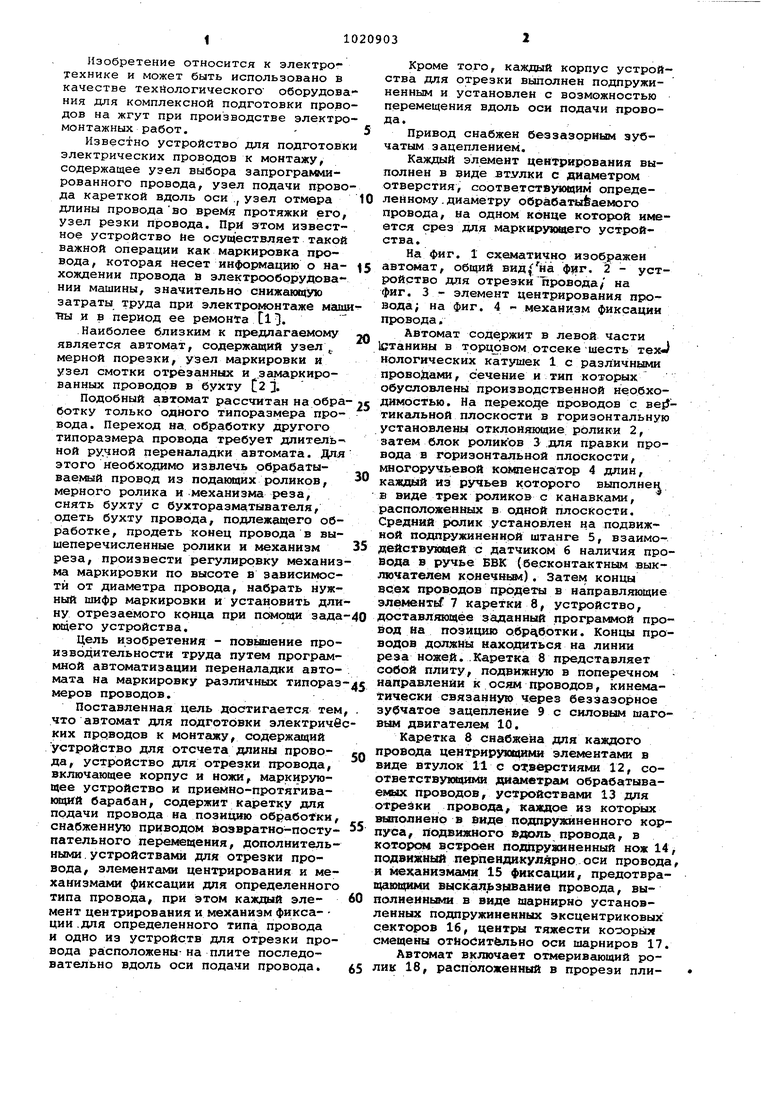
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для мерной резки маркировки и сматывания электромонтажных проводов | 1976 |
|
SU663010A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Устройство для клещевой подачи проволоки или ленты мерной длины | 1978 |
|
SU742010A1 |
| Автомат для предмонтажной заготовки проводов | 1982 |
|
SU1065942A1 |
| АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ, ЗАЧИСТКИ ОТ ИЗОЛЯЦИИ, ЗАКРУЧИВАНИЯ ЖИЛ И ЛУЖЕНИЯ КОНЦОВ МОНТАЖНЫХПРОВОДОВ | 1969 |
|
SU425256A1 |
| Устройство для смотки провода | 1982 |
|
SU1094077A1 |
| СТАНОК ДЛЯ СБОРКИ ГИБКОГО ЭЛЕЛАЕИТА С ЖЕСТКИМИ ДЕТАЛЯМИ | 1972 |
|
SU327961A1 |
| Устройство для подачи и мерной резки длинномерного материала | 1982 |
|
SU1134267A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
1. АВТОМАТ ДЛЯ ПОДГОТОВКИ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ К МОНТАЖУ, содержаЕций устройство для отрезки провйда, включающее корпус и ножи, маркирующее устройство и приемно-про тягивакнций барабан, о т л .и ч а ющ и и с я тем, что, с цель(р повышения производительности,- он содержит .каретку для подачи провода на позицию обработки, снабженную приводом возвратно-Поступательного перемещения, дополнительными устройствами для отрезки провода, элементами центрирования и механизмами фиксации для определенного типа провода, при этом каждый элемент центрирования и механизм фиксации для определенного типа провода и одно кз устройств для отрез ки провода расположены на плите последовательно вдоль оси подачи провода. 2.Автомат по п. 1, отличающийся тем, что каждый корпус устройства для отрезки выполнен подпружиненным и установлен с возможностью перемещения вдоль оси подачи провода.. 3.Автомат по п. 1, о т л и ч аю щ и и с я тем, что привод снабжен „ беззазорным зубчатым зацеплением. | 4.Автомат по:-п. 1, о т л и ч аi ю ц и и с я тем, что каждый элемент центрирования выполнен в виде втулки IP с диаметром отверстия, соответствующим определенному диаметру обрабатываемого проводаj на одном конце ко- S торой имеется срез для маркирующего устройства. О со о со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи и мерной резки проводов | 1972 |
|
SU456334A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бюллетень техникр-экономической информации | |||
| Сборник | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
