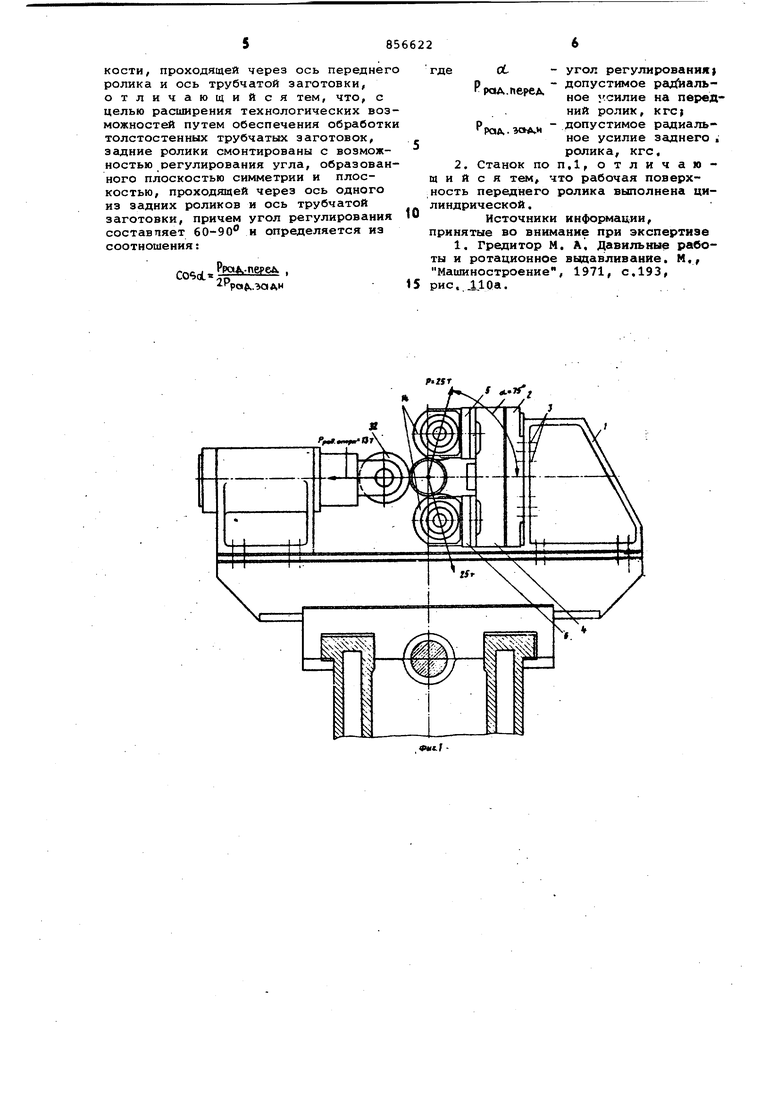
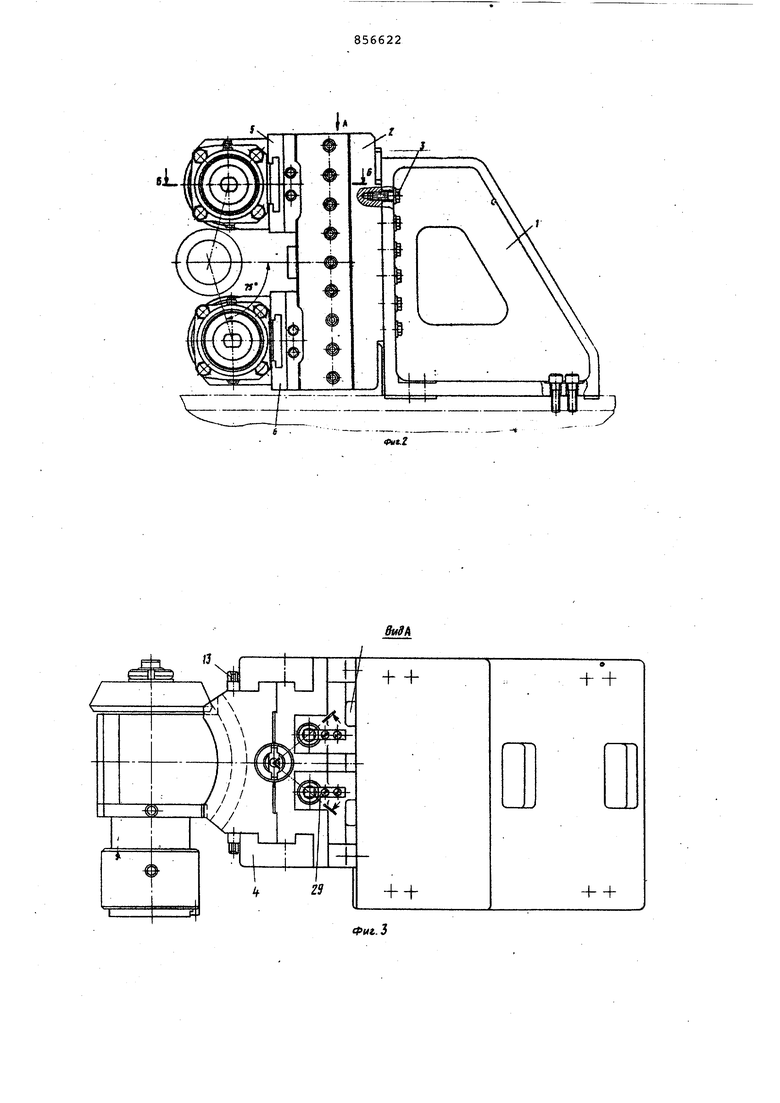
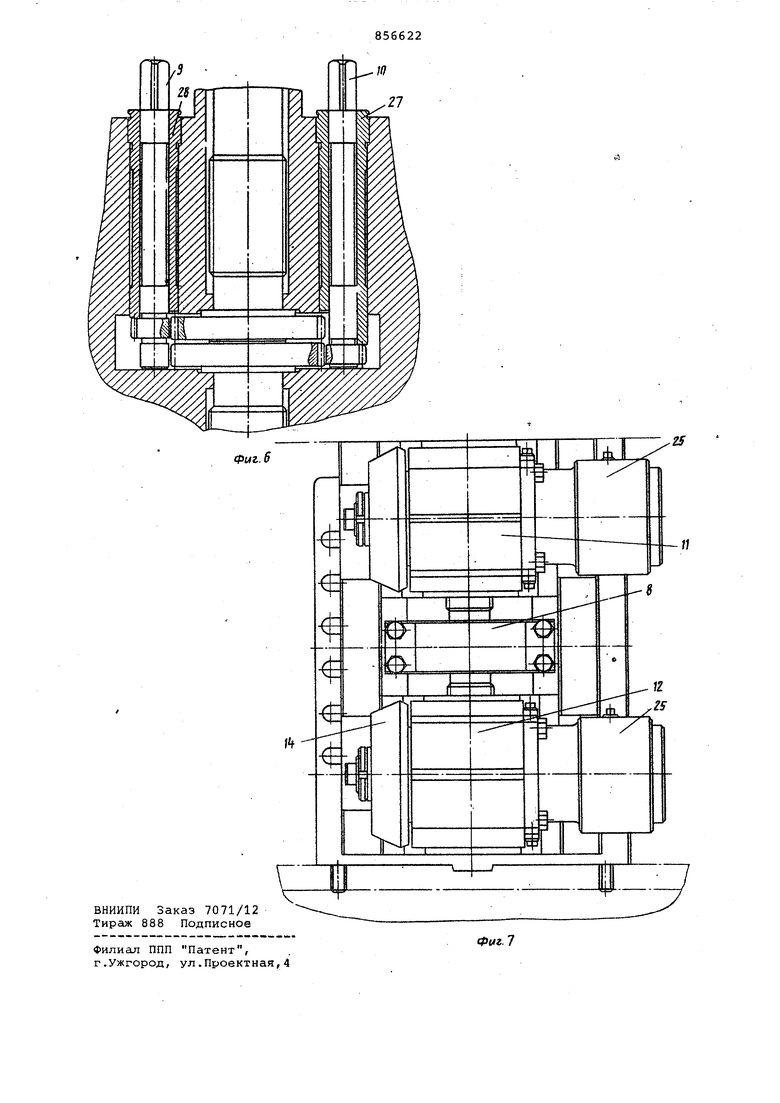
Изобретение относится к обработке металлов давлением, а именно к станкам для давильной обработки. Известен станок для давильной обработки, содержащийсмонтированные на станине суппорт с передним роликом и державку с двумя згщними роликами, установленными симметрично относительно плоскости, проходящей через ось переднего ролика и ось трубчатой заготовки l Недостатком известного станка является отсутствие возможности обра ботки толстостенных заготовок. Цель изобретения - расширение тех нологических возможностей путем обес печения обработки толстостенных чатых заготовок. Указанная цель достигается тем, что в станке для давильной обработки содержаццем смонтированные на станине суппорт с передним роликом и державк с двумя задними роликами, установлен симметрично относительно плоскости, проходящей через ось переднего ролика и ось трубчатой заготовки, задние ролики смонтированы с возможностью регулирования угла, образованного плоскостью симметрии и плоскостью, проходящей через ось одного из задних РО.ПИКОВ и ось трубчатой заготовки, причем угол регулирования составляет 60-90 ч определяется из соотношения ,. Ррад.перед. coed-- т;г, рад.годн сС-угол регулирования, где р- допустимое радиальра.. перед jjog усилие на передний ролик, кГС, Ррал.1,аАи допустимое радиа.пьное усилие заднего ролика, кгс. Кроме того, рабочая поверхность переднего ролика выполнена цилиндрической . Формула, по которой определяется угол регулирования, выводится из условия равновесия системы дефО1 1иру-. емая труба-давильные ролики-опорный ролик иравенства нулю суммы-всех внешних сил, действующих со стороны деформируемой трубы на ролики и спроектированных на горизонтальную ось V.nepeA - V..« -° Чтобы вычислить угол 0 , нужно Знать из паспорта станка допустимое Ррад.опорн и вычислить,пользуясь методами теории пластичности, .-} В данном случае Р рад. перед 25 т ро1д.г1аАИ - 13 0,26, Т.е. d 7 2-25 Условие равенства системы сил обеспечивается устройством станка St 500 Н. На плавающей каретке закреплены передний и задний ролики которые jvioryT свободно перемещаться в направлениях каретки до полного уравновешивания горизонтальных сил. Передний ролик выполнен опорным/ т.е. достаточно широким, так что пластическая деформация не может образоваться в месте контакта с прокатываемой трубой. Если предлагаемое роликовое устройство применить на станке ротационного выдавливания,,на котором отсутствует плавающая каретка, то. уровновешивание горизонтальных сил можно произвести регулированием положения первого и заднего поперечных суппортов по давлению манометров , На фиг. 1 изображена схема станк для ротационного выдавливания; на фиг. 2 - задние ролики станка для ротационного вьвдавливания, увеличенный вид; на фиг. 3 - вид А на фиг. 2; на фиг, 4 - сечение Б-Б на фиг. 2; на фиг. 5 - место крепления ползунов давильных роликов, разрез; на фиг. 6 - то же, регулировки поло жения давильных роликов; на фиг. 7 задние ролики, вид сверху. Устройство состоит из кронштейна 1, выполненного в виде стальной от ливки, к кронштейну прикреплена на правляющая 2 посредством болтов 3. В пазах, образованных двумя П-образ ными планками 4, размещены верхний и нижний б ползуны, которые удерживаются в своем положении винтами 7. Винты 7 выполнены заодно с зубчатыми колесами и закреплены в углублении направляющей 2, а также посредством крьаики 8. С зубчатыми колесами вин тов соединяются шестерни регулирующих валиков 9 и 10, вставленные в отверстия -направляющей 2. В каждом из ползунов вставлены в Т-образных пазах .держатели 11 и 12. Т-образные выступы держателей и пазы в ползуна выполнены цилиндрическими (фиг. 4), ЕсЯи регулировать положение держателей винтами 13, можно поворачивать в горизонтальной плоскости держатели с деформирукадими роликами 14 на угол подачи, Деформирующие ро лики 14 закреплены на конусе шпинде ля 15 посредством гаек 16. Шпиндель 15 направляется на двух роликовых подшипниках. 17, -а от осевых смещений удерживается упорным сферическим шарикоподшипником 18. Сферический упорный роликоподшипник удерживается регулирующей гайкой 19, застопоренной планкой 20. Удерживание шпинделя с деформируюо м роликом в обратном направле-нии (не рабочем) осуществляется упорным шарикоподшипником 21 с пружиной 22. Такое устройство позволяет регулировать в пределах до 3 мм осевое положение деформирующих роликов посредством вращения гайки 19. Регулирующая гайка 19 с упорным сферическим роликоподшипником 18, промежуточной втулкой, упорным шарикоподшипником 21, пружиной 22, втулками 23 и 24 размещена в стакане 25, который прикреплен к держателю болтами . Внутренние кольца роликоподшипников 17 закреплены на шпинделе гайкой 26,застопоренной пружиннЕлм кольцом. Винты 7, вставленные в отверстия направляющей 2, удерживаются втулками 27 и 28. Втулки застопорены планками 29, привернутыми винтами. На концах винтов 7 навернуты ограничительные гайки 30, застопоренные планками 31, , привернутыми винтами, в гайках размещены фетровые уплотнения, предохраняющие от загрязнения винты 7. Настройка деформирующих роликов 14 на требуемый диаметр прокатываемого изделия (и обеспечение требуемого угла п)И этом) осуществляется перемещением поперечного суппорта деформирующих 14 или опорного 32 роликов, а также-раздвижением или сведением задних роликов посредством вргццения регулирующих валиков 9 и 10. Все роликовое устройство закреплено на плавающей поперечной каретке станка (Ляйфельд St-500 Н) или на ползуне поперечного суппорта. При зтом конфигурация кронштейна 1 может быть изменена. Настроив деформирующий ролик 14 на требуемый диаметр и установив задние ролики таким образом, что угол между плоскостью симметрии и плоскостью, проходящей через ось одного из задних роликов и ось трубчатой заготовки, составляет необходимую величину, производят обработку толстостенной трубчатой заготовки. Предлагаемое устройство не требует больших затрат в изготовлении и дает возможность использовать его на существующих станках ротационного выдавливания. Формула изобретени.ч 1. Станок для давильной обработки, содержащий смонтированные на станине суппорт с передним роликом и державку с двумя задними роликами, установленными симметрично относительно плоскости, проходящей через ось переднег ролика и ось трубчатой заготовки, отличающийся тем, что, с целью расширения технологических воз можностей путем обеспечения обработк толстостенных трубчатых заготовок, задние ролики смонтированы с возможностью регулирования угла, образован ного плоскостью симметрии и плоскостью, проходящей через ось одного из задних роликов и ось трубчатой заготовки, причем угол регулирования составпяет 60-90 н определяется из соотношения: С09о1 - poifr..aAM где ct - угол регулирования) - допустимое рад альрал.перед ное усилие на передний ролик, кгс Рра.. «, Допустимое радиальное усилие заднего , ролика, кгс, 2. Станок поп,1, отличающийся тем, что рабочая поверхность переднего ролика вьтолнена цилиндрической . Источники информации, принятые во внимание при экспертизе 1. Гредитор М. А Давильные работы и ротационное выдавливание. М., Машиностроение, 1971, с,193, рис, JL1 Оа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2416476C1 |
| Способ изготовления ротационным выдавливанием полых изделий с коническими наружными и внутренними поверхностями | 1981 |
|
SU1072953A1 |
| СПОСОБ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416477C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| Устройство для ротационной вытяжки | 1987 |
|
SU1518054A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2556194C1 |
| Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек | 2019 |
|
RU2727370C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |

f ., + -f + -f
