Изобретение относится к обработке металлов давлением, в частности к конструкциям устройств для многосторонней ковки поковок на гидравлических прессах, и направлено на дальнейшее совершенствование известных устройств аналогичного.назначения, применяемых в этой области.
Известно устройство для ковки, содержашее бойки со смонтированными в них вставками, образуюш,ими вырезной профиль, в котором одна из накрест лежащих вставок бойков размещена с возможностью продольного перемещения в плоскости бойка. Такое конструктивное исполнение устройства позволяет увеличить диапазон диаметров обрабатываемых заготовок 1.
Однако данное устройство не обеспечив-ает возможности изготовления крупных цилиндрических поковок с уступами, где необходима операция присечки металла при переходе с большого диаметра на меньший, что также ограничивает его технологические возможности.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для ковки, содержащее верхнее и нижнее основания, установленный на нижнем основании сменный боек, а также смонтированные на одном из оснований посредством шарнирно связанных с ним рычагов дополнительные бойки, размешенные по обе стороны относительно сменного бойка. Такое конструктивное исполнение устройства позволяет повысить качество поковок за счет улучшения проработки металла при больщих обжатиях заготовок и обеспечивает экономию металла за счет снижения угара 2..
Недостатками известного устройства являются низкая надежность в работе (наличие полуцилиндрических пазов в нижней плите снижает ее прочность), а также то, что при вращении поковки вокруг горизонтальной оси происходит «накатывание на один боек, что может привести к поломке рычажных соединений, и ограниченные технологические возможности.
Целью изобретения является повышение надежности работы и расширение технологических возможностей.
Указанная цель достигается тем, что устройство для ковки, содержащее верхнее и нижнее основания, установленный на нижнем основании сменный боек, а также смонтированные на одном из оснований посредством шарнирно связанных с ним рычагов дополнительные бойки, размещенные по обе стороны относительно сменного бойка, снабжено подпятниками по числу рычагов, жестко смонтированными на основании, несущем рычаги, и установленными с возможностью взаимодействия с последними, при этом дополнительные бойки связаны
с рычагами посредством замковых соединений.
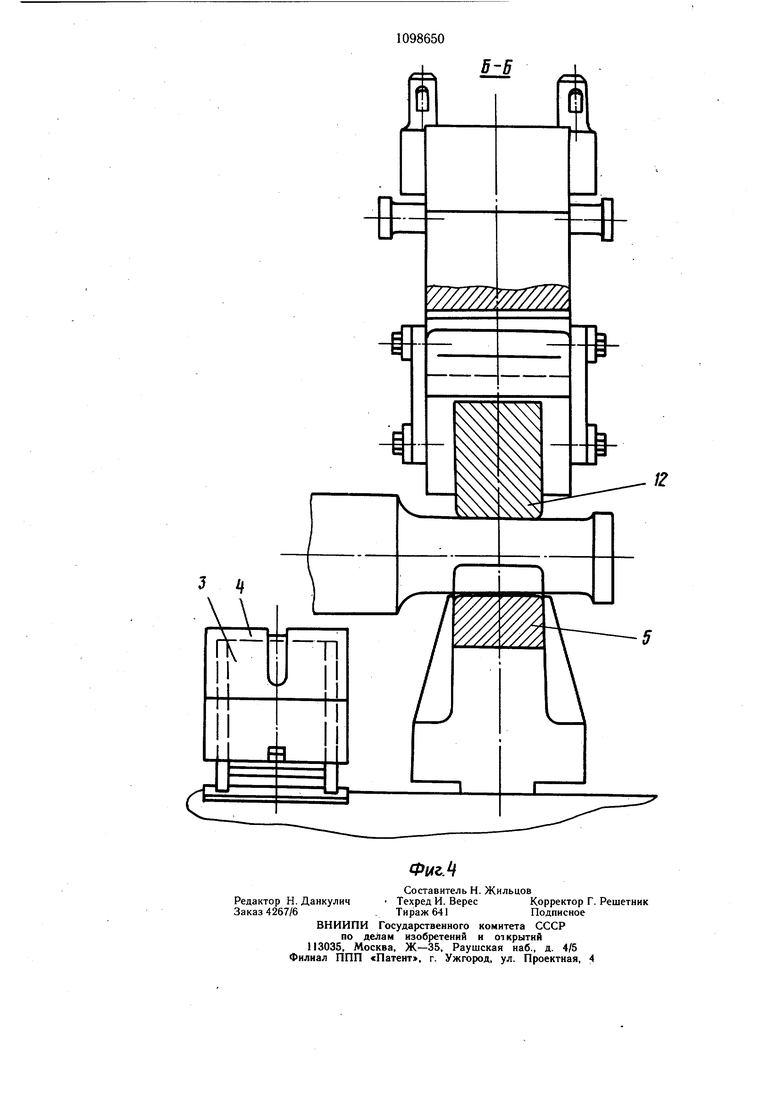
На фиг. 1 показано устройство, общий вид (по оси симметрии показано верхнее и нижнее положение верхнего корпуса); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство после замены верхних бойков плоским или вырезным бойком; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство для ковки содержит верхнее и нижнее основания, выполненные в виде корпусов 1 и 2, закрепленных соответственно на верхней подвижной траверсе и передвижном столе пресса. На передвижном столе пресса с некоторым смещением от нижнего корпуса 2 смонтирована также кассе-. та 3 с набором рабочего ковочного инструмента 4.
На .нижнем корпусе 2 устройства установлен сменный боек 5. На верхнем корпусе 1 смонтированы два опорных вкладыша 6, на которых с возможностью поворота закреплены два качающихся рычага 7, соединенные с корпусом 1 четырьмя серьгами 8. На качающихся рычагах 7 с помощью полуавтоматических замков 9 установлены дополнительные бойки 10.
Устройство работает следующим образом.
Слиток 11 с помощью манипулятора укладывается на боек 5 нижнего корпуса 2. При холостом ходе верхней траверсы пресса слиток 11 самоцентрируется между фасонными бойками 10 в верхнем корпусе 1 на нижнем бойке 5, при этом рычаги 7 с бойками 10 вступают в рабочую фазу обжатия слитка 11. Вертикальное усилие пресса за счет поворота рычагов 7 с бойками 10 преобразуется в радиальные усилия, чем обеспечивается многосторонняя деформация металла обрабатываемого слитка 11.
После обжатия верхний корпус 1 поднимается траверсой пресса, а слиток 11 перемещается на бойке 5 для последующей ковочной операции. Размер поковки по диаметру обеспечивается фасонными (вырезными) бойками 5 и 10, поэтому дополнительного контроля размера поковки не требуется.
Для ковки слитка на другой диаметр или для выполнения других технологических операций производят замену рабочего инструмента в верхнем корпусе 1. Для этого слиток 11 удаляют из под пресса и ходом стола совмещают рычаги 7 со свободной частью кассеты 3, на которую опускают верхний корпус 1. В этом положении сердечники замков 9 выводят из зацепления и отработавший комплект инструмента оставляют на кассете 3. Верхний корпус 1 движением стола пресса совмещают с другим комплектом сменного инструмента 4 в кассете 3, при этом, при движении траверсы
вниз рабочий инструмент фиксируют замками 9 на рычагах 7. Таким образом, вместо сменных фасонных бойков 10 в верхнем корпусе 1 может быть установлен плоский или вырезной боек 12 из набора сменного инструмента 4 в кассете 3 (фиг. 3 и 4). Замена нижнего бойка 5 в нижнем корпусе
2 может быть осуществлена с помощью поперечного стола и мостового крана.
Предлагаемое изобретение по сравнению с известным обладает повыщенной надежностью работы и расщиренными технологическими возможностями, и позволяет увеличить производительность ковки.
Фиг.
Фиг.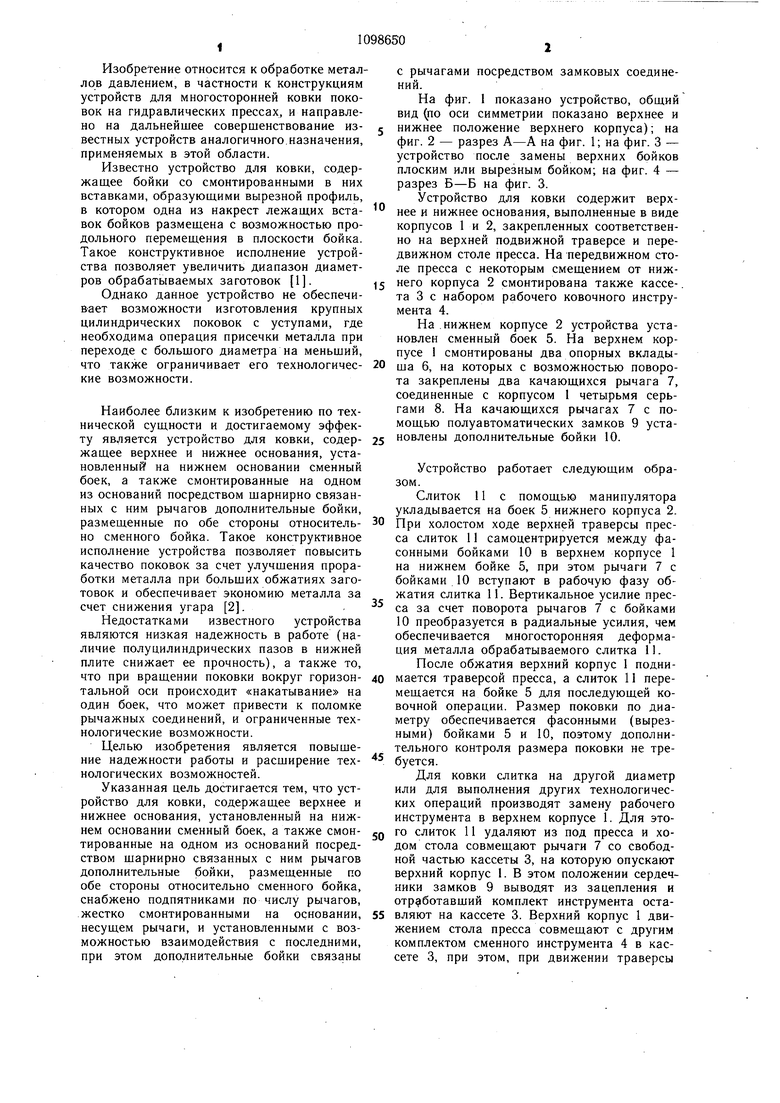

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Устройство для ковки | 1991 |
|
SU1816243A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| КАЧАЮЩИЙСЯ БОЕКJ.J, (": г С О ;О 3 Н •-< Я. l-^li^'-n --/сН'^-Г- ?;.-й! l:Ali.h = S'5^'--^^«'-' -•• '^-"-l | 1971 |
|
SU314592A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ изготовления поковок | 1981 |
|
SU978997A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| КОВОЧНЫЙ КОМПЛЕКС | 2003 |
|
RU2243056C1 |

УСТРОЙСТВО ДЛЯ КОВКИ, содержащее верхнее и нижнее основания, установленный на нижнем основании сменный боек, а также смонтированные на одном из оснований посредством шарнирно связанных с ним рычагов дополнительные бойки, размещенные по обе стороны относительно сменного бойка, отличающееся тем, что, с целью повыщения надежности и расщирения в работе технологических возможностей, оно снабжено подпятниками по числу рычагов, жестко смонтированными на основании, несущем рычаги, и установленными с возможностью взаимодействия с последними, при этом дополнительныебойки связаны с рычагами посредством замковых соединений.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ЗАСЕЧКИ МЕТАЛЛА И ВЫПОЛНЕНИЯ ПРОЖИМОВ НА КРУПНЫХ ПОКОВКАХ | 0 |
|
SU262599A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ® СО 00 О5 01 (54) | |||
