Изобретение касается ковки и может быть использовано для изготовления поковок эксцентриковых валов, преимущественно крупногабаритных валов.
Известен способ ковки эксцентриковых валов, в соответствии с которым при изготовлении колен вала получают одновременно заклинивание, гибку и осадку, используя вертикальный ход пресса для получения как горизонтальных, так и вертикальных 1. Способ предусматривает применение станкового инструмента, обеспечивает уменьшенный расход металла и высокую производительность.
Известен также способ ковки эксцентриковых валов, при котором производят протяжку круглой заготовки в комбинированных бойках с нанесением засечек перед формированием коренной части вала. При этом засечки выполняют по окружности заготовки, ограниченной рабочей поверхностью вырезных бойков 2. Этот способ принят за прототип, так как он представляет процесс свободной ковки вала с эксцентриком (коленом).
Этот способ обладает недостатком, заключающимся в смещении шеек вала по отношению к коренной части, что приводит к снижению качества ковки и браку и вызывает повышенный расход металла.
Поставленная цель достигается тем, что в способе ковки, при котором производят протяжку заготовки в бойках с нанесением засечек перед формированием коренной части вала, заготовку протягивают в плоских бойках до восьмигранной формы, а засечки выполняют по схеме: одна горизонтальная и две вертикальных по отношению к поперечному сечению заготовки.
Существенность новой совокупности признаков заключается в следующем. При получении засечек с использованием плоских бойков, восьмигранной заготовки и предлагаемой схемы засечек, длина периметра засекаемой части металла намного больше по сравнению с длиной периметра аналогичной части в комбинированных бойках, определяемой углом в 180°. При этом восьмигранная формз заготовки способствует созданию более жесткой схемы деформирования, наличие плоских бойков и
Ё
V| VI
СА СП -N
N
схемы засечек обеспечивают интенсивное течение металла, что устраняет нежелательное смещение шеек вала относительно коренной части.
В отношении критерия существенные отличия необходимо отметить следующее. Известно применение многогранных заготовок с целью ужесточения схемы деформирования. В предлагаемом изобретении используется это свойство многогранных заготовок и, кроме того, новое - возможность выполнить засечки по прямым линиям, что обеспечивает максимальный периметр засекаемой части металла; выполнение схемы засечек - одна горизонтальная и две вертикальных - является оптимальным в соответствии с формой заготовки, такая схема заявителю не известна, Согласно проведенному анализу можно сделать вывод, что предлагаемое решение соответствует критерию существенные отличия.
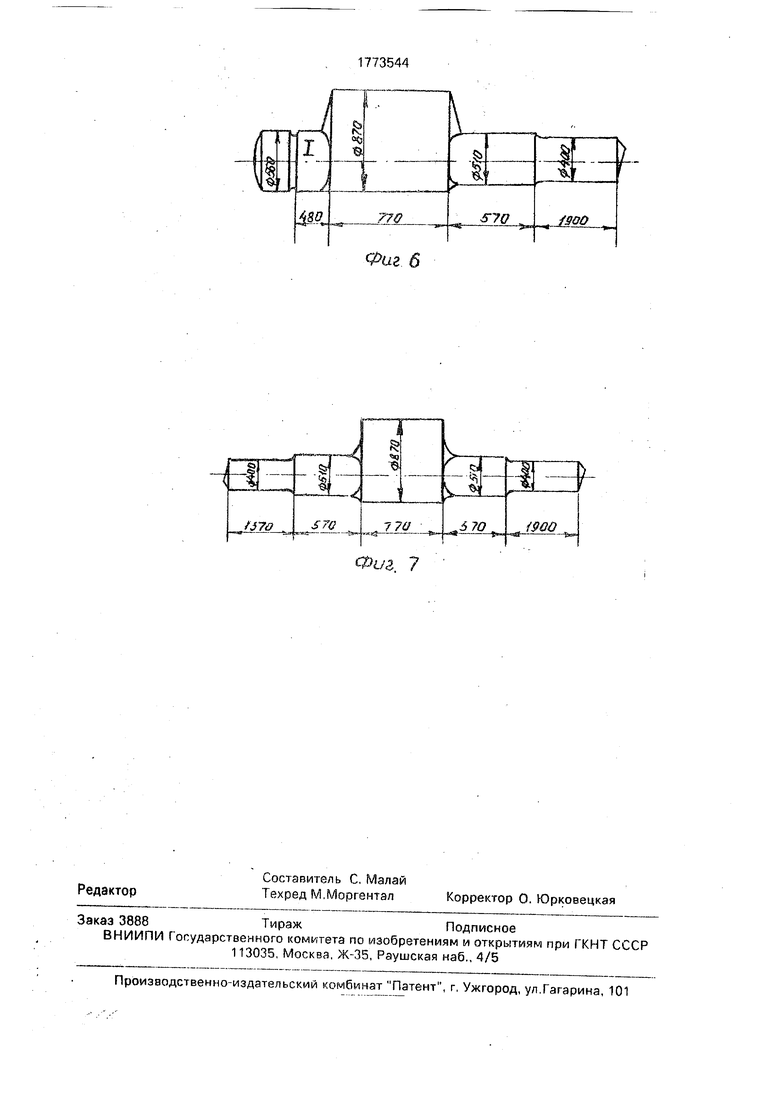
На фиг. 1 изображена осадка заготовки; на фиг. 2 - протяжка заготовки; на фиг. 3 - протяжка заготовки восьмигранной формы; на фиг. 4 - выполнение засечек по периметру заготовки; на фиг. 5 - выполнение корен- ной части (колена); на фиг. 6 - деформирование шейки; на фиг. 7 - протяжка шейки, получение окончательной формы поковки.
Пример. Берут в качестве заготовки слиток массой 15600 кг, материал - сталь 40ХН2М и выполняют ковку на прессе усилим 30 МН. Ковку выполняют в следующей последовательности:
1.Нагревают слиток до 1200°С.
2.Обжимают прибыль под плиту.
3.Производят осадку в осадочной плите до размера 1400 мм (фиг. 1).
4.Протягивают заготовку на диаметр 1150 мм, длина 1600 мм (фиг. 2).
5.Нагревают заготовку повторно до ковочной температуры.
6.Протягивают заготовку на восьмигранник с размером 970 мм, длина 2250 мм (фиг, 3).
7.Производят засечки по граням заготовки по схеме: одна горизонтальная и две вертикальные по отношению к поперечному сечению заготовки. Глубина горизонтальной засечки 180 мм, глубина одной вертикальной 90 мм (фиг. 4). Затем производят формирование коренной части вала.
8.Часть I обжимают на восьмигранник с передачей на размер 560 мм, длина
2000 мм.
9.Разворачивают заготовку, часть II обжимают на восьмигранник с размером 560 мм, длина 1350 мм,
10.Продавливают колено А на размер 870 мм, длина 870 мм (фиг. 5).
11.Меняют плоские бойки на комбинированные.
12.Размечают часть II согласно эскизу (фиг. 5).
13. Протягивают подсе енный материал на диаметр 400 мм, длина 2100 мм.
14,Выполняют рубку заготовки вмеру.
15.Продавливают часть II на круг диаметром 510 мм, длина 570 мм (фиг. 6).
16. Разворачивают заготовку, подсекают часть t согласно эскизу (фиг. 6).
17.Протягивают подсеченный металл на диаметр 460 мм, длина 1700 мм (фиг. 7).
18.Проглаживают шейку с восьми- гранника на круг диаметром 510 мм, длина
570 мм.
19.Производят рубку донной части, правку вала и маркировку.
Предлагаемый способ обеспечивает по- вышение качества поковки за счет устранения смещения шеек по отношению к коренной части вала.
Формула изобретения
1. Способ ковки эксцентриковых валов, включающий протяжку заготовки в бойках, нанесение засечек, формирование коренной части вала, отличающийся тем, что, с целью повышения качества поковок за
счет предотвращения смещения шеек вала по отношению к коренной части, протяжку осуществляют в плоских бойках до получения заготовки восьмигранной формы, а засечки выполняют по схеме - одна
горизонтальная и две вертикальные по отношению к поперечному сечению заготовки.
2, Способ по п. 1,отличающийся тем, что суммарная глубина вертикальных
засечек равна глубине горизонтальной засечки.
&МОО.
. (Xj
s
g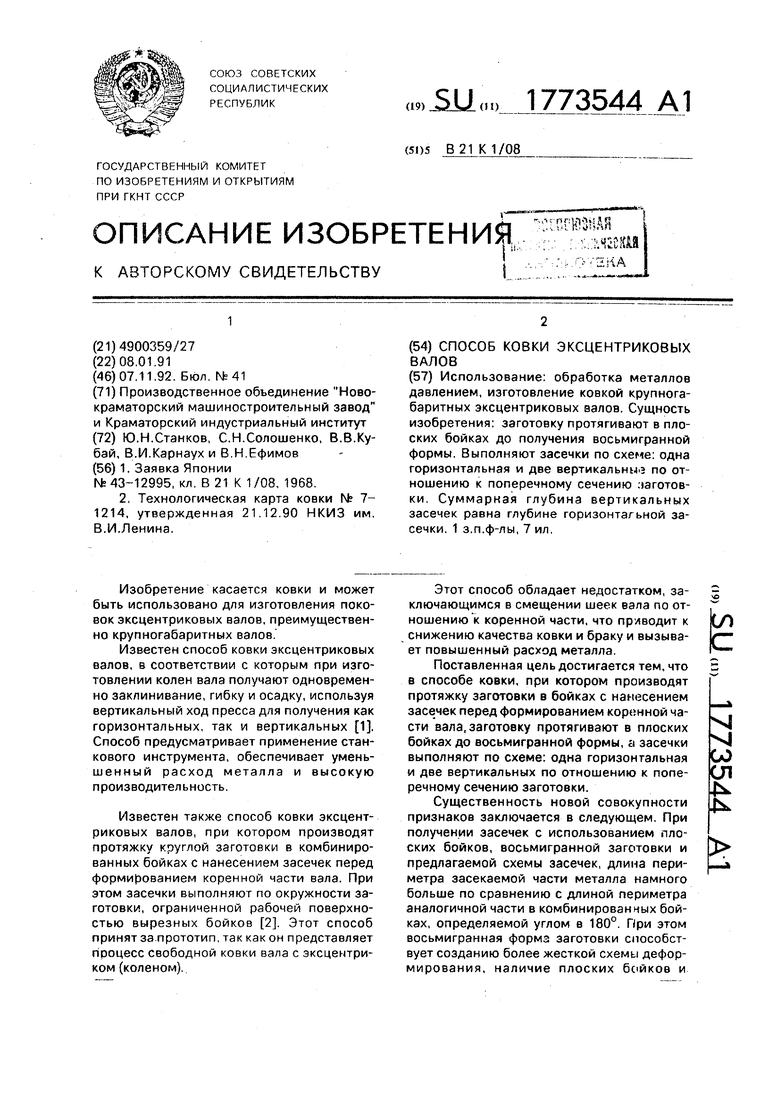

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок со стержнем и плоскими головками | 1985 |
|
SU1328045A1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ ковки заготовок коленчатых валов | 1990 |
|
SU1729675A1 |
| Способ ковки поковок типа пластин | 1984 |
|
SU1266631A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |

Использование: обработка металлов давлением, изготовление ковкой крупногабаритных эксцентриковых валов. Сущность изобретения: заготовку протягивают в плоских бойках до получения восьмигранной формы. Выполняют засечки по схеме: одна горизонтальная и две вертикальные по отношению к поперечному сечению заготовки. Суммарная глубина вертикальных засечек равна глубине горизонтальной засечки. 1 з.п.ф-лы, 7 ил.
$uz.i
ДО7р0Ј
ш
J&W.
Фиг. 2.
Фиг, З
ir
Фиг 4
фиг 5
Составитель С, Малай Техред М.Моргентал
Корректор О. Юрковецкая
Редактор
Заказ 3888ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Корректор О. Юрковецкая
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| В.И.Ленина. | |||
