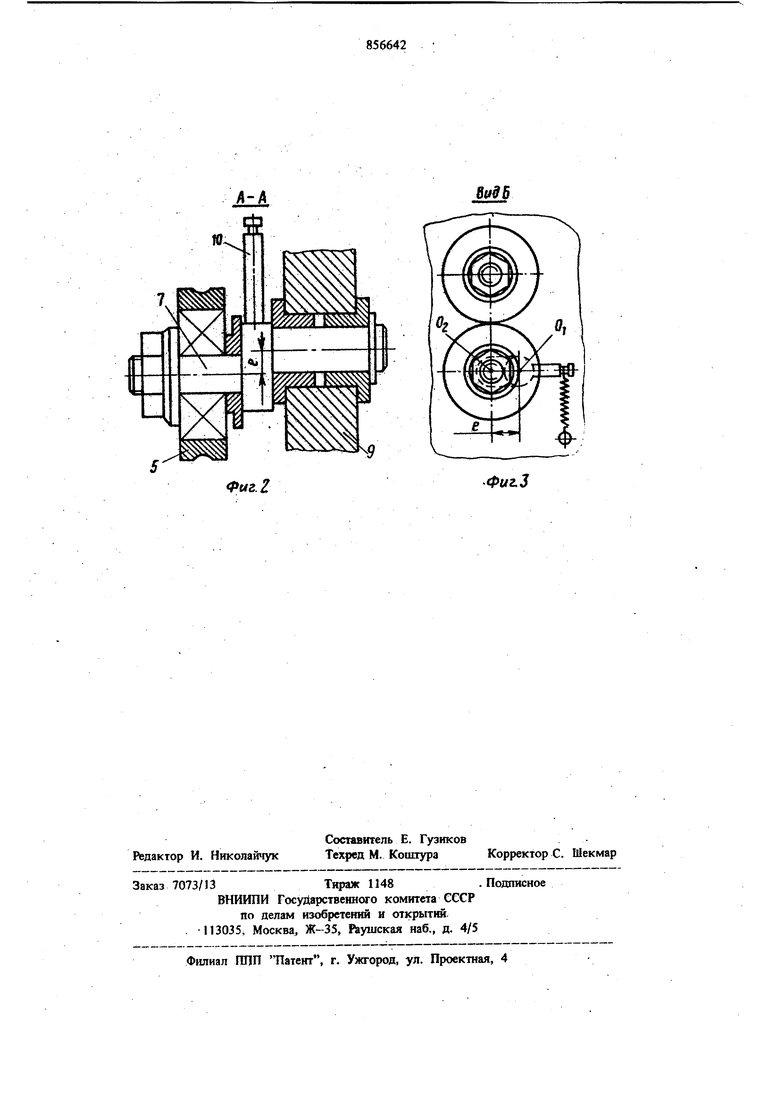
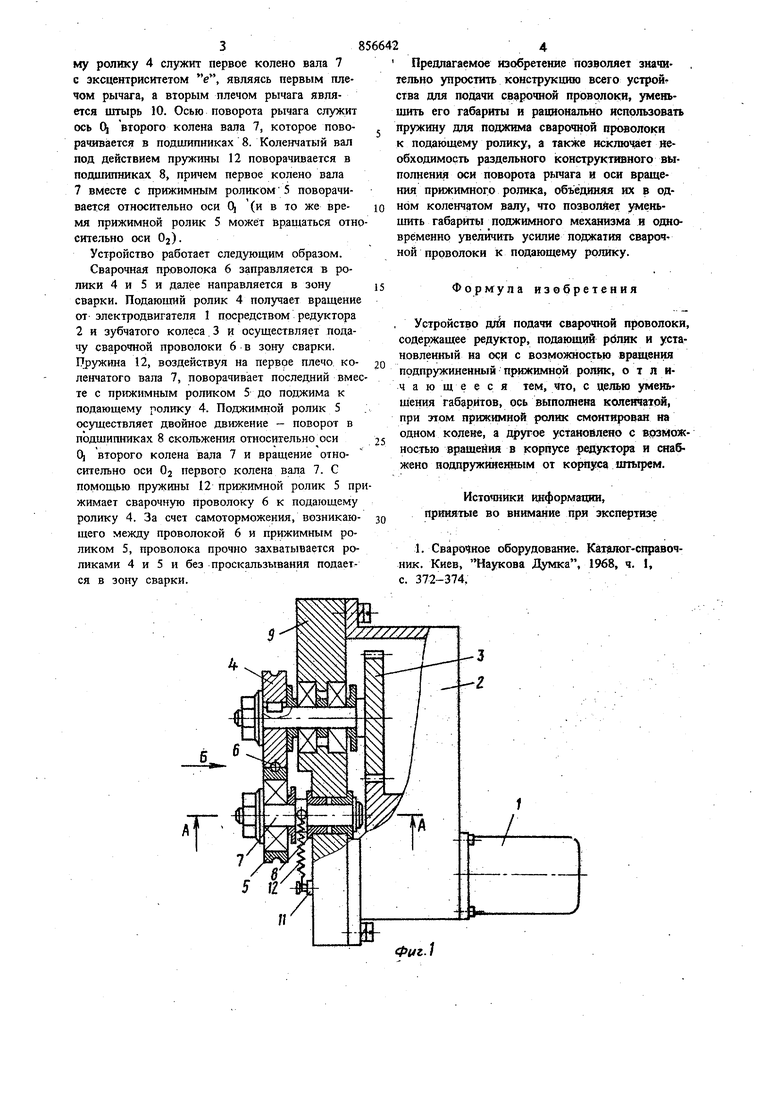
Изобретение относится к машиностроеншо, S частности к производству устройств для подачи электродной проволоки. Известно устройство для подачи сварочной проволоки, содержащее редуктор, подающий ролик и установленный на оси с возможность вращения подпружиненный прижимной ролик {1, Однако это устройство предусматривает для повышения надежности регулирования усилия прижатия сварочной проволоки к подающему ролику использование пружины с регулируемым -усилием и увеличение плеча от оси поворота рьпгага, иа конце которого установлен ролик, до точки 1фшто71сеиия силы пружины, что приводит к увеличению габаритов устройства. Цель изобретения - уменьшение габаритов Поставлеиная цель достигается тем, что ось выполиеиа коленчатой, при этом прижимной ролик смонтирован на одном колене, а друго установлено с возможностью вращения в корпусе редуктора и снабжено подпруж1шенным от корпуса штырем. На фиг. I показано предлагаемое устройство, общий вид; на фиг. 2 - рзорез А-.А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Устройство для подачи сварочной проволоки содержит электродвигатель 1 с редуктором 2, находящимся в зацеплении с зубчатым колесом 3, неподвижно связанным с подающим роликом 4. В устройстве имеется прижимной ро.л«к 5, который прижимает сварочную проволоку 6 к подающему ролику 4.. Прижимной ролнк 5 смонтирован на коленчатом валу 7 на его первом колене. Другое колено вала 7 установлено в подшипниках 8 скольжения в. корпусе 9 редуктора 2. Таким о бразом, первое колено вала 7 с поджимным роликом 5 расположено с эксцентриситетом е относительно другого плеча колена чала 7, смонтированного в подщишппсах 8 скольжения. Во второе плечо коленчатого вала 7 закреплен штырь 10, а в корпусе 9 редуктора 2 установлен винт 11. Между штырем 10 и винтом II, установленным в корпусе 9 редуктора 2, натянута пружина 12. Рычагом поворота для поджима ролика 5 к подающему ролику 4 служит первое колено вала 7 с эксцентриситетом е, являясь первым плечом рычага, а вторым плечом рычага является штырь 10. Осью поворота рычага служит ось 0| второго колена вала 7, которое поворачивается в подшипниках 8. Коленчатый вал под действием пружины 12 поворачивается в подшипниках 8, причем первое колено вала 7 вместе с прижимным роликом 5 поворачивается относительно оси 0| (и в то же время прижимной ролик 5 может вращаться относительно оси 02).
Устройство работает следующим образом.
Сварочная проволока 6 заправляется в ролики 4 и 5 и далее направляется в зону сварки. Подающий ролик 4 получает вращение от электродвигателя I посредством редуктора 2 и зубчатого колеса 3 и осуществляет подачу сварочной проволоки 6 в зону сварки. Пружина 12, воздействуя на первре плечо коленчатого вала 7, поворачивает последний вместе с прижимным роликом 5 до поджима к подающему ролику 4. Поджимной ролик 5 осуществляет двойное движение - поворот в подшипниках 8 скольжения относительно оси 0 второго колена вала 7 и вращение относительно оси 02 первого колена вала 7. С помощью пружины 12 прижимной ролик 5 пржимает сварочную проволоку 6 к подающему ролику 4. За счет самоторможения, возникающего между проволокой 6 и прнжимным роликом 5, проволока прочно захватывается роликами 4 и 5 и без проскальзывания подается в зону сварки.
Предлагаемое изобретение позволяет значительно упростить конструкшоо всего устрой ства для подачи сварочной проврлоки, уменьшить его габариты и рационально использовать пружину поджима сварочной прсжолоки к подающему ролику, а также исключает необходимость раздельного конструктивного выполнения оси поворота рычага и оси вращения прижимного ролика, объединяя юс в одном коленчатом валу, что позволяет уменьщить габариты поджимного механизма и одновременно увеличить усилие поджатия сварочной проволоки к подающему ролику.
Формула изобретения
Устройство шА подачи сварочной проволоки, содержащее редуктор, подающий ролик и установленный на оси с возможностью вращения подпружиненный прижимной ролик, отличающееся тем, что, с целью уменьшения габаритов, ось выполнена коленчатой, при этом прижимной ролик смонтирован на одном колене, а другое устанойленр с возможностью вращения в корпусе редуктора и снабжено подпружинедаым от корпуса штырем.
Источники иэформацин, принятые во внимание при экспертизе
1. Сварочное оборудование. Каталог-справочник. Киев, Наукова Думка, 1%8, ч. 1, с. 372-374,
.Z
Фиг.3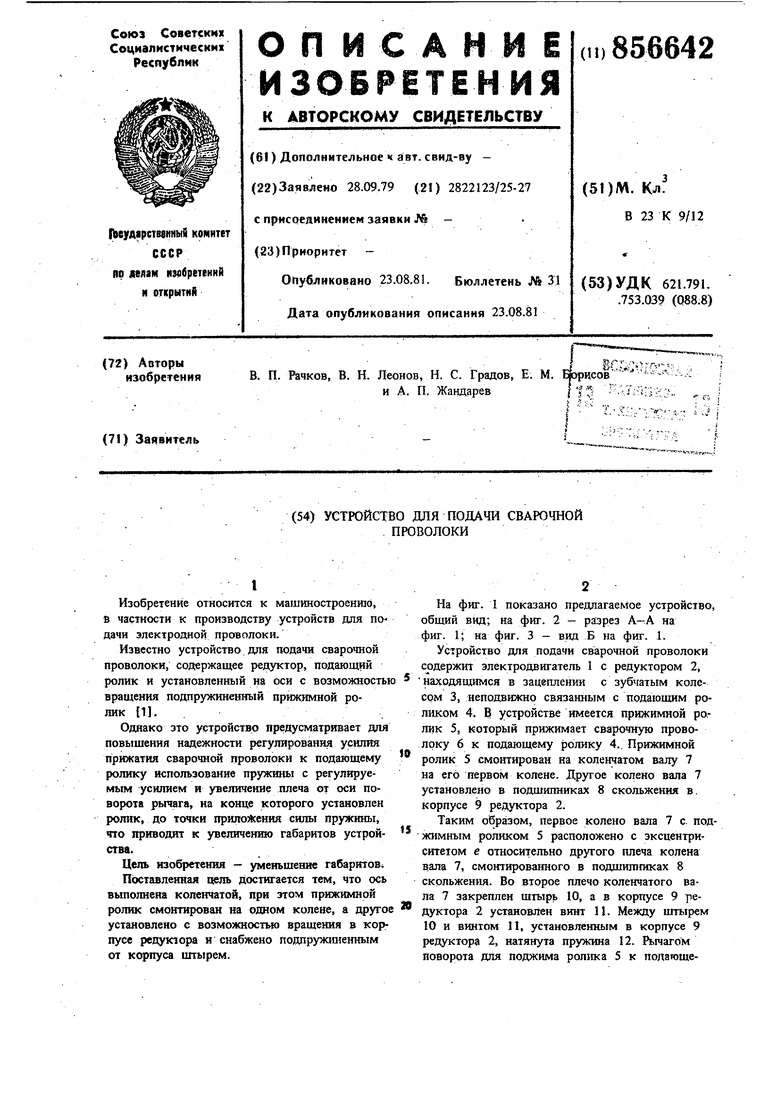
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи | 1990 |
|
SU1771903A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1094693A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для дуговой обработки | 1988 |
|
SU1523291A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1994 |
|
RU2084317C1 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| Устройство для измерения скорости перемещения электродной проволоки | 1980 |
|
SU884904A1 |
| Устройство Лебедева для подачи электродной проволоки | 1990 |
|
SU1722732A1 |