27
L ; /
ел to
со tsD
СО
Изобретение относится к области сварки, в частности к устройствам для сварки замкнутых криволинейных швов с переменным радиусом кривизны, и может найти применение в энергетической или химической промышленности.
Целью изобретения является повышение качества сварки путем совершенствования механизма сцепления каретки с направляющей.
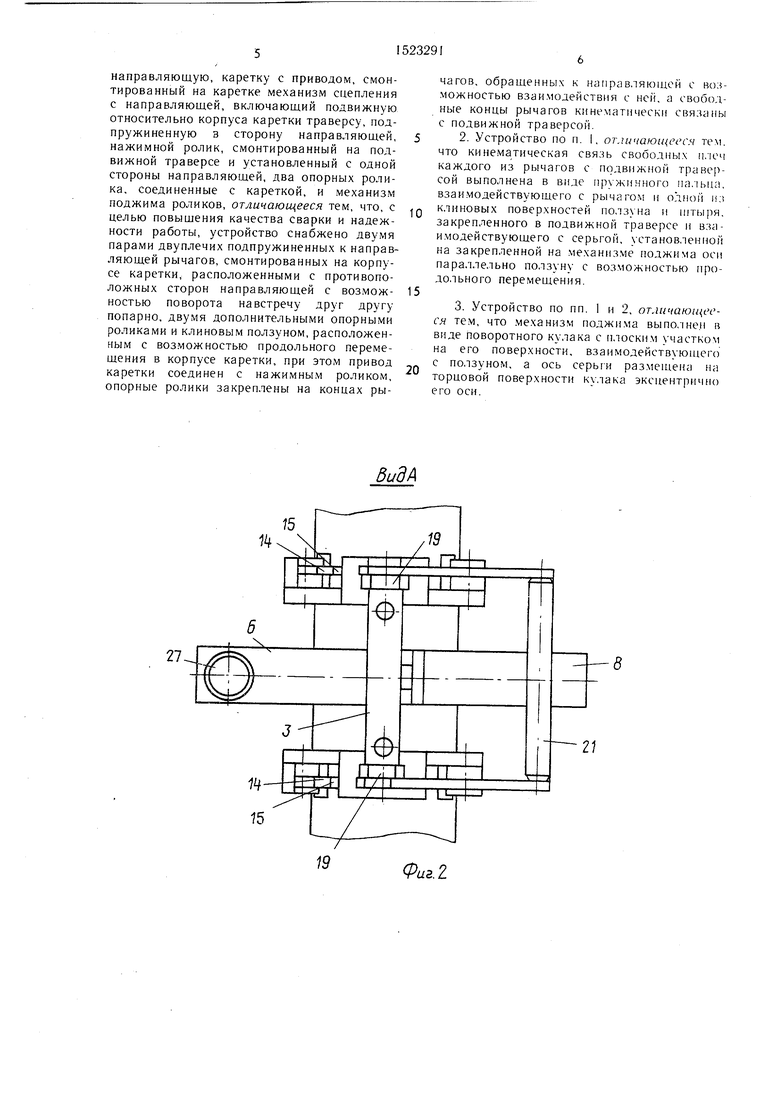
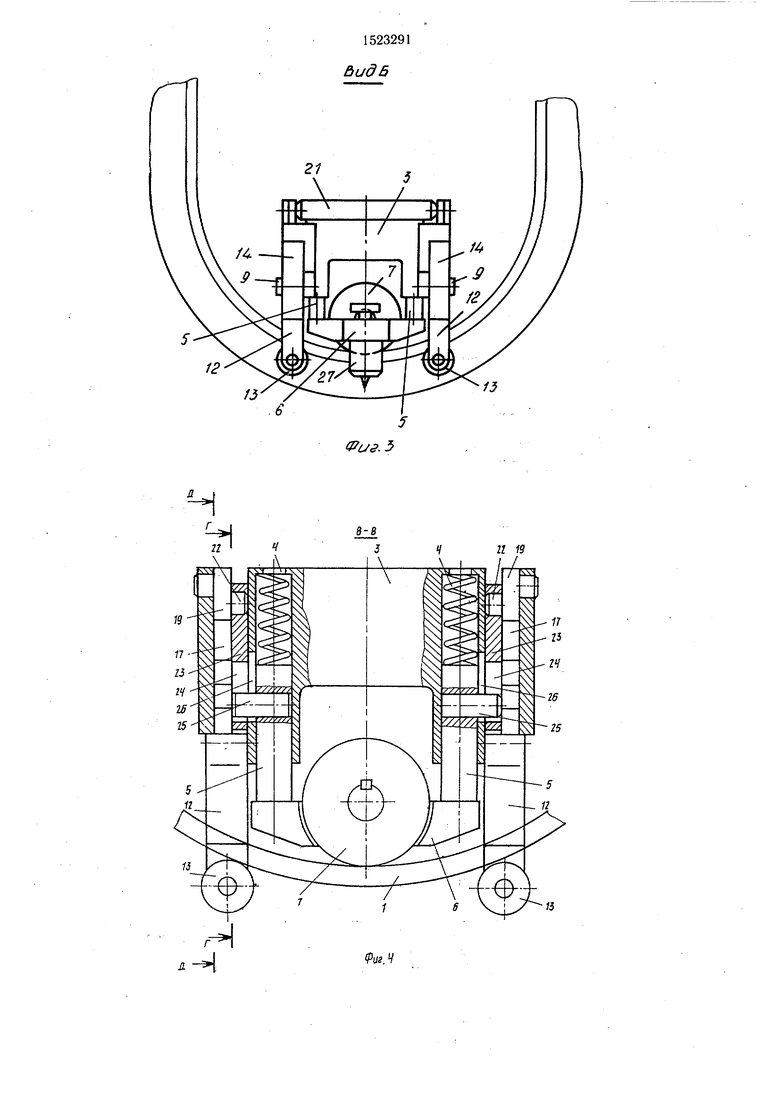
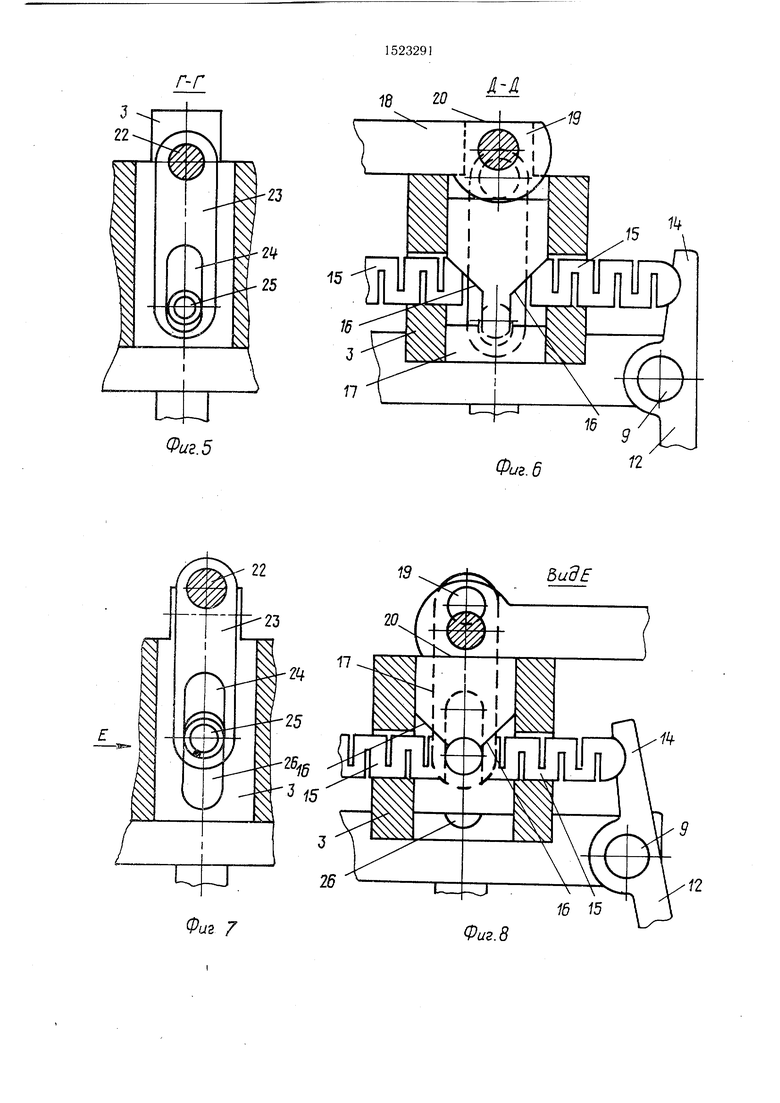
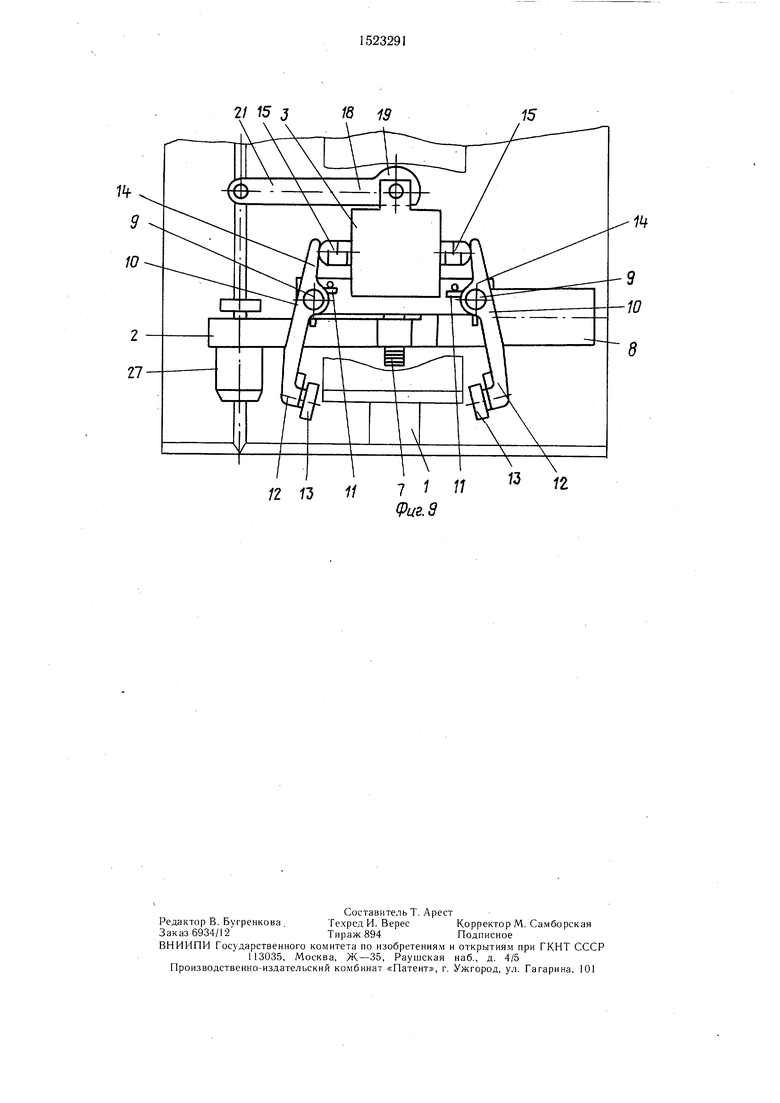
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - вид А на фиг. I; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 4; на фиг. 7 - устройство при разведенных двуплечих рычагах; на фиг. 8 - вид Е на фиг. 7; на фиг. 9 - устройство при разведенных двуплечих рычагах, общий вид.
Устройство для дуговой обработки криволинейных замкнутых щвов содер.жит конгруэнтную щву направляющую I, на которой установлена каретка 2. В корпусе 3 каретки 2 с возможностью продольного перемещения на двух поджатых пружинами 4 скалках 5 смонтирована подвижная траверса 6, на которой закреплен приводной ролик 7 с приводом 8. На корпусе 3 закреплены четыре оси 9, на которых с возможностью поворота установлены двуплечие рычаги 10, поджатые пружинами 11 кручения. На длинных плечах 12 рычагов 10 закрепле-г ны поджимные ролики 13. Короткие плечи 14 рычагов 10 связаны с пружинными пальцами 15, смонтированными в корпусе 3 с возможностью продольного перемещения и находящимися в контакте с клиновой поверхностью 16 ползуна 17. Ползун 17 установлен в корпусе 3 с возможностью продольного перемещения и кинематически связан с механизмом 18 поджима. Механизм 18 поджима выполнен в виде двух цилиндров 19 с плоским участком 20 на цилиндрической поверхности и соединяющей их рукоятки 21. На торцовой поверхности цилиндров 19 эксцентрично закреплены оси 22. На осях 22 установлены серьги 23, имеющие продольные пазы 24, в которых свободно установлены щтыри 25. Штыри 25 сво- боднр установлены в пазах 26 корпуса 3 и жестко закреплены в скалках 5. На дополнительном ко рпусе 6 закреплена сварочная головка 27.
Устройство для дуговой обработки работает следующим образом.
Устанавливают на издеЛие направляющую I и закрепляют (не показано). Затем на направляющую 1 устанавливают каретку 2 со сварочной головкой 27. Перед установкой каретки 2 на направляющую .чвупле- чие рычаги 10 разведены, приводной ролик 7 поднят вверх, а поворотные кулаки 19 контактируют с ползуно.м 17 плоским участком 20 (фиг. 8). Каретку 2 ставят на
;
10
15
20
25
30
35
40
45
50
55
направляющую 1 так, чтобы поджимные ролики 13 находились ниже выпуклой поверхности направляющей 1. Затем поворачивают рукоятку 21 влево. При этом поворотные кулаки 19 радиусной поверхностью давят на торцовую поверхность ползунов 7 и перемещают их вниз в корпусе 3 каретки 2. Клиновые поверхности 16 ползунов 17 действуют на пружинные пальцы 15 и перемещают их друг от друга. Преодолевая усилие пружин 1 1 кручения, пальцы 15 действуют на плечи 14 и разворачивают рычаги 10 на осях 9. Плечи 14 расходятся, а плечи 12 сходятся. Ролики 13 заходят под направляющую 1.
Одновременно с поворотом кулаков 19 перемещаются оси 22 серег 23. Серьги 23 при этом совершают поступательное движение вниз. Штыри 25 при этом перемещаются в пазах 24 серег 23 и в пазах 26 корпуса 3 под действием пружин 4. Вместе со скалками 5 опускается вниз дополнительный корпус 6 вместе с приводным роликом 7 и приводом 8 до соприкосновения ролика 7 и роликов 13 с обеими поверх - ностями направляющей 1. Включают привод 8 перемещения каретки 2 и производят сварку.
Поскольку расстояние между рабочими поверхностями роликов 7 и 13 изменяется при изменении раяиуса кривизны, дополнительная настройка не нужна. При изменении радиуса кривизны изменяется положение ролика 7. Ролик 7 перемещается по радиусу кривизны. При этом скалки 5 перемещаются относительно корпуса 3. Штыри 25 свободно скользят в пазах 24 и 26. Таким образом, перемещение ро.тика 7 не вызывает перемещение роликов 13, которые постоянно поджаты к направляющей.
Для того чтобы снять устройство с направляющей 1 поворачивают рукоятку 21 вправо. При этом серьги 23 поднимаются вверх и тянут вверх за штыри 25 скалки 5, сжимая пружины 4. Вместе со скалками 5 поднимается вверх и дополнительный корпус 6 с приводным роликом 7 и приводом 8 (фиг. 9), а затем под действием пружин 11 кручения рычаги 10 разворачиваются на осях 9. Плечи 12 с прижимными роликами 13 расходятся, а плечи 14 сходятся и перемещают навстречу друг другу пружинные пальцы 15, которые выдавливают вверх ползуны 17 до соприкосновения их торцов с плоскими участками 20 поворотных кулаков 19.
Использование изобретения позволит повысить качество сварки замкнутых криволинейных щвов с изменяющимся радиусом кривизны.
Формула изобретения
1. Устройство для дуговой обработки криволинейных замкнутых щвов, содержащее
направляющую, каретку с приводом, смонтированный на каретке механизм сцепления с направляющей, включающий подвижную относительно корпуса каретки траверсу, подпружиненную 3 сторону направляющей, нажимной ролик, смонтированный на подвижной траверсе и установленный с одной стороны направляющей, два опорных ролика, соединенные с кареткой, и механизм поджима роликов, отличающееся тем, что, с целью повыщения качества сварки и надежности работы, устройство снабжено двумя парами двуплечих подпружиненных к направляющей рычагов, смонтированных на корпусе каретки, расположенными с противоположных сторон направляющей с возможностью поворота навстречу друг другу попарно, двумя дополнительными опорными роликами и клиновым ползуном, расположенным с возможностью продольного перемещения в корпусе каретки, при этом привод каретки соединен с нажимным роликом, опорные ролики закреп,1ены на концах ры0
5
0
чагов, обращенных к направляющей с возможностью взаимодействия с ней, а свободные концы рычагов кинематически связаны с подвижной траверсой.
2.Устройство по п. I, отличающееся тем. что кинематическая связь свободных и. юч каждого из рычагов с подвижной траверсой выполнена в виде пружинного iia.-ihua, взаи.модействующего с рычагом и одной ил к,тиновых поверхностей ползуна и штыря, закрепленного в подвижной траверсе и взаимодействующего с серьгой, установленной на закрепленной на механизме поджима оси пара,1лельно ползуну с возможностью продольного перемещения.
3.Устройство по пп. I и 2, отличающееся тем, что механизм поджи.ма выполнен в виде поворотного ку,1ака с п,1оским участком на его поверхности, взаимодействующего с ползуном, а ось серьги размещена на торцовой поверхности кулака эксцентрично его оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для прессования изделий | 1983 |
|
SU1138326A1 |
| Устройство для замены штампов на прессах | 1986 |
|
SU1382574A1 |
| Устройство для закрывания крышек люков железнодорожного полувагона | 1978 |
|
SU766928A1 |
| Устройство для натяжения гибкого элемента передачи | 1988 |
|
SU1714254A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
Изобретение относится к устройствам для сварки криволинейных замкнутых швов с изменяющимся радиусом кривизны и может найти применение в химической и энергетической отраслях промышленности. Цель изобретения - повышение качества сварки путем совершенствования механизма сцепления каретки с направляющей и надежности в работе. Приводной ролик 7 с приводом размещен на подвижной траверсе 6, установленной с возможностью перемещения относительно корпуса 3 каретки 2. Поджимные ролики 13 размещены на длинных плечах 12 двуплечих рычагов 10, расположенных на осях 9, закрепленных в корпусе 3. Короткие плечи 14 рычагов 10 кинематически связаны с подвижной траверсой 6 посредством пружинного пальца 15, взаимодействующего с рычагом 10 одной из клиновых поверхностей, выполненных на ползуне, размещенном с возможностью продольного перемещения в корпусе 3. Механизм 18 поджима представляет собой поворотный кулак 19 с плоским участком 20 на его поверхности, взаимодействующий с ползуном. 2 з.п. ф-лы, 9 ил.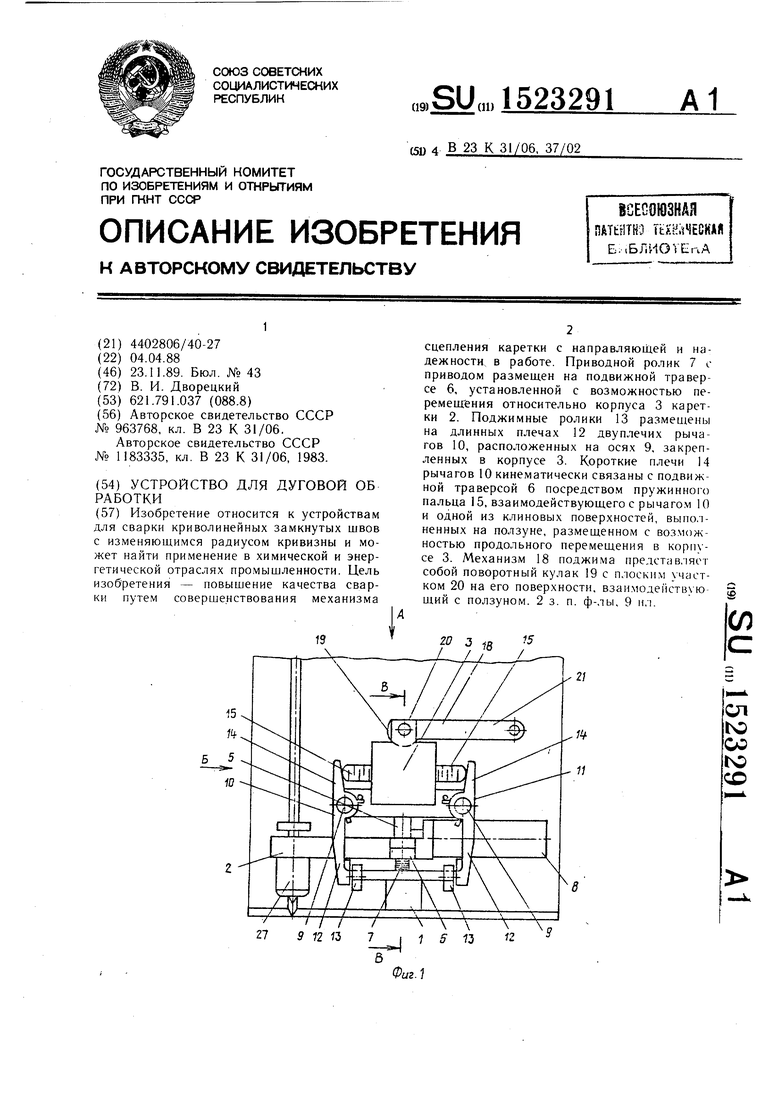
Фиг2
12
(Риз-5
19
15
17
«
Фиг. Ч
ЛГ
J
22
Ш
Фие.5
11
18 0
л-и
19
1k
Фиг. 6
8идЕ
Фиг. 8
16 19
12 f3
15
f3 f2
| Каретка для перемещения инструмента, преимущественно сварочной горелки вокруг стыка | 1981 |
|
SU963768A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1183335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
