(54) ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электрохимического маркирования | 1983 |
|
SU1136385A1 |
| Электролит для электрохимического маркирования | 1984 |
|
SU1197801A1 |
| Электролит для электрохимического маркирования титановых сплавов | 1990 |
|
SU1779494A1 |
| Электролит для электрохимического маркирования | 1985 |
|
SU1340948A1 |
| Электролит для электрохимического маркирования стальных изделий | 1991 |
|
SU1757797A1 |
| Электролит для электрохимического маркирования нержавеющих сталей | 1984 |
|
SU1234081A1 |
| Электролит для электрохимического маркирования | 1978 |
|
SU732114A1 |
| Способ электролитно-разрядной очистки сварочной проволоки | 1987 |
|
SU1599446A1 |
| Электролит для электрохимического маркирования | 1990 |
|
SU1710235A1 |
| Электролит для электрохимического маркирования | 1982 |
|
SU1076244A1 |
Изобретение относится к электрохимическому маркированию. Известны электролиты для электрохимического маркирования, выполненные на основе водных растворов нитрита натрия, хлористого натрия, калиевой селитры с введением различных добавок, таких как борная кислота, марганцево-кислый калий, кальцинированная сода и др. Недостатком таких электролитов для. электрохимического маркирования является то, что каждый из них приемлем в основном для маркирования определенной марки стали или алюминия. Кроме того, все они требуют введения для предохранения места обработки от коррозии после электрохимического маркирования дополнительной операции, состоящей в протирке места маркирования ветошью, смоченной в содовом растворе, и пассивацию раствором нитрита натрия или смазывания машинным маслом. Известен также электролит 1 на основе водного раствора, содержаш,ий следующие компоненты, °/о: Этиловый спирт10-15 Хлористый натрий0,2-0,4 Мочевина0,4-0,6 ВодаОстальное Недостатками известного электролита, является то, что он предназначен для электрохимического маркирования только титана и его сплавов и, кроме того, требует введения дополнительной операции после маркирования для предохранения места обработки от коррозии, так как одним из компонентов электролита является хлористый натрий, способствующий образованию коррозии металла. Цель изобретения - разработка электролита, приемлемого для электрохимического маркирования различных, марок сталей, алюминия и их сплавов и не вызывающего коррозию на местах обработки. Поставленная цель Достигается применением электролита, содержащего компоненты в соотношении, вес. %:
5°/о-ный спиртовый раствор йода40-50 1%-ный спиртовый раствор бриллиантового зеленого20-25Этиловый спирт Остальное Иод относится к галогенам. Химически йод довольно активен, хотя и в меньшей степени, чем хлор и бром. С металлами йод
15 8 14 8
7,5-8 15 8 12 10 12
1О-11 16-18 9-1О 10-12 10-12 10-12
1О
10-12 10 6
9-12 8-10 14 10 7-8 5,5-7 10-12 12-14
2Т 9-11 9-10 1О-Ц
обаль1О,5 в
ая жесть 10-12
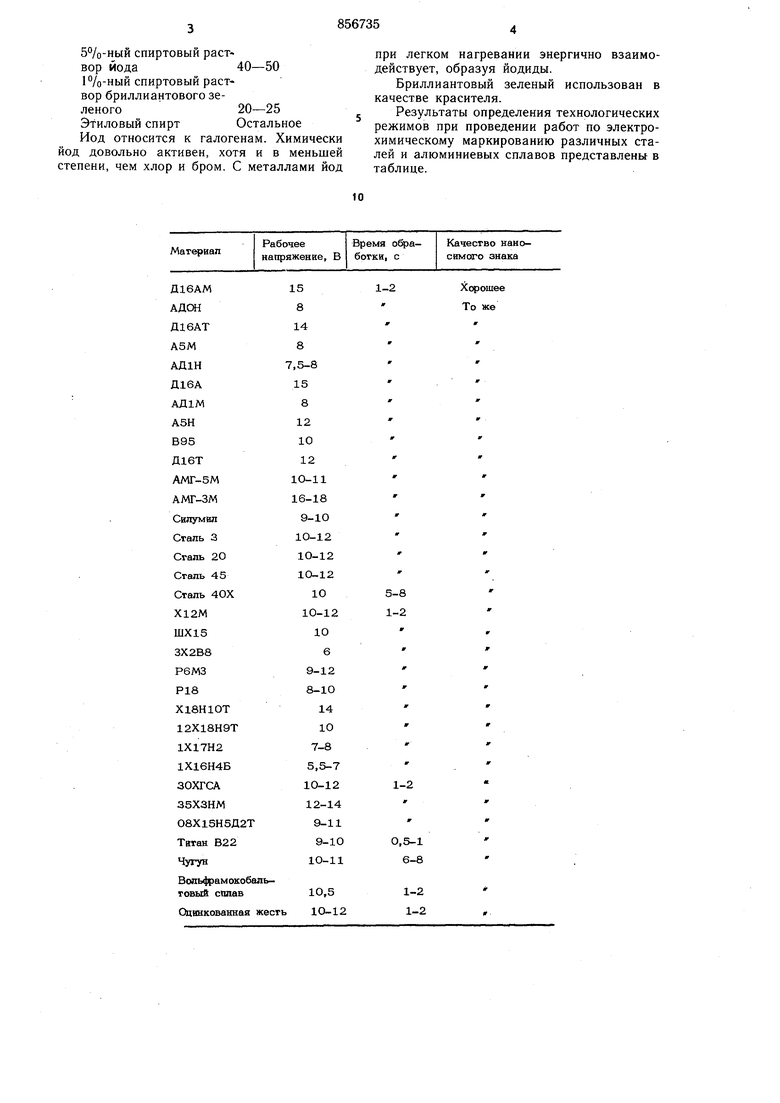
при легком нагревании энергично взаимодействует, образуя йодиды.
Бриллиантовый зеленый использован в качестве красителя.
Результаты определения технологических режимов при проведении работ по электрохимическому маркированию различных сталей и алюминиевых сплавов представлены в таблице.
Хорошее То же
5-8 1-2
1-2
0,5-1 6-8
1-2 1-2 Пример 1. Электрохимическое маркирова ние различных марок сталей, алюминия и их сплавов осуществляется с применением электролита, содержащего, г: 5°/о-ный спиртовый раст вор йода50 1%-ный спиртовый раст вор бриллиантового зеленого20Этиловый спирт 30 Указанное весовое соотнощение компонентов берут из расчета на 100 г раствора электролита. Напряжение, В5,5-18 Температура электролита, °С18-22 Время обработки, с 0,5-8 Маркирование осуществляется до получения не менее 15 раз изображения хорошего качества при подобранном рабочем напряжении и времени выдержки для каждого материала. Результаты обработки: качество наносимых знаков хорошее, легко читается при различном угле наклона образца. Место обработки коррозии не подвергается. Пример 2. Электрохимическое маркирование различных марок сталей, алюминия и их сплавов осуществляется с применением электролита, содержащего, г: 5%-ный спиртовый раствор йода40 1%-ный спиртовый раст-г. вор бриллиантового зеленого25Этиловый спирт 35 Указанное весовое соотношение компонентов взято из расчета на 100 г раствора электролита. Напряжение,В5,5-18 Температура электролита, °С18-22 Бремя обработки, с 0,5-8 Маркирование осуществляется до получения не менее 15 раз,изображения хорошего качества при подобранном рабочем напряжении и времени выдержки для каждого материала. Результаты обработки: качество наносимых знаков хорошее, легко читается при различном угле наклона образца. Место обработки коррозии не подвергается. Пример 3. Электрохимическое маркирование различных марок сталей, алюминия и их сплавов осуществляется с применением электролита, содержащего, г: 5°/о-ный спиртовый раствор йода30 1%-ньгй спиртовый раствора бриллиантового зеленого22,5 Этиловый спирт32,5 Указанное весовое соотношение компонентов взято из расчета на 100 г раствора электролита. Напряжение, В5,5-18 Температура электролита, °С18 - 22 Время обработки, с0,5-8 Результаты обработки: качество наносимых знаков хорощее, легко читается при различном угле наклона образца. Место обработки коррозии не подвергается. Применение предлагаемого электролита для электрохимического маркирования обеспечивает получение знаков хорошего качества на различных материалах. При этом места обработки не требуют дальнейшей специальной обработки в целях предохранения от коррозии. Формула изобретения Электролит для электрохимического маркирования, содержашнй этиловый спирт, отличающийся тем, что, с целью расширения диапазона обрабатываемых материалов с получением знаков хорошего качества и исключения коррозии мест обработки, в его состав дополнительно введены 5%-ный спировой раствор йода и 1%-ный спиртовой раствор бриллиантового зеленого, а компоненты взяты в следующем соотношении, вес.%: 5%-ный спиртовый раст40-50вор йода 1%-ный спиртовый раствор бриллиантового зе Of))С. леного Этиловый спиртОстальное Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 469573, кл. В 23 Р 1/16, 1975 (протоип).
