I
Изобретение относится к обработке неметаллических материалов, таких как стекло, кварц, керамика и.т.п.
Известно алмазное кольцевое сверло для получения отверстий в неметаллических материалах, включающее корпус и закрепленные на нем режущие алмазоносные элементы СП..
Недостатком известного кольцевого сверла является то, что оно не обладает возможностью одновременного сверления и снятия фасок получаемого отверстияi
Наиболее близким к предлагаемому является алмазный инструмент для кольцевого сверления, включающий ПОЛШ1Й цилиндрический корпус с торцовой режущей частью Г
Однако в ряде случаев, например при изготовлении илгадашнаторных стекол методом алмазного сверления необходимо снятие радиусной фаски с высверливабмогй изделия (керна),
а известный инструмент не обеспечивает указанную операцию.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что алмазный инструмент для ксхг1Ы едрго сверления, вюрочающий полый цилиндрический корпус с алмазонос ной торцовой режущей частью, снаб.жен устройством для снятия фасок, В атолненным в виде подпружиненных относительно корпуса дополнительных режущих элемеитов, а на боковой поверхности корпуса выполнены направляюпкие продольные пазы, в которых размещены дополнительные р ежущие элементы.
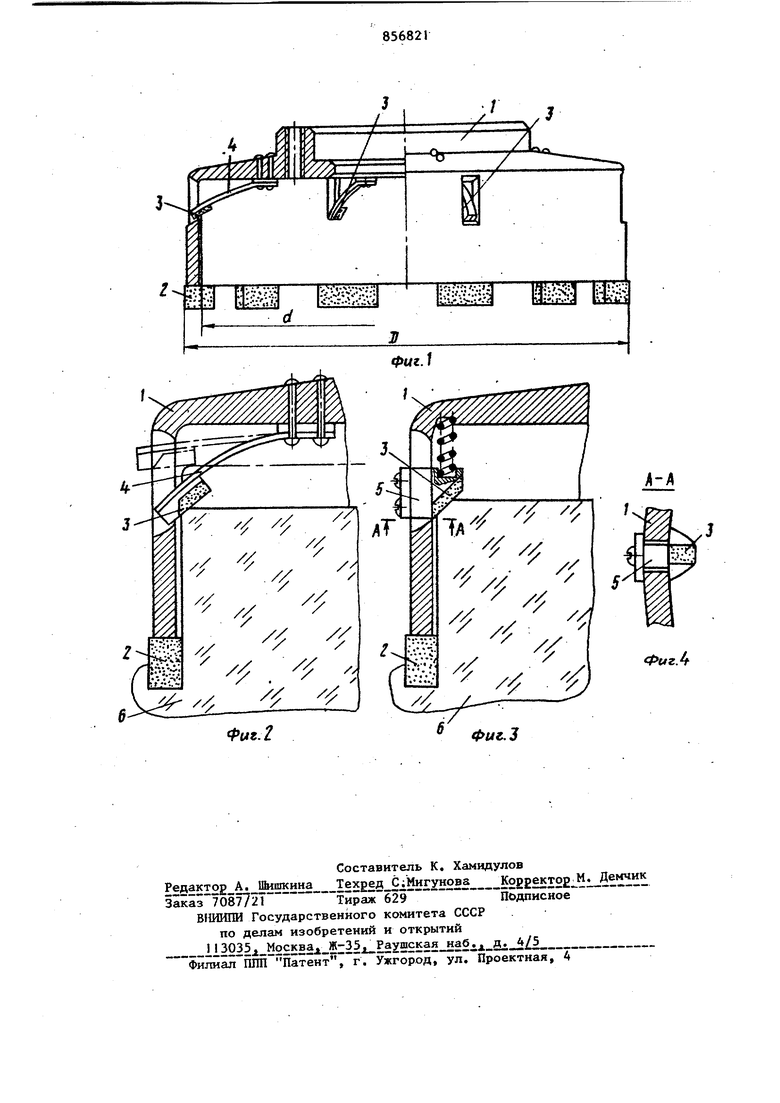
На фиг, 1 изображен алмазный инструмент для ольцевого сверления , общий вид; на фиг. 2,-устройство дополнительного режуп(его элемента для снятия закругленныхфасок (галтелей); на
г. 3 - то же, для снятия прямопинейных фасок; на фиг. 4 - сечение А-А на фиг. 3. Алмазный инструмент для кольцев го сверления состоит из полого ци пиндричесАого корпуса 1, на .торце которого закреплены режущие элементы 2, выполненные, например, в |8иде алмазоносных сегментов. Во внутренней полости корпуса режу(цие элементы 3 закреплены так, что их режущие поверхности пересекают в плане окружность внутреннего диаметра d сверла. Режущие элементы 3 при снятии закругленных фасок закрепляются, например, на конце упругой пластины 4 (фиг. 1 и 2), другой конец к рой закреплен на корпусе сверла, чем безалмазная часть режущего эл мента вместе со свободным концом плас-20 5 тины 4 входит в продольный паз корпуса 1 инструмента. Режущие элементы 3 при снятии прямолинейных фасок (например, под углом 45 к поверхности изделия) закрепляются на ползунах 5 (фиг. 3 и 4), установленных в продольных пазах корпуса 1 инструмента с возможностью перемещения вдоль пазов, Ползуны 5 с закрепленньми на них алмазоносными режу1 да ми элементами 3 подпружинены В процессе работы инструменту сообщается вращательное и поступатель ное движение относительно оси сверла. Режущие элементы 2 прорезают в обрабатываемом материале кольцевой паз По мере заглубления инструмента поверхность обрабатываемого материала 6 приближается к режущим поверхностям режущих элементов 3. При соприкосновении последних с кромкой образующего ся керна (шшюминаторного стекла) происходит снятие материала обрабатываемого изделия и формирование фаски. В случае снятия закругленной фаски (фиг. 2) режущий элемент 3, закрепленный на упругой пластине 4, обрабатывает вначале периферийную часть издел1 я, затем, по мере заглубления инструмента, постепенно отклоняется вглубь корпуса, обрабатывая часть изделия, расположенную ближе к его центру. При этом пятно контакта дополнительного режущего элемента с изделием перемещается вдоль режущей поверхности, что обеспечивает ее равномерный износ. Окружные усилия, действующие на режущий элемент, воспринимаются корпусом инструмента. С этой целью ширина пазов в корпусе инструмента, куда входят безалмазные части режущих элементов 3, выбирается примерно равной ширине последних. В случае снятия прямолинейных фасок (фиг. 3 и 4) режущие элементы 3 перемещаются вместе с ползунами под действием обрабатываемого материала вдоль пазов в корпусе инструмента, сжимая пружины. После завершения сверления и вывода инструмента из зоны резания дополнительные режущие элементы под ействием упругих сил возвращаются в исходное положение. Формула изобретения Алмазный инструмент для кольцевого сверления, включающий полый цилиндрический корпус с торцовой режущей частью, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен устройством для снятия фасок, выполненным в виде подпружиненных относительно корпуса дополнительных режущих элементов, а на боковой поверхности корпуса выполнены направляющие продольные пазы, в которых размещены.дополнительные режущие элементы. . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 442938, кп. В 28 О 1/14, 1973. 2.Авторское свидетельство СССР № 651902, кл. В 23 В 51/04, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло | 1980 |
|
SU1028492A1 |
| Алмазное сверло | 1972 |
|
SU529910A2 |
| Алмазное сверло | 1981 |
|
SU965792A1 |
| Алмазное полое сверло для изготовления кольцевых деталей | 1976 |
|
SU585070A1 |
| Алмазное сверло | 1983 |
|
SU1209459A1 |
| Алмазное сверло | 1981 |
|
SU996217A1 |
| Способ сверления плоских заготовок из неметаллических материалов и устройство для его осуществления | 1982 |
|
SU1073107A1 |
| Способ обработки отверстий и алмазно-абразивное сверло для его осуществления | 1990 |
|
SU1808498A1 |
| Кольцевое сверло | 1983 |
|
SU1186405A1 |
| Алмазное сверло | 1979 |
|
SU863382A1 |