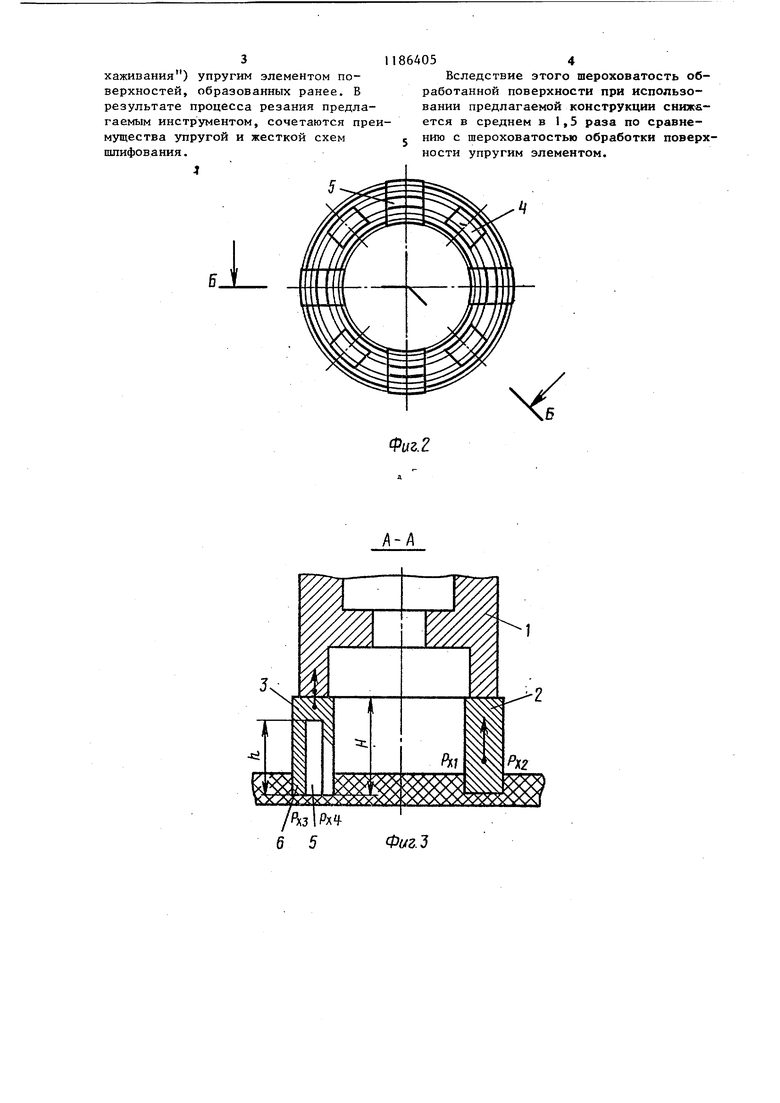
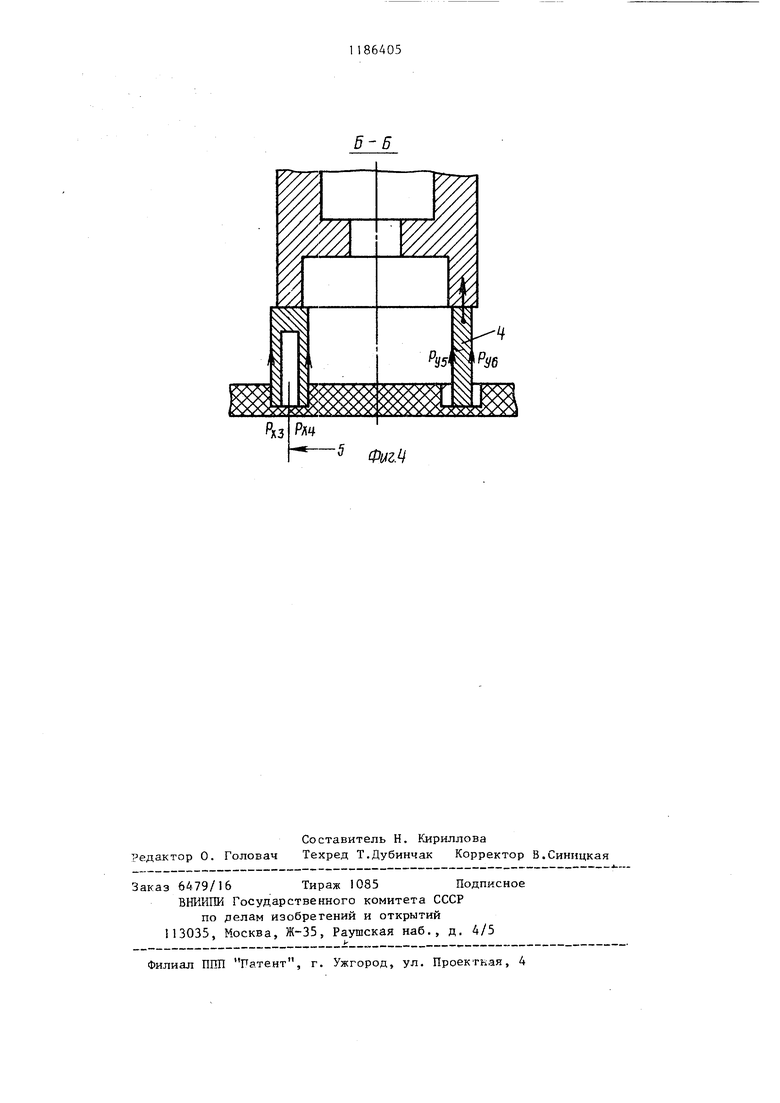
Изобретение относится к полым сверлам для кольцевого сверления и может быть использовано для сверления неметаллических материалов. Цель изобретения - повышение качестна обработки поверхности отвер стия при скоростном резании полупро водниковых: пластин путем поочередно го размещения цельных режущих элементов с режущими элементами с пазами. На фиг. 1 - показано сверло с цельными режущими элементами, чередующимися с элементами с кольцевыми па зами, вид сбоку; на фиг. 2 - то же, с режущими элементами с пазами и цельными элементами уменьшенной тол щины; на фиг. 3 - сечение А-А на фиг. 1; на фиг. А - сечение Б-Б на фиг. 2. Сверло выполнено в виде стержневого корпуса 1 с алмазными режущими элементами 2-4, расположенными со стороны торца. Режущие элементы 2 выполнены цельными с шириной режуще части, равной ширине реза, а элемен ты 3 - равными ширине реза и с пазо 5, высота которого больше его ширин в 5-10 раз, а толщина стенок 6 равн 0,2-0,3 ширины этого элемента. Паз 5 выгюлнен кольцевым и открыт с стороны торца. Центр радиусов стено кольцевого паза расположен на оси вращения сверла. Ширина цельных режущих элементов 4 выполнена равно 0,6-0,8 ширины режущих элементов 3 с пазами 5 и расположена с ними на одной окружности симметрично. Сверло работает следующим образом. Сверлу сообщают вращательное дни жение и осевую подачу на обрабатыва емое изделие. Инструмент режущими элементами вышлифовывает в изделии кольцевую канавку, соответствующую профилю инструмента, с последующим образованием отверстия в обрабатыва мом изделии и получении высверливае мого изделия (керна). I При работе в контакт с обрабатываемой гговерхностью вступают одновременно все режущие элементы. Цель ныи режущий элемент 2 с шириной, равной ширине реза, производит резку материала, величина съема которо определяется (при заданной частоте вращения инструмента) значением подачи. Радиальные усилия резания, .действующие со стороны высверливаемого отверстия и высверливаемого изделия ( керна). и Рд2 противонаправлены и компенсируют одно другое, реализуясь в сжатии слоя материала, расположенного в центральной части режущего инструмента и в вертикальной составляющей Р (Ру + Ру ), выжимающей режушлй элемент из образуемой канавки. При этом происходит интенсивное разрутаение обрабатываемого материала, измельчение, т.е. формообразование канавки. Режущий элемент 3, выполненный с открытым со стороны режущего торца кольцевым пазом, с центром в оси вращения сверла, представляет собой режущий упругий в радиальном направлении элемент. Высота этого паза больше его ширины в раз, а толщина образуемых стенок 0,2-0,3 ширины этого элемента. При резании этим режущим элементом радиальные усилия резания Р, и Ру со стороны высверливаемого отверстия и высверливаемого изделия (керна) на стенки режущего элемента реализуются дополнительно в упругой деформации (изгибе) стенокс плечом за счет действия радиальных составляющих Р( и Р, . При этом величина изгибающего момента равна М.Р , h; Mi Рх4- h. В результате упругого смещения стенок величина съема материала определяется, кроме осевой подачи, еще степенью этого смещения (изгиба ). При этом, вследствие меньших контактных давлений в зоне резания на стенки, глубина внедрения алмазных зерен в них снижается. В итоге происходит шлифование с меньшими нарушениями структуры материала, аналогично процессу шлифования инструментом с алмазным порошком меньшей зернистости. Режущий элемент 4, выполненньй равным 0,6-0,8 ширины режущих элементов с пазами и расположенный с ними на одной оси, испытывает осевую нагрузку, выраженную вертикальны1-1И составляющими Ру.., Р, +Pv Ради 5.S 5 J алы-1ые усилия резания при резке этим элементом отсутствуют. Чередующиеся элементы на сверле обеспечивают последовательно черновую обработку жестким элементом, производящим формирование поверхностей и чистовую обработку (по типу выхаживания) упругим элементом поверхностей, образованных ранее. В результате процесса резания предлагаемым инструментом, сочетаются пре мущества упругой и жесткой схем шлифования. 1
%г.2 1864054 Вследствие этого шероховатость обработанной поверхности при использовании предлагаемой конструкции снижается в среднем в 1,5 раза по сравнению с шероховатостью обработки поверхности упругим элементом.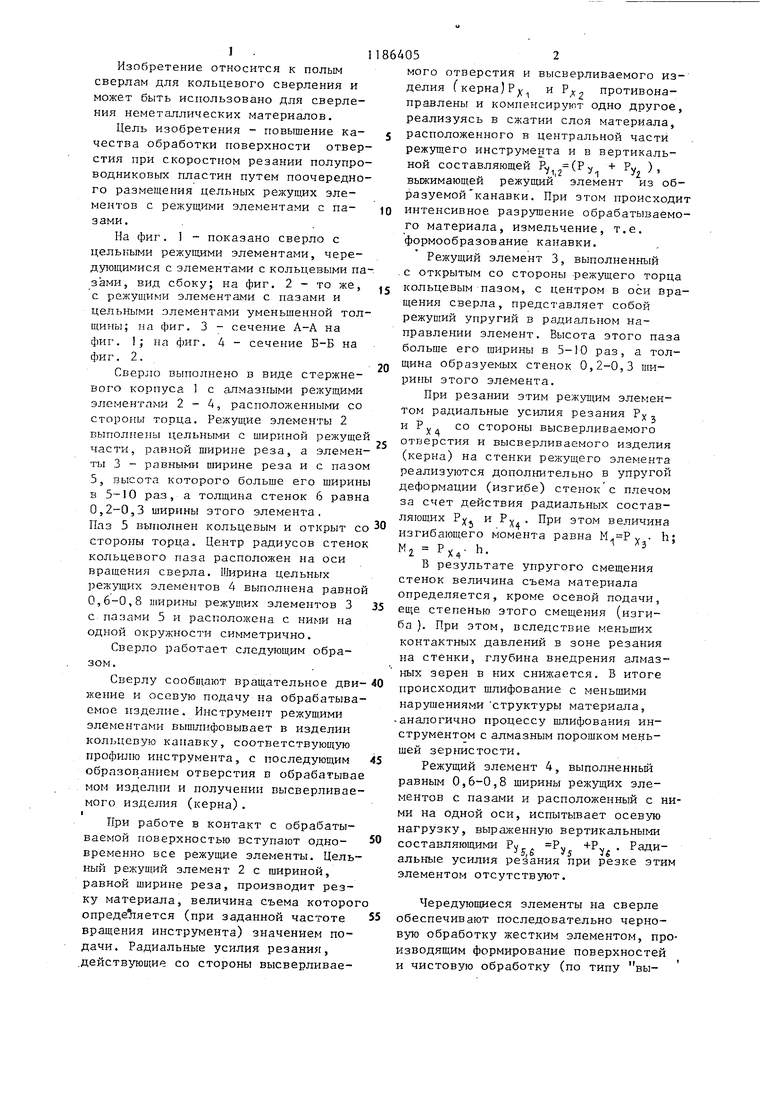
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный круг | 1981 |
|
SU1000258A1 |
| Алмазный инструмент для кольцевого сверления | 1979 |
|
SU856821A1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| Абразивный круг | 1983 |
|
SU1085800A1 |
| Абразивный инструмент для обработки хрупких неметаллических материалов | 1985 |
|
SU1305013A1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
1. КОЛЬЦЕВОЕ СВЕРЛО, содержащее корпус и абразивные режущие элементы на торце, разделенные радиальными канавками, отличающееся тем, что, с целью повышения качества обработки отверстий, по крайней мере один из абразивных режущих элементов выполнен с открытым со стороны рабочего торца кольцевым пазом, стенки которого выполнены по дуге окружности с центром, расположенным на оси вращения сверла. 2.Сверло по п. 1, отличающееся тем, что абразивные режущие элементы с кольцевыми пазами установлены через один с остальными абразивными режуп1ими элементами. 3.Сверло по п. 2, отличаю щ е е с.я тем, что абразивные режущие элементы с кольцевыми пазами выполнены шириной, большей на 0,40,2 ширины остальных абразивных режущих элементов. (Л с 00 Од 4 О О1
/адрх
б 5 Фиг.д
| Трубчатое сверло | 1974 |
|
SU484941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
